

12.9. Регулирование скорости протаскивания деревьев лесосечных сучкорезных машин
На передвижных лесосечных сучкорезных установках установлен механизм силового резания. Процесс срезания сучьев с хлыста производится продольным протаскиванием дерева через ножевую систему. Протаскивающий механизм приводится от двигателя трактора, на котором установлена сучкорезная установка. Учитывая различные нагрузки, возникающие в про-
цессе протаскивания (различные диаметры сучьев, порода, время года и т. д.), необходимо изменять величину скорости протаскивания для равномерной загрузки двигателя привода протаскивания. Для этих целей устанавливаются различные механические системы переключения скоростей передачи, изменяют число оборотов привода, применяют различные устройства и т. д. Наиболее перспективными с этой точки зрения являются различные гидравлические муфты, механическая характеристика которых
Рис. 12.11. Механическая характеристика гидромуфты
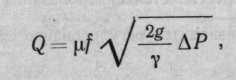
Рис. 12.12. Блок-схема протаскивающей системы сучкорезной машины
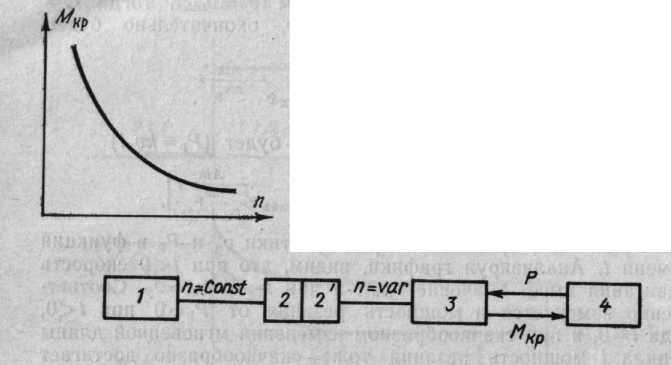
отвечает различным эксплуатационным режимам работы сучкорезных установок (рис. 12.11).
Блок-схема такой незамкнутой автоматической системы механизма протаскивания 3 показана на рис. 12.12. С увеличением нагрузки 4 (увеличивается сила резания ножевой системы установки), уменьшаются частота вращения n приводной гидромуфты 2' и увеличивается ее крутящий момент Мкр (рис. 12.12), что важно для преодоления больших усилий сопротивления резанию.
При уменьшении нагрузки скорость протаскивания возрастает. Следует отметить, что применение таких систем значительно увеличивает производительность установок и улучшает эксплуатационные условия работы привода протаскивающего механизма и упрощает систему регулирования.
12.10. Автоматическая синхронизация скоростей движения штоков гидроцилиндров челюстных погрузчиков
Лесосечные машины, имеющие гидрофицированный привод механической системы, которая управляется двумя гидроцилиндрами, требуют обязательной синхронизации движения штоков гидроцилиндров.
Например, при погрузке хлыстов подъем каждой стрелы с захватом производится отдельным гидроцилиндром. В результате неравномерной нагрузки на стрелы из-за перекоса пачки, неравномерного распределения массы на стрелы скорости движения стрел будут различны и перекос пачки будет увеличиваться. Следовательно, возникает задача — синхронизации движения штоков гидроцилиндров синхронной системой.
Рассмотрим такую следящую систему. Скорость движения штока гидроцилиндра определяется количеством жидкости, подаваемой в цилиндр в единицу времени (расходом). Эта скорость определяется как
υ = kQ,
где k — коэффициент пропорциональности; Q — расход жидкости, л/с.
Секундный расход жидкости определяется по формуле
где μ — коэффициент расхода; f — сечение дросселя; g — ускорение свободного падения; γ — удельный вес жидкости; ΔΡ — перепад давлений перед дросселем и на входе гидроцилиндра.
Задачу согласования скоростей двух гидроцилиндров автоматического гидроразгружателя можно решить при помощи специального делителя потоков. Схема этого устройства приведена на рис. 12.13. Прибор состоит из насоса 6, бака 7, корпуса 5, в котором имеются два золотника 21 и 22. Перемещая поршень золотника 3, изменяют проходные сечения дросселей 1f1 и f2, следовательно, изменяется расход жидкости Q1 и Q2, поступающей в первый и второй гидроцилиндры. Работа порционера происходит следующим образом. Если увеличится нагрузка P1 левого гидроцилиндра, присоединенного к трубопроводу, количество жидкости, протекающей по
Рис. 12.13. Схема делителя потоков
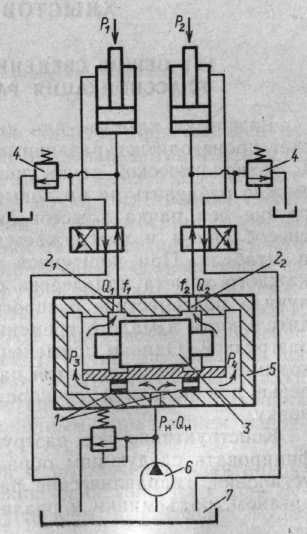
левой части делителя потоков, уменьшится, а давление Р3 увеличится и станет большим, чем Р4. Тогда поршень 3 начнет перемещаться вправо, увеличивая проходное сечение отверстия f1, а следовательно, и расходы Q1. В результате этого скорости гидроцилиндров уравняются. Движение поршня 3 будет происходить до тех пор, вплоть до полного перекрытия сечения 22, пока давления Р3 и Р4 не станут одинаковыми.
Применение такого способа регулирования является наиболее простым и эффективным.
Контрольные вопросы
1. В чем состоит принцип работы автоматизированного гидроманипулятора валочной машины?
2. Для чего служит автоматизированная система стабилизации вертикального положения захватно-срезающего устройства валочной машины? Принцип работы.
3. Каким образом осуществляется синхронизация движения штоков гидроцилиндров?
4. Как и для чего производится регулирование скорости надвигания цепного пильного аппарата?