

17.5. Автоматическая маркировка круглых лесоматериалов
В процессе измерения объемов круглых лесоматериалов наиболее просто решается вопрос о маркировке его верхнего торца.
На рис. 17.5 приведена функциональная схема устройства управления, которая работает следующим образом.
При появлении сортимента оператор производит его визуальную оценку и нажатием соответствующих ключей сортимента и сорта на пульте управления вводит информацию
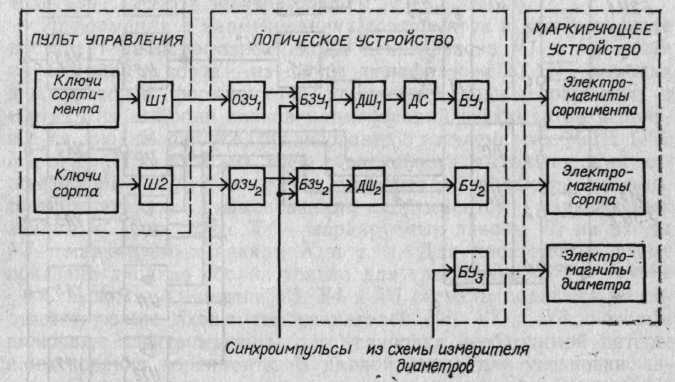
Рис. 17.5. Блок-схема маркирующего устройства
в буферную память ОЗУ1,2. Здесь необходимо применение промежуточной оперативной памяти, так как это связано с необходимостью одновременного ввода информации о сорте и назначении сортимента в буферную память БЗУ1 БЗУ2. При этом используется двоичный код, формируемый шифраторами Ш1, Ш2. Буферная память состоит из триггерных регистров сдвига и хранит информацию о сортиментах, поступающих к маркирующему устройству. Продвижение информации в буферной памяти производится синхроимпульсами.
После дешифраторов ДШ1, ДШ2 сигнал подается на диодную сборку ДС, где происходит объединение тех сортиментов, которые маркируются одинаковыми буквами по ГОСТ 2292—74. Усиленный сигнал с выхода диодной сборки подается на соответствующие электромагниты маркирующего устройства для установления необходимой литеры назначения сортимента.
Включение электромагнитов маркирующего устройства для установления необходимой литеры сорта осуществляется по сиг-
налам, поступающим из буферной памяти сорта через дешифратор и усилители БУ1, БУ2, БУ3.
Включение электромагнитов маркирующего устройства для установления необходимой литеры диаметра происходит при
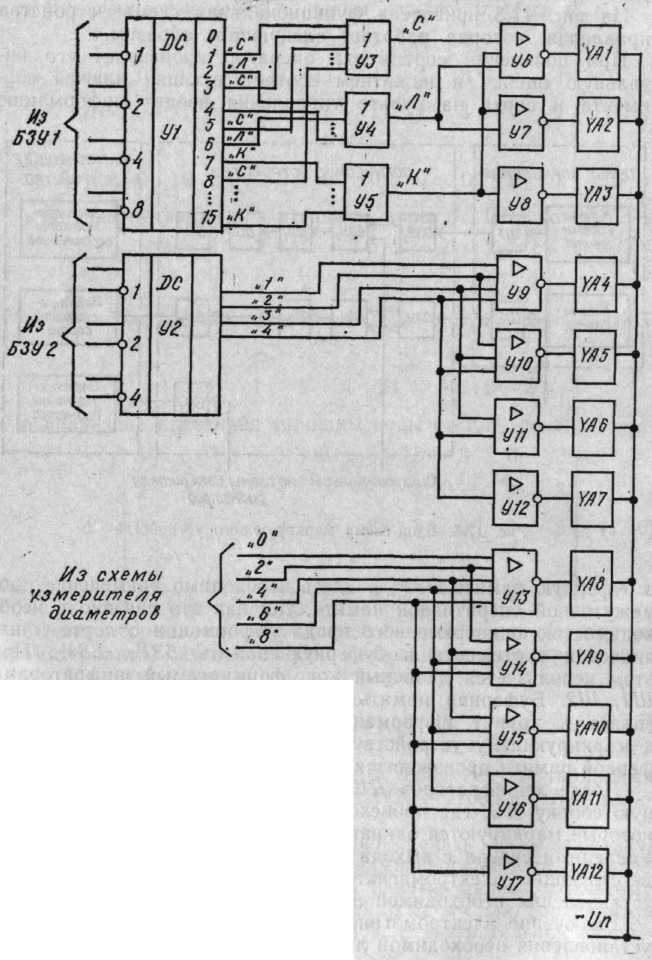
Рис. 17.6. Блок-схема управления
электромагнитами маркирующего
устройства
поступлении соответствующего сигнала из схемы измерения диаметров сортиментов. По окончании установки литер сорта, назначения и диаметра включается надвигание маркирующего устройства до соприкосновения с верхним торцем сортимента и производится маркировка.
На рис. 17.6 приведена логическая схема преобразования информации на выходе из буферной памяти (БЗУ) в сигналы управления электромагнитами маркирующего устройства для установления необходимых литер. Схема включает в себя два дешифратора (У1; У2), элементы ИЛИ (УЗ; У4; У5), усилители (У6... У17) и электромагниты (YA1... ΥА12).
Информация о наименованиях сортиментов в двоичном коде поступает на парофазные входы дешифратора У1, а двоичная информация о сорте — на входы дешифратора У2. На выходах дешифраторов формируются десятичные коды сортимента и сорта. Для выборки знаков наименований сортиментов используется диодная сборка, реализованная на элементах ИЛИ (УЗ; У4; У5). При этом из всей совокупности выходных шин дешифратора С, Л, К на входы элемента УЗ подаются сигналы, соответствующие наименованиям сортиментов, маркируемых знаком «С», на входе У4 — маркируемых знаком Л, на входы У5 — маркируемых знаком К и т. д. Для простоты на схеме показана диодная сборка только для трех знаков.
С выходом элементов УЗ, У4 и У5 сигналы подаются на соответствующие входы тех усилителей У6; У7 и У8, которые включают электромагниты для установки необходимой литеры наименования сортимента. В данной схеме для установки литеры С необходимо включить только один электромагнит ΥΑ1; для установки литеры Л — два электромагнита ΥΑ1 и ΥΑ2, для установки Κ—ΥΑ1, ΥΑ2 и ΥΑ3.
Необходимое количество включаемых электромагнитов для установки литер определяется конструкцией приводного механизма маркирующего устройства.
Аналогично происходит преобразование двоичной информации о сорте и сигналы управления электромагнитами. На выходах дешифратора У2 формируется десятичный код соответствующего сорта (1, 2, 3, 4).
Поскольку количество сортов невелико, диодная сборка не используется. Информация по шинам «1», «2», «3» и «4» поступает на входы усилителей У9... У12, которые включают электромагниты для установки необходимой литеры сорта. Для установки литеры сорта «1» необходимо включить один электромагнит ΥΑ4; для установки литеры сорта «2» — ΥΑ4 и ΥΑ5 и т. д.
Включение электромагнитов для установки литера диаметров происходит с использованием информации из схемы измерителя диаметров. По шинам «0», «2», «4», «6», «8», соответ-
ствующим последним цифрам значения диаметра, сигналы поступают на входы усилителей YA13.. .YA17, которые включают электромагниты для установки литеры диаметра. Для установки литеры диаметра «0» необходимо включить электромагнит YA8; для литеры диаметра «2» необходимо включить электромагниты YA8 и YA9, для литеры «4» — электромагниты YA8, YA9 и YA10 и т. д.