

Примерный режим одностадийного приготовления обкладочной смеси
на основе НК в резиносмесителе РС 250-30
Технологические операции |
Время от начала смешения, мин |
Загрузка компонентов: каучук, ускорители, противостари-тели, диспергаторы, активаторы и др. техуглерод П-324 жидкие мягчители (ПН-6, спецбитумы и др.) сера |
0 0,5 3,5 5,5 |
Выгрузка смеси |
6,0 |
Двухстадийное смешение проводят в двух скоростных или скоростном (первая стадия) и тихоходном (вторая стадия) смесителях (табл.2.3). На первой стадии готовят маточную смесь из каучуков, наполнителей и пластификаторов. На последующих стадиях в тихоходных смесителях при коротких циклах смешения вводят ускорители и вулканизующие агенты. Обработка вязких смесей на второй стадии улучшает диспергирование ингредиентов. Процесс заканчивают при достижении определенной температуры в камере или по количеству израсходованной энергии на один цикл, а в скоростных смесителях - контролируют по температуре и продолжительности цикла, давлению сжатого воздуха в цилиндре верхнего и нижнего затворов и расходу охлаждающей воды.
Таблица 2.3.
Примерный режим двухстадийного приготовления обкладочной смеси
на основе комбинации СКС и СКИ-3 в скоростном резиносмесителе
Технологические операции |
Время от начала смешения, мин |
Первая стадия (частота вращения роторов 40 об/мин) |
|
Загрузка компонентов: каучук, противостарители, диспер-гаторы, активаторы, 5/6 частей техуглерода жидкие мягчители и остальная часть техуглерода Выгрузка маточной смеси |
0 1 2,5 |
Вторая стадия (частота вращения роторов 30 об/мин) |
|
Загрузка маточной смеси, ускорителей, серы |
0 |
Выгрузка смеси |
2-2,5 |
Охлаждают резиновые смеси, чтобы избежать их подвулканизации и слипания при повышенной температуре. Обычно при охлаждении листы обрабатывают антиадгезивами. Загрузка листов срезанной с вальцов смеси в ванну с водой, содержащей антиадгезив, требует применения ручного труда и ухудшает санитарно-гигиенические условия. Более эффективен способ обрызгивания листов каолиновой суспензией или раствором поверхностно-активных веществ в специальной душевой камере с последующим обдувом воздухом на крючковом транспортере, который загружается и разгружается вручную. Существуют и автоматические установки, в которых лента смеси режется на куски, навешивается на роликовый транспортер, обрызгивается раствором антиадгезива, охлаждается и укладывается в кипы.
Очистку смесей для тонкостенных изделий от посторонних включений проводят в фильтр-машинах (стрейнерах), снабженных червяком с отношением длины нарезки к его диаметру 5,5-6, которые отличаются от машин для шприцевания смесей конструкцией выпускной головки. Между решетчатыми дисками (шайбами) диаметром 1,6-1,8 наружного диаметра червяка, площадью отверстий 0,4-0,5 площади диска и диаметром одного отверстия 4-8 мм устанавливают металлическую сетку с числом отверстий от 1600 до 3600 на одном см2. Профильтрованную резиновую смесь срезают специальным ножом с механическим приводом. Для ускорения и облегчения смены загрязненной сетки головку фильтр-машины снабжают байонетным затвором. Электродвигатели червячных фильтр-машин на 10-15% мощнее электродвигателей червячных машин для шприцевания смесей.
Резиновые смеси являются основным видом полуфабрикатов для изготовления резиновых изделий и формуются методами каландрования, шприцевания, прессования и литья под давлением. Гладкие или профильные листы или прорезиненные ткани получают каландрованием и раскраивают на детали для сборки (конфекции) сложных изделий. Длинномерные профили получают шприцеванием (экструзией), а сложные заготовки - прессованием. Резиновые смеси наносятся на металлические и другие поверхности, из них готовят резиновый клей, пригодный для шпредингования тканей. Процессы формования широко совмещают с вулканизацией.
Каландрование - это процесс формования, при котором разогретую резиновую смесь пропускают через зазор между горизонтальными валками, вращающимися навстречу друг другу, при этом образуется бесконечная лента определенной ширины и толщины. Полимерный материал проходит через один зазор только один раз, поэтому для получения листа с гладкой поверхностью часто используют трех- или черырехвалковые каландры, имеющие соответственно два или три зазора. На каландрах получают листы с точностью по толщине до 0,02 мм, а ширина их определяется рабочей длиной валка. Производительность (кг/ч) процесса каландрования: П=60δВυρα, где δ-зазор между валками (м); В-ширина полотна (м); υ-скорость выхода материала (м/мин); ρ-плотность резиновой смеси (кг/м3); α-коэффициент использования машинного времени. Рабочие скорости на каландре зависят от вида технологической операции и могут достигать 90 м/мин.
В зависимости от выполняемой операции каландры подразделяются на:
листовальные – для формования смесей в виде гладких листов толщиной 0,15-1,2 мм или дублирования тонких листов;
профильные – для выпуска смесей со сложным профилем сечения или с нанесением на лист рисунка (протекторные, подошвенные и др.);
обкладочные – для нанесения смеси тонким слоем на ткань при одинаковых окружных скоростях и выпускающем зазоре;
промазочные – для втирания резиновой смеси в нити ткани и переплетения между ними, при этом валки имеют фрикцию 1:1,4-1,2;
универсальные каландры с механизмами для изменения угловой скорости валков, способные работать с фрикцией и без нее. Определяющими параметрами каландров являются число валков (3-5), диаметр и длина их рабочей части и расположение валков – Г-, S- или W-образное. В обозначении каландра первое число соответствует числу валков, а второе и третье указывают диаметр и длину рабочей части валка в мм.
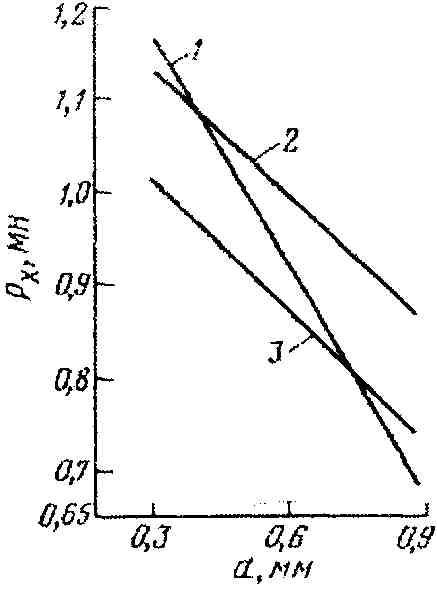
Распорные усилия, возникающие между валками каландра под действием упругих сил деформируемого материала, зависят от величины зазора и запаса смеси (рис.2.3а), а также от вязкоупругих свойств смеси, скорости ее обработки и других факторов. Наибольшие распорные усилия возникают между первым и вторым валками каландра, на которых находится наибольший запас смеси. Прогиб валков вызывает утолщение средней части материала на 0,1-0,2 мм, которое можно частично компенсировать бомбировкой, т.е. приданием особой, бочкообразной формы их рабочим поверхностям. Чаще применяют более простую стандартную бомбировку (рис.2.3б) - обработку обоих концов верхнего первого и нижнего третьего валков на конус, оставляя среднюю их часть и средний второй валок цилиндрическими. Более точное регулирование толщины листа по ширине достигается противодействием прогибу путем изгиба валков в обратном направлении, что достигается с помощью усилия от гидравлического цилиндра на второй подшипник на шейке вала, создающего изгибающий момент. Применяют также компенсацию прогиба валков перекрещиванием их главных осей. Иногда при высоких скоростях работы каландров с большой длиной валков применяют все три метода компенсации их прогиба. Калибр листа автоматически контролируют приборы, устанавленные на приемном транспортере или валке каландра и связанные с механизмом регулирования зазора. Температуру валков регулируют подачей внутрь охлаждающей воды или пара давлением 0,3-0,4 МПа.
 А
Б
А
Б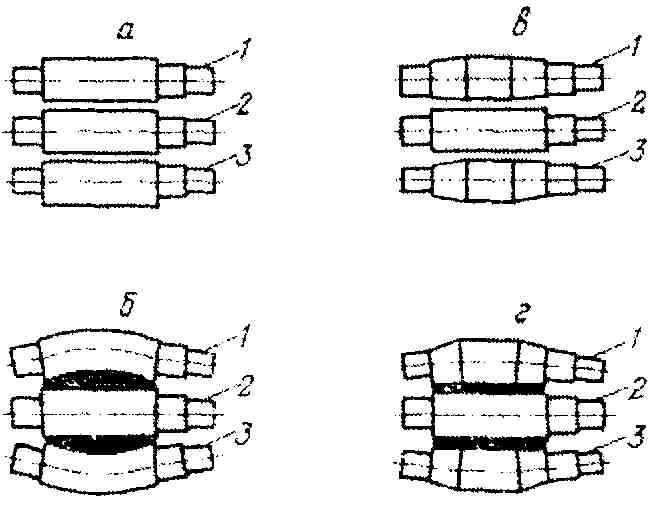
Рис.2.3. Влияние толщины каландрованной заготовки на основе НК (1), 70% НК и 30% СКД (2) и 50% НК и 50% СКС-30АРК (3) на распорное усилие (А) и зависимость ее толщины от прогиба валков (Б) при действии распорных усилий на валки цилиндрические (а,б) и со стандартной бомбировкой (в,г).
Вспомогательные приспособления - это транспортеры для подачи разогретой смеси к каландру, приспособления для дублирования и накатки листов, ножи для обрезания кромок и разрезания заготовок на полосы, определяющие не только скорость процесса, но и качество полуфабриката. Для прорезинивания корда и тканей каландры агрегируют с сушильными барабанами, компенсаторами, ширительными и закаточными устройствами, для безуточного корда применяют шпулярники, а при обработке волокон под растягивающей нагрузкой – пропиточные агрегаты. Профильные каландры снабжают съемными валками или «скорлупами», ножами для обрезания боковых кромок, приемными роликовыми усадочными и весовыми транспортерами для контроля равномерности калибра и охладительными ваннами. Для предотвращения подвулканизации, деформации и слипания листы и прорезиненные ткани охлаждают на транспортере, охлаждающих барабанах или в ваннах с антиадгезивами и закатывают на полые валики из жести, алюминия или дерева. Для снятия напряжения (каландрового эффекта) и обеспечения равномерности усадки их пропускают также через нагретые барабаны, плиты или камеры-туннели. Закаточные устройства устанавливают на станине каландра, если резиновые смеси далее дублируют, или после вспомогательного транспортера с регулируемой скоростью. Так как при накатке диаметр валика постепенно растет, закаточные приспособления снабжают фрикционами – устройствами, позволяющими сохранить постоянную окружную скорость накатки. Сохранение гладкой поверхности листов достигается закатыванием их без ткани, а во избежание слипания по выходе из каландра их опудривают тальком, мелом, стеаратом цинка, крахмалом, или покрывают раствором шеллака или мыла. Во избежание комкования мел и тальк просушивают и просеивают.
Питание каландров осуществляют подогретой пластичной смесью. Жесткие смеси предварительно пропускают без разогрева через рифленые вальцы и только затем подают на гладкие (сначала подогревательные, затем питательные) вальцы и далее в виде ленты или небольших рулонов (при ручном питании) - на каландр. Число агрегируемых с каландром подогревательных вальцов зависит от количества и свойств смеси. Равномерность толщины каландрованных листов зависит от постоянства пластичности и температуры поступающей смеси и равномерности ее подачи. Наилучший способ питания каландра - автоматическая непрерывная загрузка смесью в виде ленты, которая срезается ножом, установленным на конце переднего валка питательных вальцов, и подается транспортером. В зоне загрузки устанавливают ограничительные стрелки из износостойкого мягкого материала, не оставляющего следов на валке и легко очищающегося (дерево, алюминий или его сплав), чтобы избежать попадания смеси между валками и станиной каландра. Поэтому ширину каландрованных листов делают на 6-10 см меньше длины валков. Кроме того, с краев листа срезают кромки шириной 4-10 см, толщина которых отличается от установленного калибра листа. Для получения смеси в виде узких полос устанавливают несколько ножей, аналогичных ножам для обрезания кромок.
Обкладку тканей проводят на трехвалковом каландре с одной стороны за один пропуск, а с двух сторон – за два пропуска или на четырехвалковом каландре в зазоры между первым и вторым и между третьим и четвертым валками. Накладка смеси на ткань происходит в зазоре между вторым и третьим валками. Для предварительной подпрессовки смеси к ткани на уровне третьего валка устанавливают прижимной валик. Обкладку начинают с пропуска через калибровочный зазор бесформенной резиновой смеси, далее полученный тонкий лист смеси направляют в прессующий зазор между валками, куда подают и ткань. Качество дублирования зависит от равномерности нанесения смеси на ткань и прочности их сцепления, толщины резинового листа и прессующего усилия. Обкладку ведут со скоростью до 90 м/мин, при этом смесь должна иметь низкую вязкость для улучшения проникновения ее в ткань, хорошую адгезию к ткани и плохую – к валкам каландра. Кордные линии с двумя трехвалковыми (3-710-1800) или одним четырехвалковым каландром (4-710-1800), обеспечивающие точность калибра 0,2 мм, включают в себя его пропитку с вытяжкой и сушкой, термообработку с зонами вытяжки и нормализации и обрезинивание с предварительной сушкой и последующим охлаждением.
Промазку тканей (обрезинивание) ведут на трехвалковых каландрах в интервале температур 60-110оС, а смесь наносят более тонким слоем и вынуждают глубже проникать в структуру ткани за счет эффекта втирания фрикцией (до 1:1,5), чем при обкладке. Для этого применяют резиновые смеси с высокой адгезией к металлу и текстилю и низкими значениями когезионной прочности и вязкости. Редкоуточные ткани (шинный корд), промазке не подвергают. Смесь должна прочно удерживаться на среднем валке и не переходить на ткань при контакте с ней в зазоре каландра. Качество промазки зависит от умения поддержать минимальный запас смеси между верхним и средним валками. Увеличение запаса приводит к подвулканизации смеси и неравномерности промазывания ткани. При двухсторонней промазке ткань пропускают через каландр два раза, последовательно промазывая одну и другую сторону.
Явление анизотропии при каландровании смесей (ориентационный или каландровый эффект) проявляется в различии их механических свойств в направлении каландрования и параллельно валкам. При этом прочность при растяжении выше в первом направлении, а относительное удлинение – во втором. Каландровый эффект уменьшается с ростом температуры, увеличением толщины листа и снижением скорости каландрования, но не устраняется нагреванием для смесей с частицами наполнителя пластинчатого или игольчатого строения (тальк, углекислая магнезия, природный барит, каолин и короткие волокна). Такие смеси применяют для получения особо жестких резин, плохо растягивающихся в одном направлении.
Прокладочные ткани применяют для предохранения каландрованных листов или полотен прорезиненных тканей от слипания. Они пропитаны различными составами, которые увеличивают их прочность и срок службы, облегчают процесс закатки и раскатки, При периодической чистке тканей щетками и пылесосами удаляют опудривающие материалы, следы серы, накапливающиеся в результате ее миграции из резиновых смесей, и другие загрязнения. Кроме того, прокладочные ткани проглаживают.
Шприцевание (экструзия) - это процесс непрерывного формования заготовок заданного профиля путем продавливания разогретой резиновой смеси под давлением с помощью вращающегося червяка через профилирующее отверстие головки шприц-машины. Благодаря простоте управления и надежности в работе шприц-машины комплектуют в агрегаты и создают автоматизированные поточные линии производства протекторов, автомобильных камер, трубок и шлангов (рис.2.4):

Рис.2.4. Головки для выпуска заготовок шлангов (а) и автокамер (б):
1-дорн; 2-гайка; 3-регулировочный болт; 4-корпус головки; 5-цилиндр;
6-штуцер для подачи воздуха; 7-червяк; 8-дорнодержатель; 9-мундштук.
При шприцевании из двух машин в одну головку получают профили из смесей разного состава (рис.2.5):
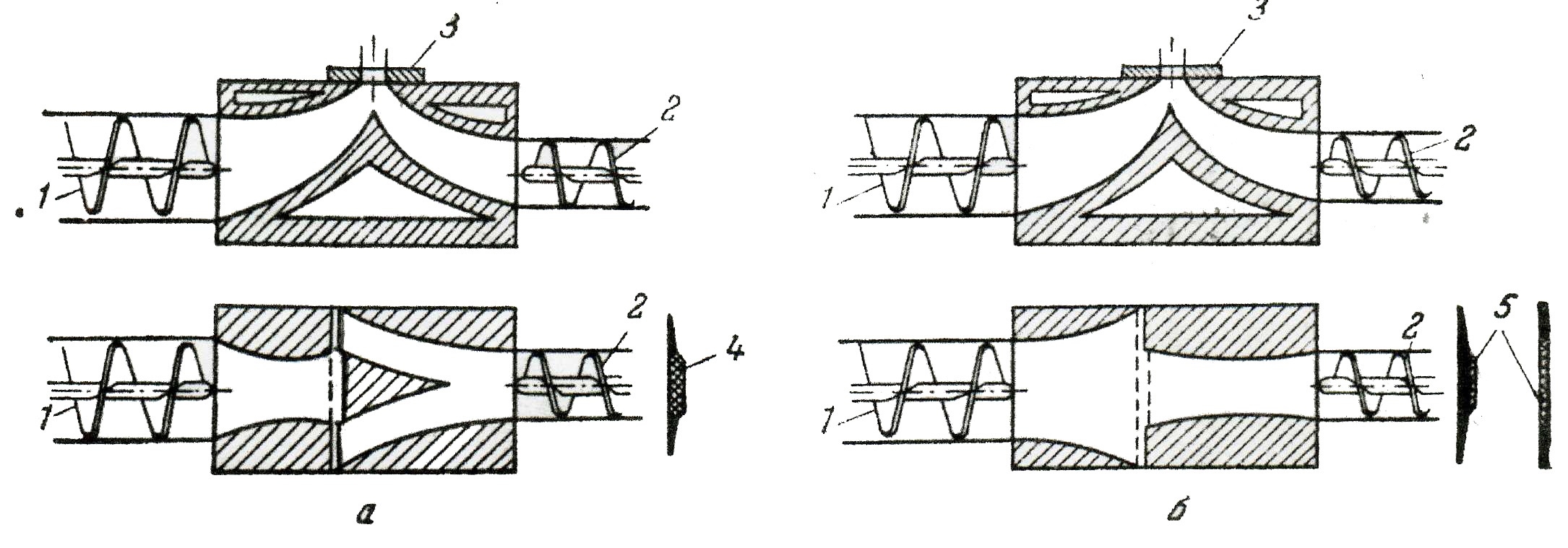
Рис.2.5. Схема комбинированных головок червячных прессов для одновременного выпуска протектора и боковин (а) и двухслойного протектора (б) из двух резин:
1 и 2-прессы с червяком 200 и 150 мм; 3-профильная планка; 4-протектор с боковинами;
5-двухслойный протектор.
По длине нарезной части червяка выделяют зоны питания (приемную), сжатия и пластикации (рабочую) и давления (выпускную). В зоне питания материал из загрузочной воронки машины захватывается нарезкой червяка, перемещается вдоль цилиндра и уплотняется в результате сопротивления головки и вследствие постепенного уменьшения объема винтовой канавки. В зоне сжатия и пластикации идет перемешивание, а в зоне давления червяк выполняет функцию винтового насоса.
Червячные машины в зависимости от отношения длины нарезной части к наружному диаметру червяка подразделяют на машины теплого (МЧТ) и холодного (МЧХ) питания. Первые имеют отношение Lч/Dч=3,5-4 при Dч=160-400 мм и Lч/Dч=5-10 при Dч=32-120 мм, а вторые - Lч/Dч=10-16 при Dч=63, 90 и 125 мм. В машине холодного питания лента резиновой смеси подается непрерывно в загрузочное отверстие, подвергается интенсивным сдвиговым деформациям, нагревается и размягчается. При использовании МХТ появляется возможность отказаться от подогревательных вальцов, упростить их обслуживание, автоматизировать процесс питания, обеспечить получение заготовок высокого качества и постоянных размеров, улучшить условия разогревания и обеспечить постоянство теплового режима шприцевания. Для уменьшения тепловыделений в них увеличивают глубину нарезки червяка, а на самом червяке наносят дополнительную нарезку. Выпускают также машины с вакуумотсосом - МЧТВ и МЧХВ. Червячные машины холодного питания с вакуумотсосом применяют для изготовления беспористых профильных изделий, вулканизуемых при атмосферном давлении, а также для дегазации смесей. В зоне вакуумирования таких машин нарезку червяка делают более глубокой или при низкой глубине нарезки увеличивают шаг резьбы, иногда увеличивают диаметр червяка. Заполнение зоны вакуумирования резиновой смесью уменьшают до 50% с помощью разделительного кольца, которое ограничивает ее поступление из загрузочной зоны и служит затвором, а вакуум-насос помогает поддерживать в ней остаточное давление порядка 23 кПа. Профилирование резиновых смесей происходит в формующих головках разнообразных конструкций, состоящих из мундштука и дорна. Мундштук предназначен для придания резиновой смеси определенной формы, а дорн – для получения внутренней полости в заготовке. При Т-образной или косой форме головки смесь поступает под углом к оси дорна, что позволяет наносить ее на специальные дорны при производстве рукавов или в виде резиновой оболочки на провода при производстве кабелей.
Производительность червячной машины можно рассчитать по степени заполнения объема канавки червяка, но она трудно определяется, т.к. зависит от состава смеси, ее реологических свойств, конструкции головки и червяка, скорости шприцевания и других факторов. Поэтому часто ее рассчитывают по массе выпускаемой заготовки: П=60VG, где V - скорость выхода заготовки из головки (м/мин); G - масса 1 м заготовки (кг). Скорость шприцевания в зависимости от профиля заготовки и требований к ее качеству может изменяться от 3 до 30 м/мин. При установке питательных вальцов производительность машины при той же скорости червяка повышается на 15% по сравнению с ручным питанием.
Регулирование и контроль процесса шприцевания осуществляют с целью выпуска заготовок резиновых смесей строго определенного профиля. При шприцевании в профилирующих отверстиях головки развиваются высокие напряжения сдвига, изменяющие форму заготовки (увеличивают в сечении и сокращают в длине), что называется усадкой по длине. Усадка определяется высокоэластической составляющей общей деформации смеси и существенно зависит от ее состава. Для уменьшения усадки необходимо повысить температуру смеси, увеличить длину профилирующего отверстия и снизить скорость шприцевания, например, путем введения компонентов, повышающих ее адгезию к металлу (битумов и смол). С повышением скорости шприцевания и уменьшением толщины заготовок увеличивается также каландровый эффект. Гладкость поверхности резиновой заготовки во многом зависит от формы внутренней полости мундштука, выступы на ней и острые углы затрудняют прохождение смеси и поэтому нежелательны, а выходное отверстие должно плавно суживаться. В МЧТ питающую смесь нагревают до 40-80оС и регулируют температуру трех зон, а в МЧХ – пяти зон: питания, сжатия, пластикации, вакуумирования и нагнетания (в головке - в пределах 80-140оС). Для питания МХТ резиновые смеси подают при температуре окружающей среды (18-23оС), что значительно облегчает регулирование температурного режима процесса шприцевания.
Вулканизация - завершающий процесс в технологии резиновых изделий, соединяющий макромолекулы каучука химическими поперечными связями в единую пространственную сетку. В результате этого пластичная резиновая смесь становится высокоэластичной резиной. При вулканизации свойства смеси изменяются по характерным кинетическим кривым, имеющим часто максимумы или минимумы, которые на разных кривых не всегда совпадают. Наименьшая продолжительность вулканизации, за которую достигаются оптимальные показатели основных физико-механических свойств резины, называется оптимумом вулканизации (рис.2.6). Продолжительность периода вулканизации, в течение которого сохраняются оптимальные показатели, носит название плато вулканизации. С замедлением структрурирования усиление роли побочных процессов (циклизация, модификация, и окислительная деструкция полимерных цепей и перегруппировка образовавшихся связей) может привести к нежелательному ухудшению свойств вулканизата - реверсии. Одним из факторов, влияющих на производительность труда при производстве изделий, является скорость вулканизации, а зависимость ее от температуры выражают температурным коэффициентом вулканизации К10, который колеблется от 1,8 до 2,5.
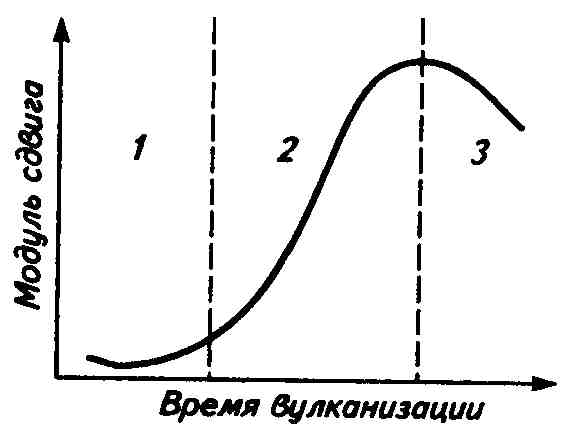
Рис.2.6. Периоды кинетики вулканизации резиновой смеси:
1-индукционный; 2-главный; 3-реверсия.
При высокотемпературной вулканизации (выше 160оС) для уменьшения реверсии применяют «полуэффективные» и «эффективные» вулканизующие системы. В первых системах содержание серы снижают до 1 мас.ч. или часть ее заменяют донорами серы, а во вторых - серу уменьшают до 0,5 мас.ч. при соответствующем увеличении содержания основного ускорителя, чаще сульфенамидного, или полностью заменяют ее донорами серы:
Наименее склонны к подвулканизации смеси с дитиодиморфолином, из которых получают теплостойкие резины с высокими прочностными и динамическими свойствами. В качестве теплоносителя наиболее широко используют насыщенный водяной пар, горячий воздух, перегретую воду под давлением, расплавы солей и твердые материалы в псевдоожиженном состоянии. Из-за небольших значений коэффициента теплоотдачи (табл.2.4) и количества переносимого тепла горячий воздух наименее эффективен. Насыщенный водяной пар наиболее эффективен, но не позволяет повышать температуру без повышения давления, так как они взаимосвязаны:
Давление, МПа: 0,103 0,146 0,202 0,275 0,368 0,400 0,485 0,630 1,022 1,586
Температура,оС: 100 110 120 130 140 143 150 160 180 200.
Таблица 2.4.
Коэффициенты теплоотдачи некоторых теплоносителей
Теплоноситель |
Коэффициент теплоотдачи, Вт/м3.К |
Насыщенный пар |
1200-17700 |
Перегретая вода |
293-560 |
Горячий воздух |
0,12-48 |
Псевдоожиженные горячим воздухом твердые частицы размером 0,05-0,9 мм |
270-765 |
Выбор режима вулканизации диктуется влиянием на этот процесс основных технологических факторов – среды, температуры и давления, а также с учетом того, что температуры на поверхности и в центре вулканизуемого изделия неодинаковы. Если продолжительность процесса будет выбрана для обеспечения заданной степени структурирования в центре изделия, то поверхностные слои, особенно при эффективной теплопередаче, окажутся сильно перевулканизованными. Чем выше температура вулканизации и больше толщина изделия, тем больше перевулканизация у поверхности. Для уменьшения неоднородности свойств толстостенные изделия не вулканизуют при очень высокой температуре. Структурирование в центре изделия продолжается некоторое время и после окончания нагревания за счет поглощенного тепла. Поэтому не следует в процессе нагревания добиваться полной вулканизации заготовки по всей толщине. Для уменьшения неоднородности прогревания следует проводить ступенчатый нагрев или предварительный подогрев резиновой смеси. В многослойных изделиях резиновые смеси для внутренних деталей должны вулканизоваться быстрее. Вулканизацию заготовок проводят под давлением в аппаратах различной конструкции, в некоторых случаях ее совмещают с формованием.
Вулканизация в автоклавах проводится под избыточным давлением в паровой среде, реже в воздушной или паровоздушной среде, а в некоторых случаях – в среде перегретой воды, азота или других газов. Автоклавы различаются размерами и расположением главной оси (горизонтальные и вертикальные), конструкцией стенок (одностенные и двухстенные), типом затвора крышки (с болтовым или байонетным) и способом обогрева (с электрообогревательными секциями, паровой рубашкой, змеевиком или принудительной циркуляцией теплоносителя). Они выпускаются с внутренним диаметром от 800 до 3600 мм и длиной до 22 м на внутреннее давление 0,6 и 1,25 МПа. Периодический процесс вулканизации в автоклаве включает операции: загрузка и закрытие крышки, повышение давления и температуры (монотонное или ступенчатое), выдержка изделий при постоянной температуре, снижение давления, открытие крышки и разгрузка. В некоторых случаях изделия перед выгрузкой из автоклава охлаждают. Шприцеванные изделия, обладающие высокой каркасностью и не изменяющие свою форму в начальный период нагревания, когда процесс структурирования еще не начался, вулканизуют открытым способом. Цветные резиновые изделия и изделия с ворсистой тканью, на свойства которых отрицательно влияет насыщенный пар, вулканизуют в воздушной среде, чаще с активными ускорителями и донорами серы или свинцовыми и цинковыми солями дитиокарбаминовых кислот. Вулканизацию в среде горячего воздуха без давления проводят в различных термостатах или туннельных вулканизаторах. Термостаты широко применяют для второй стадии вулканизации изделий на основе силоксановых и фторкаучуков при температуре 200-250оС.
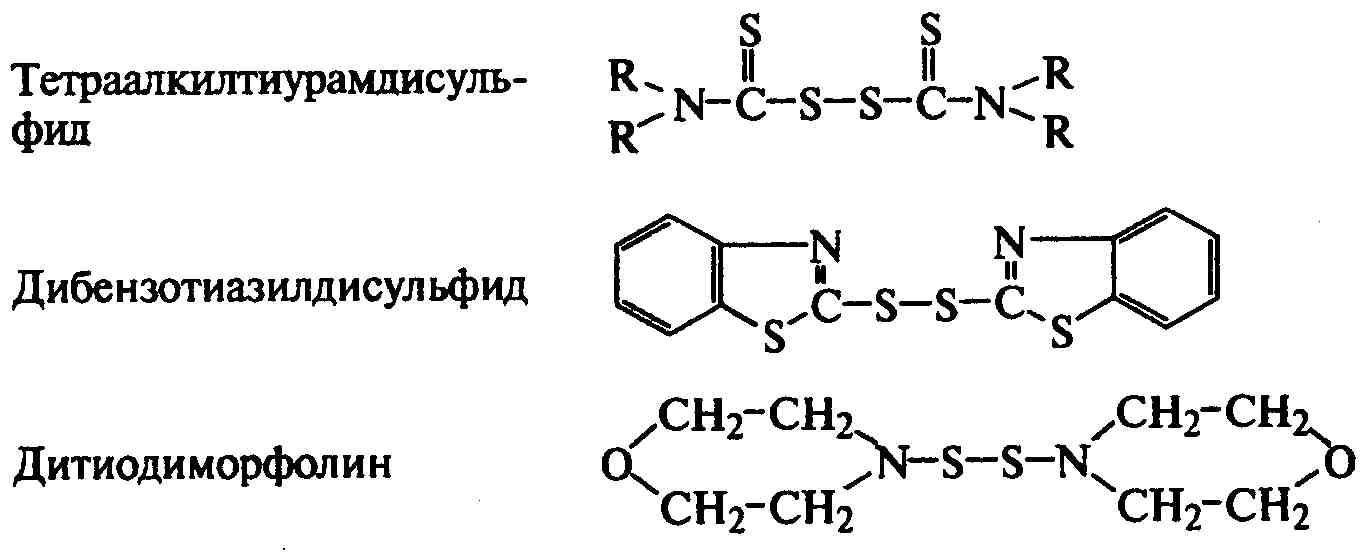
Вулканизацию в прессах (формовую вулканизацию) используют для изготовления резиновых изделий сложной конфигурации, при этом сочетают два процесса – формование методом компрессионного прессования смеси в пресс-формы (рис.2.7) и вулканизацию под давлением. По конструкции пресс-формы бывают одноместные и многоместные (для мелких изделий), размеры определяются требованием максимального использования поверхности нагрева и ограничиваются массой (для удобства обращения с ними). Материалом для пресс-форм служат стали различных марок, в особо ответственных случаях – легированные стали, а для изделий, формующихся без больших усилий, - легкоплавкие металлы (алюминий, сплавы сурьмы). Масса заготовок должна быть на 3-8% больше массы изделия, а в конструкции формы предусмотрены канавки и пазы для вытеснения избытка смеси. Для резинотканевых или резинометаллических изделий заготовки включают текстильные элементы или металлическую арматуру. Сложные заготовки из нескольких деталей приближают по конфигурации к форме изделия, а внутренние поверхности полуформ смазывают раствором или эмульсией антиадгезива. Заготовки помещают в нагретые на плитах формы и прессуют. Разность размеров формы и изделия, обусловленная различиями в температурных коэффициентах их расширения, называют степенью усадки, которая не может быть более 3%, что учитывают при конструировании форм.
Рис.2.7. Схема компрессионного прессования при формовой вулканизации:
1,3-верхняя и нижняя полуформы; 2-заготовка.
Вулканизационные прессы выпускаются различной конструкции с размерами плит от 250х250 мм до 1800х2000 мм и различным числом этажей, с гидравлическим, гидромеханическим и рычажно-механическим приводом, с паровым или электрическим обогревом плит. Например, гидравлический четырехэтажный пресс с размером плит 600х600 мм, прессующим усилием 1,6 мН (160 тс) и паровым обогревом обозначают 160-600П4, при электрическом обогреве плит П заменяют на Э. Гидравлический пресс состоит из цилиндра, внутри которого перемещается плунжер с установленным на нем подъемным рабочим столом, и траверс, связанных между собой двумя или несколькими рамами или круглыми колоннами. Неподвижная нагревательная плита крепится к верхней траверсе, подвижная – на подъемном рабочем столе. Для подъема плит пресса до соприкосновения с верхними плоскостями пресс-форм в цилиндр подают гидравлическую жидкость (воду или масло) под низким давлением (2-5 МПа), а при вулканизации создают и поддерживают высокое давление прессования (12-20 МПа). Для получения резиновых изделий высокого качества необходимо поддерживать постоянный режим давления в прессе и температуры на поверхности плит. К недостаткам прессов с паровым обогревом можно отнести очень низкий (около 5%) тепловой коэффициент полезного действия, снижение температуры и ухудшение равномерности обогрева плит из-за образования накипи в каналах плит, а также необходимость сильного повышения давления пара в тепловой сети для проведения вулканизации при повышенных (160-220оС) температурах. Недостатком прессов с электрообогревом является также длительный период нагревания плит и большой разброс температуры по поверхности плит.
Производительность вулканизационных прессов зависит от числа форм и гнезд в форме, времени вулканизации и времени перезарядки форм при извлечении из них готовых изделий и закладки новых заготовок. При повышенных температурах и интенсифицированных режимах вулканизации время перезарядки становится основным показателем повышения производительности пресса. Для этого формы устанавливают на выдвижных плитах, раскрывают специальными гидравлическими или магнитными разъемниками, смазывают пульверизаторами, а изделия снимают с сердечников и надевают новые заготовки на них с помощью пневматических устройств. При таком оснащении прессов появляется возможность полностью автоматизировать процесс формовой вулканизации. Для производства резиновых изделий в больших масштабах применяют специальные вулканизационные аппараты. Недостатками формовой вулканизации являются высокая трудоемкость процесса, неоднородность свойств толстостенных изделий, необходимость дополнительной отделки изделий (обрезание заусениц и выпрессовок) и применения заготовок, превышающих по массе готовые изделия, что увеличивает вулканизационные отходы. Многие из этих недостатков устраняются при изготовлении изделий методом литья под давлением.
Вулканизация плоских длинномерных изделий – транспортерных лент, плоских приводных ремней, пластин, ковров, резинового линолеума и некоторых прорезиненных тканей проводится на обогреваемом барабане вулканизаторов непрерывного действия. Прессующее усилие создается бесконечной лентой высокой прочности и большой гибкости с помощью натяжного ролика и гидравлического цилиндра, которые обеспечивают между лентой и барабаном давление порядка 1,0 МПа. Так как ленты испытывают значительные растягивающие напряжения, их изготавливают из гибких стальных листов толщиной 0,8-2,0 мм или из стальной проволочной или тросовой сетки, обложенные с двух сторон теплостойкой резиной. Производительность вулканизаторов зависит от времени вулканизации изделия, температуры и диаметра барабана. Современные вулканизаторы оснащены барабанами с диаметром от 300 до 2000 мм, с гладкой или рифленой (для нанесения тиснения) поверхностью, которые обогреваются насыщенным паром или системой электрообогрева и позволяют вуланизовать тонкие изделия со скоростью до 150 м/час. На поверхности барабана могут быть канавки для вулканизации клиновых ремней, а ткани с тонким слоем смеси, нанесенной на клеепромазочной машине, вулканизуют без прижимной ленты. Для увеличения производительности таких машин устанавливают последовательно несколько барабанов так, чтобы угол обхвата каждого барабана тканью был максимальным. Прорезиненные ткани иногда вулканизуют также в роликовых камерах, обогреваемых горячим воздухом. В первой камере меньшей длины ткань нагревается до температуры вулканизации, во второй – продолжительность ее нахождения автоматически регулируют изменением скорости движения, а в третьей камере ткань охлаждается перед свертыванием в рулон.
Непрерывная вулканизация шприцованных длинномерных резиновых уплотнителей, объединенная с непрерывным процессом их шприцевания, позволяет исключить межоперационное хранение и транспортирование полуфабрикатов и опудривающие материалы. При этом уменьшается расход энергии, улучшаются внешний вид изделий и санитарные условия труда. Поскольку в этом случае трудно обеспечить вулканизацию при повышенных давлениях, смеси вакуумируют при шприцевании в червячных машинах с вакуум-отсосом, а в их состав вводят конпоненты, химически связывающие влагу, например, тонкодисперсный оксид кальция. Непрерывные процессы проводят при атмосферном давлении и применяют теплоносители с эффективной теплоотдачей. К ним относится расплав солей - нитратов натрия и калия с нитритом натрия (53% KNO3+7% NaNO3+40% NaNO2), имеющий температуру плавления около 142оC, теплостойкий до 450оС и хорошо растворимый в воде, который получают в ванне с помощью электронагревателей. При температуре расплава 180-250оС получают шприцованные профили со скоростью до 10-15 м/мин. Недостаток вулканизации - деформацию тонкостенных и полых профилей – устраняют путем замены расплава солей взвешенными в нагретом воздушном потоке стеклянными шариками (баллотиней) диаметром 0,15-0,25 мм или кварцевым песком с частицами размером 0,2-0,3 мм.