

Длительность импульсов задается изменением емкости конденсаторов С1 и С2, а регулируется резистором R2· Скважность импульсов регулируется резистором R1. Схема, реализующая функцию память, рассмотрена ранее.
Элемент И-301 является устройством выдержки времени. Он состоит из релаксационного генератора и двух триггеров, который является входным элементом. Для плавного регулирования времени выдержки имеется переменный резистор. На рис. 10.8, б приведена блок-схема И-301. При подаче сигнала на вход схемы 5 на выходе 3 появляется выходной сигнал с задержкой по времени от 0,1 до 1 с. Выдержка времени регулируется переменным резистором R, входом которого являются клеммы 1 и 11. Для увеличения выдержки можно подключить внешний конденсатор С к выводам 1 и 8 (показано пунктиром).
Для отсчета определенного количества импульсов, которые соответствуют количеству рабочих операций или их циклов, а также производят замер длины и т. д., применяются различные схемы (рис. 10.8, в).
Построение таких счетчиков импульсов можно использовать, например, на элементе И-111, который представляет собой два универсальных IK-триггера. Блок-схема счетчика показана на рис. 10.8, в. На входы I и K подается сигнал в виде логической единицы— 1, и выход Q соединяется с входом С следующего элемента И-111. Имеются и другие элементы счета импульсов.
В тех случаях, когда требуется запоминание, хранение и перемещение информации, применяются различные регистры сдвига. Регистром называют устройство, служащее для промежуточного запоминания двоичных чисел. Они обычно состоят из триггеров, причем каждому запоминающему элементу кода соответствует свой триггер. Хранимые числа могут быть считаны в параллельном или последовательном коде. Сдвиг запасного кода производится тактовыми импульсами. На рис. 10.8, г приведена блок-схема четырехразрядного однотактного сдвигающего регистра на элементах И-111 (IK-триггер). Все разряды регистра соединены последовательно, а тактовые импульсы Τ всех разрядов подведены к общей шине, которая является тактовым входом регистра. Каждый разряд записываемого числа поступает в регистр по двум входам A и ¬A, а поступающий тактовый импульс на С производит сдвиг записанного кода числа на один разряд вправо, т. е. для записи четырехразрядного кода потребуется четыре тактовых импульса. Для передачи информации от одного триггера другому используют прямой выход 7 в инверсионный 6, которые соединяются с входами I и K триггера следующего разряда. Выход информации при последовательном считывании производится на выходе Q1, ¬Q1 последнего триггера ТТ4, а при параллельном счи-
тывании — на выходах Q4, ¬Q4; Q3, ¬Q3; Q2, ¬Q2. Вход ¬S служит для установки любого триггера в состояние 1.
Рассмотренная серия логических элементов «Логика-И» является наиболее широко применяемой в промышленной автоматике. Имеются и другие серии, например «Спектр», «Мир». В эти серии входят потенциальные, импульсные и потенциально-импульсные логические элементы, при помощи которых синтезируются различные схемы управления. Различие этих серий определяется главным образом технологией их изготовления. В настоящее время основными группами микроэлектронных схем являются: пленочные интегральные, гибридные и полупроводниковые интегральные. Сущность технологии их изготовления заключается в том, что в одной монолитной структуре (кристалле) внутри или на его поверхности формируются все узлы схем и их соединения между собой.
10.11. Математические модели управления технологическими объектами
Технологический процесс характеризуется входными и выходными yi параметрами. Если рассматривать процесс раскряжевки хлыста, то входными параметрами будут размеры хлыстов, его порода, фаутность, наличие хлыста на подающем транспортере и т. д. Выходными параметрами будут размеры сортиментов, сортность, количество и т. д.
Блок-схема произвольного технологического объекта представлена на рис. 10.9, входные параметры объекта обработки xi воспринимаются датчиками В. Полученная информация поступает в согласующее устройство СУ, которое управляющим воздействием УВ производит управление технологическим объектом ТО. Выходные параметры yi. системы получают от исполнительных механизмов М. В том случае, если выходные параметры не соответствуют заданным условиям, эта информация рассогласования по каналу обратной связи тоже поступает в согласующее устройство для корректировки управляющего воздействия. Помимо входных и выходных параметров, на систему воздействуют различные посторонние возмущения П.
Все автоматические релейные устройства управления технологическими объектами классифицируются на однотактные и многотактные.
Однотактным устройством автоматического релейного управления называются устройства, в которых состояние выходных параметров определяется только состоянием входных параметров независимо от очередности их действия. Ранее рассмотренное устройство управления электролампой является примером такого однотактного устройства.
255
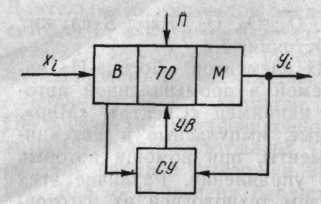
Рис. 10.9. Блок-схема технологического объекта
Μноготактными устройствами автоматического релейного управления называются устройства, в которых состояние выходных параметров определяется не только состоянием входных параметров, но и их очередностью. Следует заметить, что наибольшее распространение получили многотакт-ные устройства; это объясняется тем, что технологический процесс состоит из строгой очередности выполнения транспортных и технологических операций.
Очевидно, что для того, чтобы включить исполнительный элемент (механизм), на его входе должны быть созданы определенные условия для включения и не быть условий выключения. Обозначив условия включения через f', условия выключения через f", а работу промежуточных элементов через F, можно составить математическую модель работы исполнительного элемента:
![]()
Условия включения и выключения можно определить по словесной модели, если же это трудно из-за их многочисленности и сложной взаимосвязи между собой, то составляются так называемые вспомогательные переходные модели, например таблицы состояний или циклограммы и др.
10.12. Синтез математической модели управления по таблице состояния
Для однотактных систем наиболее просто и эффективно составлять таблицы состояния, по которым синтезируется математическая модель управления объектом.
В ранее рассмотренном примере (см. рис. 10.1) управления электролампой рассматривали следующую таблицу состояний (табл. 10.1).
Таблица 10.1
№ п/п |
x1 |
x2 |
у |
№ п/п |
x1 |
x2 |
у |
1 |
0 |
0 |
0 |
3 |
1 |
1 |
0 |
2 |
1 |
0 |
1 |
4 |
0 |
1 |
1 |
Очевидно, что условие включения лампы у будет определяться законом единицы (y=1), т. е. условие включения данной цепи управления будет иметь вид
![]()
где f'(2,4)—условия включения второй и четвертой (2, 4) строки.
Из таблицы видно, что f'2 = x1¬x2 а f'4 = x2¬x1.
Подставив, получим у = x1¬x2 + x2¬x1, pанее известную нам математическую модель управления объектом не по словесной модели, а по таблице состояний.
В общем случае условия включения составляются по закону единицы или по закону нуля. Условие включения по закону единицы есть выражение вида f1'=Πχi — произведение хi в данной строке. Условие включения по закону нуля есть выражение вида ¬f"i = ¬(Пxi) = Σ¬xi — отрицание произведения условий включения есть сумма инверсий ¬xi (см. правила преобразования).
Учитывая это, можно составить математическую модель включения по закону единицы — y1=Σf' = ΣПxі - сумма произведений xi, или по закону нуля ¬у0 = ¬(Σf") = ¬(Пf") = ΠΣxi—произведения сумм xi.
Обращаясь к нашей таблице состояний управления электролампой, будем иметь
![]()
x1¬x2f2' — вторая строка условия включения; x2¬x1 = f4' —четвертая строка условия включения.
Преобразуем это выражение (откроем скобки)
![]()
Если же мы условие включения составим по закону нуля, то будем иметь
![]()
где (x1+x2) = f1"— первая строка условия выключения; (¬x1 + + ¬x2) = f3" — третья строка условия выключения. Преобразуем выражение
![]()
Выражение ¬x1x1=0 и x2¬x2=0, тогда окончательно будем иметь
![]()
т. е. мы лишний раз показали, что условия включения системы можно выразить по законам нуля или единицы. Выбор этого
закона определяется количеством единиц и нулей в колонке таблицы состояний, которых меньше, по ним для простоты и производятся построения математической модели управления системой.