

Способы повышения сопротивляемости сварных соединений образованию горячих трещин.
Все способы повышения сопротивляемости образованию горячих трещин (технологической
прочности при сварке в процессе кристаллизации) направлены на регулирование основных факторов, обусловливающих образование трещин: уменьшение ТИХ, увеличение пластичности, уменьшения темпа деформации.
Применяют следующие способы: металлургические, технологические, конструктивные.
Металлургический способ предусматривает регулирование состава металла шва, а в некоторой части и состава зоны сплавления путем целенаправленного выбора состава сварочных проволок, покрытий электродов, флюсов и управления долей участия основного металла в металле шва. При этом ориентируются на экспериментальные данные о влиянии химических элементов и примесей на сопротивляемость образованию горячих трещин, учитывают их коэффициенты окисления и перехода в шов в соответствии с теорией металлургических процессов при сварке.
Влияние различных химических элементов на технологическую прочность наплавленного металла оценить весьма сложно.
Комбинации элементов, обычно применяемых на практике для легирования металла, оказывают на его технологическую прочность еще более сложное воздействие.
А нализ
результатов испытаний позволяет сделать
ряд замечаний:
нализ
результатов испытаний позволяет сделать
ряд замечаний:
1. Углерод, особенно при увеличении его содержания с 0,04 до 0,15%, резко уменьшает показатель технологической прочности. С дальнейшим повышением содержания углерода технологическая прочность снижается в меньшей степени.
2. По сравнению с другими элементами сера наиболее сильно уменьшает показатель технологической прочности, даже если содержание ее в металле составляет менее 0,10%. Практика подтверждает, что повышенная по сравнению со стандартной концентрация серы в основном металле или в сварочных материалах всегда сопровождается опасностью возникновения трещин в швах.
3. Введение значительных количеств никеля в Ст.3 (более 4%) вызывает снижение показателя технологической прочности. Возможно, это связано с наблюдаемым в данном случае укрупнением структуры металла.
4. По условиям технологической прочности медь — нежелательная примесь в металле шва. При увеличении ее содержания до 1 % наблюдается существенное падение показателя технологической прочности.
5. Кремний мало влияет на показатель технологической прочности, во всяком случае, при тех концентрациях, в которых он обычно имеется в сталях.
6. Введение марганца в сталь значительно повышает ее сопротивление образованию горячих трещин. Положительное влияние марганца связано, в частности, с ослаблением вредного влияния серы.
Эффективным средством повышения сопротивляемости образованию горячих трещин является снижение содержания в стальных сварных швах углерода и вредных примесей (серы, фосфора).
Полезно снижение содержания никеля и меди, расширяющих ТИХ, а также дополнительное легирование марганцем, редкоземельными металлами (РЗМ) - цирконием, цезием, иттрием, способствующее связыванию серы и фосфора в тугоплавкие соединения.
Введение РЗМ способствует также измельчению кристаллитов. Введение вольфрама, молибдена, ванадия и хрома повышает вероятность образования дендритной структуры шва.
Высоколегированные аустенитные стали характеризуются повышенной склонностью к образованию горячих трещин по сравнению с низколегированными сталями. Это в большой степени обусловлено образованием крупнокристаллитной первичной структуры в сварных швах.
Металлургические способы применительно к аустенитным сталям сводятся к ограничению вредных примесей (серы и фосфора) и введению модификаторов (редкоземельных, тугоплавких и поверхностно-активных элементов), способствующих измельчению
кристаллитов.
Эффективно действуют элементы, приводящие к образованию в шве небольших количеств ферритной фазы (от 2 до 6 % -феррита). В этом случае имеет место двухфазная кристаллизация, при которой процесс начинается с образования -феррита и последующим образованием аустенитной γ-фазы.
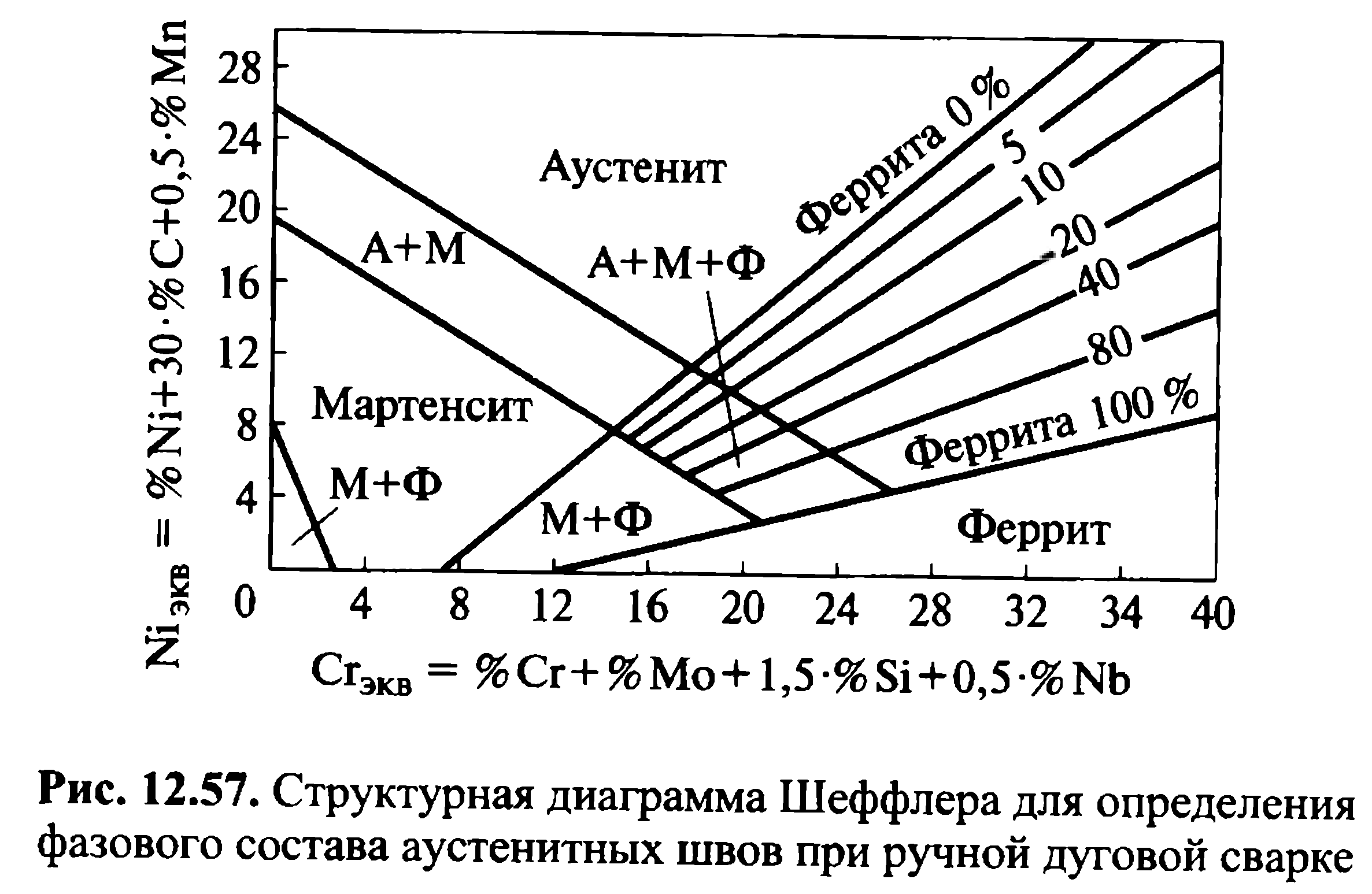
Количество -феррита в сварных швах зависит от соотношения Сгэкв и Niэкв, объединяющих элементы соответственно ферритизаторы и аустенитизаторы, и от скорости охлаждения в температурном интервале кристаллизации. Эта зависимость приближенно описывается диаграммой Шеффлера для сварных швов, выполненных ручной дуговой сваркой (рис 12.57).
Технологические способы предусматривают рациональный выбор способа и параметров режима сварки и применение ряда технологических мероприятий.
В основном они направлены на изменение факторов, повышающих минимальную пластичность в ТИХ: схемы кристаллизации, типа первичной структуры и других зависящих от них параметров.
Повышенную сопротивляемость образованию горячих трещин обеспечивают способы и режимы сварки, обусловливающие объемную схему кристаллизации, срастание кристаллитов боковыми гранями под малыми углами и мелко кристаллитную структуру:
— ручная дуговая сварка электродами с покрытием, аргонодуговая неплавящимся электродом (небольшая глубина проплавления, высокий коэффициент формы шва, выпуклый мениск поверхности шва);
— сварка на умеренных скоростях, ниже критических, исключающих срастание кристаллитов своими вершинами под большими углами (критические скорости определяют испытаниями на технологических пробах с канавками);
— сварка соединений с разделкой кромок и переход от однопроходной сварки к многослойной.
Следует отметить, что предлагаемые технологические способы иногда противоречат задачам повышения производительности сварки, например, при применении автоматической дуговой сварки под флюсом на форсированных режимах (однопроходная на больших токах и скоростях сварки). В этих случаях нередко применяют различные способы внешнего воздействия на кристаллизующийся металл шва - электромагнитное и ультразвуковое перемешивание, механические колебания ванны в процессе кристаллизации и др.
Конструктивные способы
направлены на снижение темпов деформации в ТИХ при сварке конструкций,
предусматривают правильное конструирование сварных узлов,
грамотно назначенный порядок наложения швов.
Все эти мероприятия регулируют величину деформации в ТИХ и вследствие этого влияют на стойкость к образованию горячих трещин.
Хорошо известны широко применяемые на практике способы уменьшения этих деформаций:
применение технологических планок, привариваемых в начале и конце шва;
жесткое закрепление изделия во время сварки с целью уменьшения его коробления;
выведение кратера на технологические планки;
сопутствующий подогрев периферийных зон конструкции, параллельных сварному шву;
многослойная сварка и другие приемы.
Влияние формы конструкции на образование горячих трещин при сварке.
Из практики известно, что конструкции малой жесткости не образуют трещин при сварке, даже если они изготовлены из стали, склонной к образованию горячих трещин. Требования к электродам для сварки таких конструкций также могут быть не очень высокими.
Вместе с тем сварка жестких конструкций из тех же сталей представляет настолько значительные трудности, что приходится принимать специальные меры, чтобы предупредить возникновение трещин.

Пример 1. К тумбе цельнометаллические бобышки 3 приваривались по замкнутому контуру, что создавало условия для быстрого отвода тепла и высокие растягивающие напряжения, возникающие в диаметрально расположенных точках контура сварного шва, что вызывало возникновение горячих трещин. Использование коробчатых бобышек с незамкнутым контуром сварного шва исключили условия образования горячих трещин в металле шва.
Пример 2. Высокую склонность к образованию горячих трещин имеют тавровые соединения.
Придавая конструкции рациональную форму, можно влиять на величину пластических деформаций в металле шва и уменьшать опасность возникновения горячих трещин.
Для сварки соединений или узлов, обладающих большой жесткостью и невыгодной схемой кристаллизации металла, нужны специальные электроды (низкое содержание S, P, Cu, или образующие шлаки, которые способствуют выводу S, P, Cu из металла шва).
Испытания такого рода, проведенные для сварных соединений из пластин Ст.3, показали, что опасность возникновения горячих трещин наиболее велика при заварке вторых швов соединений внахлестку и, особенно, тавровых. Для их сварки требуются электроды с более высокими показателем технологической прочности.
Проектируя сварные конструкции и соединения, нужно учитывать влияние их формы на образование трещин при сварке и там, где, это возможно, снижать жесткость деталей или узлов.
Вместе с тем следует иметь в виду, что при сварке конструкций из наиболее широко применяемых сталей (Ст.2, Ст.3 и др.) качественными электродами практически любая конструкция должна удовлетворительно свариваться без образования горячих трещин. Появление горячих трещин вероятно только при изготовлении конструкций из трудно сваривающихся металлов или при серьезных нарушениях технологического процесса сборки и сварки.
Следует подчеркнуть, что все указанные способы находятся в тесной взаимосвязи и оказывают комплексное влияние как на формирование структуры металла шва, ее макро- и микронеоднородность, так и на развитие термодеформационных процессов при сварке.
…………………………………………………………………………………………………………………………………………………………………………………………………………………..
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ХОЛОДНЫХ ТРЕЩИН
Известно, что при сварке сталей, сохраняющих высокую пластичность в процессе охлаждения от ТИХ до температур эксплуатации, вероятность возникновения трещин мала. При этом предполагалось, что пластичность металла шва достаточно высока во всем интервале температур охлаждения.
В тех случаях, когда металл шва и околошовной зоны в процессе охлаждения:
претерпевает фазовые или структурные превращения, связанные с изменением его удельного объема и
существенно снижаются пластических свойств,
трещины могут возникать и в области низких температур — ниже 700 °С. Подобные явления имеют место, например, при сварке закаливающихся сталей. Такие трещины называются холодными.
Они могут быть поперечными (в шве, чаще в околошовной зоне), а также располагаться параллельно границе сплавления (отколы) в зоне термического влияния.
Холодные трещины возникают в процессе охлаждения после сварки при температуре ниже 150 °С или в течение последующих нескольких суток.
Они могут образовываться во всех зонах сварного соединения и располагаться параллельно или перпендикулярно по отношению к оси шва.
Место образования и направление трещин зависят от состава основного металла и металла шва, соотношения компонент сварочных напряжений и некоторых других обстоятельств.
В соответствии с геометрическими признаками и характером излома холодные трещины получили определенные названия (рис. 12.59):
«откол» - продольные трещины в зоне термического влияния;
«отрыв» - продольные трещины в зоне сплавления со стороны шва (аустенитного); «частокол» - поперечные трещины в зоне термического влияния.
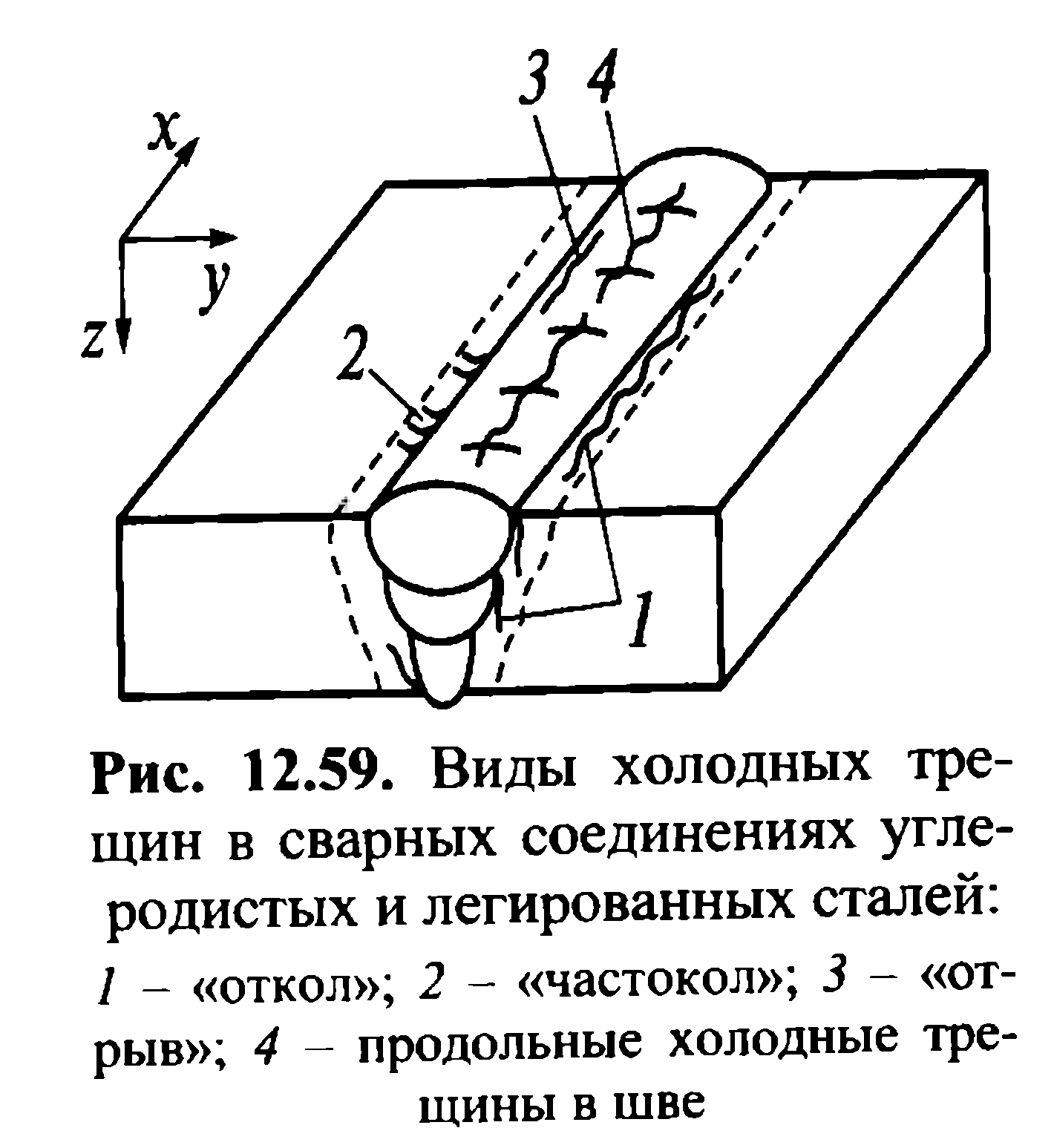
Наиболее часто возникают холодные трещины вида «откол».
При этом разрушение не сопровождается заметной пластической деформацией и наблюдается как практически хрупкое. Поверхность трещин имеет металлический блеск и прямолинейные очертания.
Основными факторами, обусловливающими образование холодных трещин в сварном соединении из углеродистых и легированных сталей, являются: