

I Нанесення паяльної пасти на дп методом трафаретного друку
Це найбільш розповсюджений метод нанесення паяльної пасти на плату. В якості трафарету використовується металевий шаблон, який виготовлений з нержавіючої сталі, бронзи, латуні, міді. Це метод дозволяє отримати дозовану кількість паяльної пасти і рівномірно її нанести на контактні майданчики ДП.
Технологічний процес трафаретного друку
1 Накладка трафарету на ДП, тобто суміщення вікон на трафареті з контактними майданчиками ДП. Виконується візуально з використанням реперних крапок і знаків.
2 Початкове встановлення параметрів трафаретного друку – ракель(ніж для продавлення паяльної пасти в вікна трафарету) заточують під кутом 90◦ , працюють під кутом 30-60◦.
3 Регулювання параметрів в процесі друку:
- оптимальний тиск прижиму ракеля підбирається дослідницьким шляхом. При недостатньому тиску паяльна паста буде не повністю продавлюватися у вікна трафарета. При дуже великому тиску трафарет деформується
- швидкість переміщення ракеля залежить від кроку між вікнами і розмірами вікон трафарету
- кут нахилу ракеля підбирається дослідницьким шляхом.
II Встановлення електронних компонентів на дп
Для встановлення електронних компонентів, які мають малі геометричні розміри або малі відстані між виводами використовується автоматичне-встановлення, так як ручне виконання таких операцій в умовах серійного виробництва практично не можливе. Такі установки роблять захват електронних компонентів із пристроїв і подають і розміщують ці компоненти на КМ ДП, при цьому забезпечується точність монтажа.
III Технологічний процес і обладнання для пайки електронних компонентів на поверхню дп
На теперішній час для виготовлення технологічного процесу пайки електронних компонентів на ДП використовується: пайку «хвилею припою» і декілька методів пайки розплавленим дозованим припоєм.
1 Пайка «хвилею припоя»
Цей метод ефективний при комбінованому монтажі ДП при пайці хвилею припою ДП, які встановлені на транспортер проходять над хвилею припою. З підвищенням щільності розміщення електронних компонентів виникає ряд проблем та як: не пропай І-подібних виводів, перемички припоя, які виникають між виводами, які мають малу відстань. Для уникнення цих недоліків був розроблений технологічний процес пайки подвійною хвилею припоя. При цьому перша хвиля турбулентна і вузька, і виходить від сопла під великим тиском. Всі перемички припоя, які виникають після першої хвилі руйнують другою – більш пологою хвилею, яка називається ламінарною. Крім руйнування перемичок друга лінія закінчується формуванням гантелі припоя.
Недоліки:
- при високій щільності монтажа за допомогою подвійної хвилі припою не можливо припаяти компоненти з виводами 4 сторін.
- щоб зменшити не пропаї прямокутні CHIP-компонентів слід розташовувати перпендикулярно хвилі припоя.
Основні параметри пайки хвилею припоя
Температура плавлення – 240-280◦ С
Час взаємодії - 1-3 секунди
Кут нахилу плати – 7-10◦
2 Пайка розплавлення дозованого припоя інфрачервоного нагріву
Основний механізм передачі тепла, який використовується в установках пайки з інфрачервоним нагрівом є випромінювання. В процесі пайки з інфрачервоним випромінювання швидкість нагріву ДП (вузла) регулюється зміною потужності кожного випромінювача і швидкість руху транспортера з пластинами.
Основний недолік пайки з інфрачервоним припоєм є кількість випромінювання, яка поглинається і відбивається електронним компонентом і пластинами. В залежності від здібності матеріалів поглинати цю енергію нагрів може бути не рівномірним. В якості інфрачервоних випромінювачів використовують галогені лампи, керамічні панелі, кварцеві, трубчасті нагрівачі.
Конструкція установки розплавленого припоя має наступний вигляд
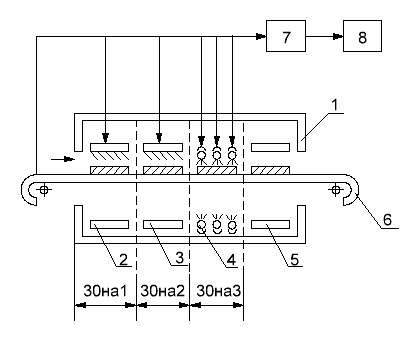
Установка складається з корпуса 1, в якому розташовано декілька зон нагріву. В кожній зоні підтримується свій тепловий режим. В першій і другій зонах проявляється поступовий попередній нагрів виробу 2 за допомоги плоских нагрівачів 3. Пайка проходить в 3 зоні швидким нагрівом об’єкта температури плавлення припою за допомоги кварцового нагрівача 4.
Далі ДП з електр. комп. охолоджується за допомоги припою 5.
ДП транспортується за допомоги стрічкового конвеєра 6. Режим роботи нагрівачів і швидкість конвеєра розраховується за допомоги мікропроцесорної системи 7.