

7. Технологическая прочность сварных соединений
Сварные соединения в конструкциях проектируют обычно из условия равной прочности с основным металлом. Современное состояние сварочной науки и техники в большинстве случаев позволяет обеспечить прочность сварного соединения, более высокую или, по крайней мере, равную прочности основного металла.
Если технология сварки правильно выбрана и качественно выполнена, конструкции, как правило, разрушаются вне пределов сварных соединений. Понятие равнопрочности относится, в основном, к сфере эксплуатационной прочности.
Следует различать прочность конструкции в процессе ее технологической обработки (технологическую прочность) и в условиях эксплуатации (эксплуатационную прочность). Несмотря на то, что такое деление весьма условно, его удобно применять при рассмотрении вопросов, связанных с поведением металла при различных видах его технологической обработки.
В процессе изготовления изделия часто испытывают усилия, значительно большие эксплуатационных. Такое несоответствие усилий может привести к недопустимо большим деформациям и разрушению. Технические мероприятия по предотвращению разрушений и недопустимых деформаций объединены понятием технологической прочности.
Дело осложняется тем, что в течение сварки некоторые участки металла в процессе сварки находятся под воздействием очень высоких температур, резко снижающих прочность металла.
Изучение состояния и свойств металла, схем и величин, действующих на него усилий, величин и характера деформаций, напряжений и других факторов, от которых зависит возможность появления местных разрушений при изготовлении изделий, составляет содержание науки о технологической прочности.
ТРЕЩИНЫ ПРИ СВАРКЕ И ИХ КЛАССИФИКАЦИЯ
При сварке трещины образуются тогда, когда пластические деформации, возникающие в результате неравномерного нагрева и охлаждения металла, исчерпают его деформационную способность и напряжения, возрастая, достигнут значений предела прочности.
В процессе нагрева и охлаждения металла при сварке его температура, величины деформаций и напряжений постоянно меняются. Вместе с тем, свойства металла — его пластичность и прочность — также весьма сильно зависят от температуры.
Чтобы раскрыть механизм возникновения трещин при сварке, целесообразно совместно рассмотреть изменение свойств металла и напряжений в нем в зависимости от температуры. На участках нагрева металла (перед дугой) возникают напряжения сжатия, при которых вероятность образования трещин мала, вследствие чего эту область можно не рассматривать.
С начала кристаллизации и охлаждения металла шва в нем могут возникать напряжения растяжения, величина которых по мере снижения температуры быстро растет.
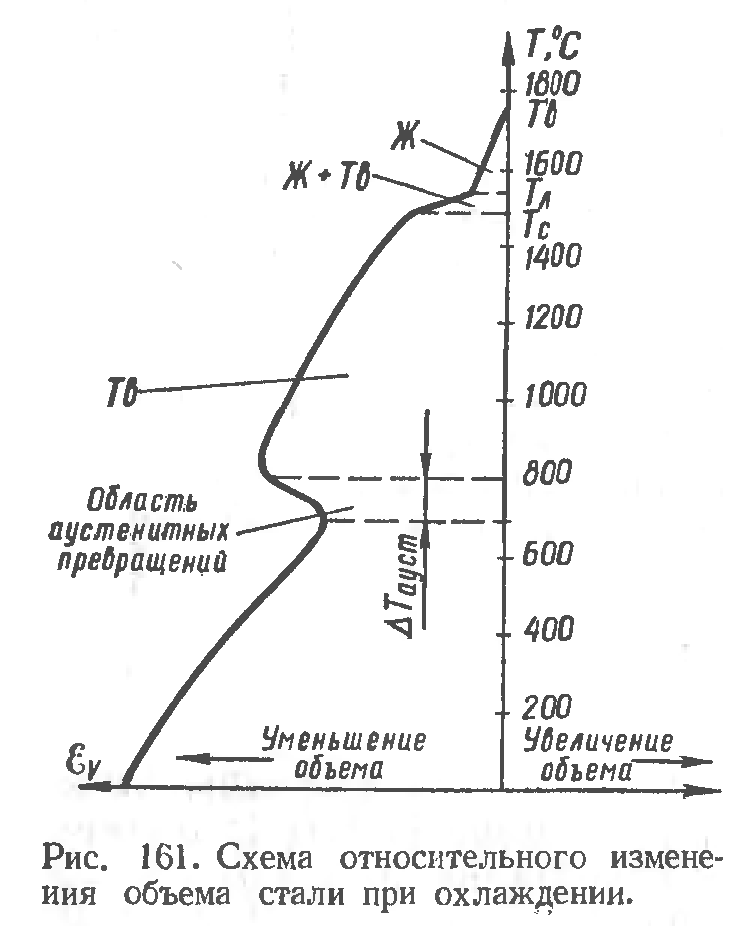
В интервале температурного превращения -Fe -Fe, которое происходит с увеличением объема, растягивающие напряжения снижаются и могут даже перейти в напряжения сжатия.
Но дальнейшее охлаждение сопровождается ростом напряжений растяжения, что может явиться причиной образования трещин.
Очевидно, что трещины могут возникать только в том случае, когда величина собственных напряжений растяжения в шве достигнет значений предела прочности металла для данной температуры.
Имеется две температурные зоны (два интервала температур), в которых возможно образование трещин при охлаждении металла.
Одна из них находится в области высоких температур — выше 1300 °С.
Важно отметить, что вблизи температуры солидус (Тс) наблюдается и резкое снижение пластичности, также увеличивающее возможность возникновения трещин в этом интервале температур.
Вторая зона находится в интервале температур 500—1000 °С, где происходит некоторое снижение показателей пластичности стали. Для Ст.3 это снижение сравнительно невелико и не может служить причиной возникновения трещин. Однако для большой группы сталей и некоторых сплавов в области сравнительно низких температур (ниже 750 °С) наблюдаются резкие провалы пластичности при весьма высоких значениях собственных напряжений, что указывает на опасность возникновения и здесь трещин.