

Технологічна схема виготовлення м'яких елементів із застосуванням пружинних блоків без основ.
При виготовленні меблів по цій технологічній схемі пружинний блок сам є основою для формування настилових шарів і бортів м'якого елемента, тому такі пружинні блоки з двох сторін по периметру обрамляють рамками зі смугової сталі. На рис. 3 показаний матрац без каркаса-основи з використанням пружинного блоку безперервного плетіння. М'який елемент виготовляють в такій послідовності.
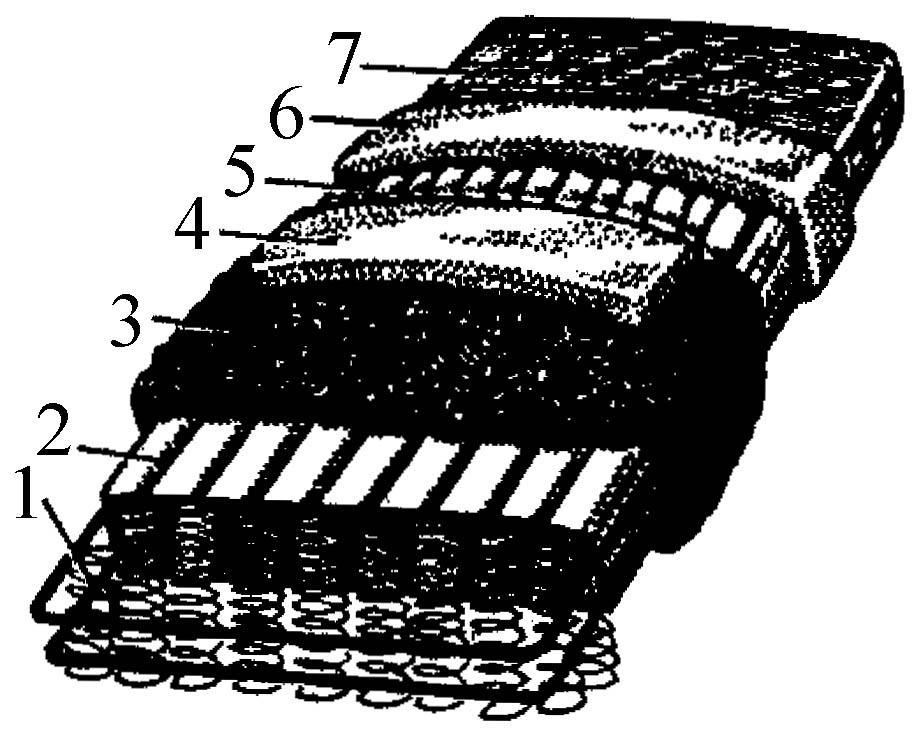
Рис. 3. Матрац без основи на блоці пружин безперервного плетіння з настиловим матеріалом тваринного походження: 1 - пружинний блок, 2, 5 - покривна тканина, 3 - волосся. 4, 6 -вовна, 7 - лицювальна тканина
Підготовка пружинного блоку. Пружинний блок кладуть на контрольний стіл і оглядають з метою виявлення дефектів і перевірки розмірів. Виявлені дефекти виправляють вручну слюсарним інструментом; одночасно при необхідності виправляють розміри і форму блоку. Виправлений блок передають на наступну операцію.
Покриття пружинного блоку тканиною. Пружинний блок може бути покритий тканиною, зшитою попередньо у виді чохла, чи тканиною, розкроєною по розмірах блоку. У першому випадку тканину пришивають за верхні кільця блоку по обидва боки за рамки пружинного блоку і потім прошивають вручну декількома рядами по обидва боки блоку.
Формування та пришивання настилового шару і формування бортів. Настиловий шар (біологічно оброблене волосся в рулоні) кладуть на пружинний блок і тимчасово прикріплюють до нього з двох боків вручну шпагатом з кнопками чи на автоматі. Потім на прикріплений до блоку шар волосся кладуть із двох сторін рулонну вовну, яка попередньо прошита з покривною тканиною на багатоголковому автоматі.
Формують і прошивають борти з настилового шару на автоматі NK-203 фірми “Spuhl” (рис. 4). Автомат NК-203 має дві прошивні головки, які дозволяють одночасно прошивати борти з двох сторін скобами з дроту діаметром 1 мм.
Працює автомат у такий спосіб: пружинний блок разом з настиловим шаром кладуть на стіл верстата і підводять до скобозатяжних головок. При включенні вмикача скобозатяжні головки починають працювати в автоматичному режимі, при цьому головки переміщаються по периметру столу, скріплюючи настилові шари з пружинним блоком з мінімальним кроком 100 мм. Робітник повинний підгортати м'який елемент до скобозатяжних головок і рухатися уздовж столу, руками формуючи борт перед головками. Автомат може працювати з однією головкою.
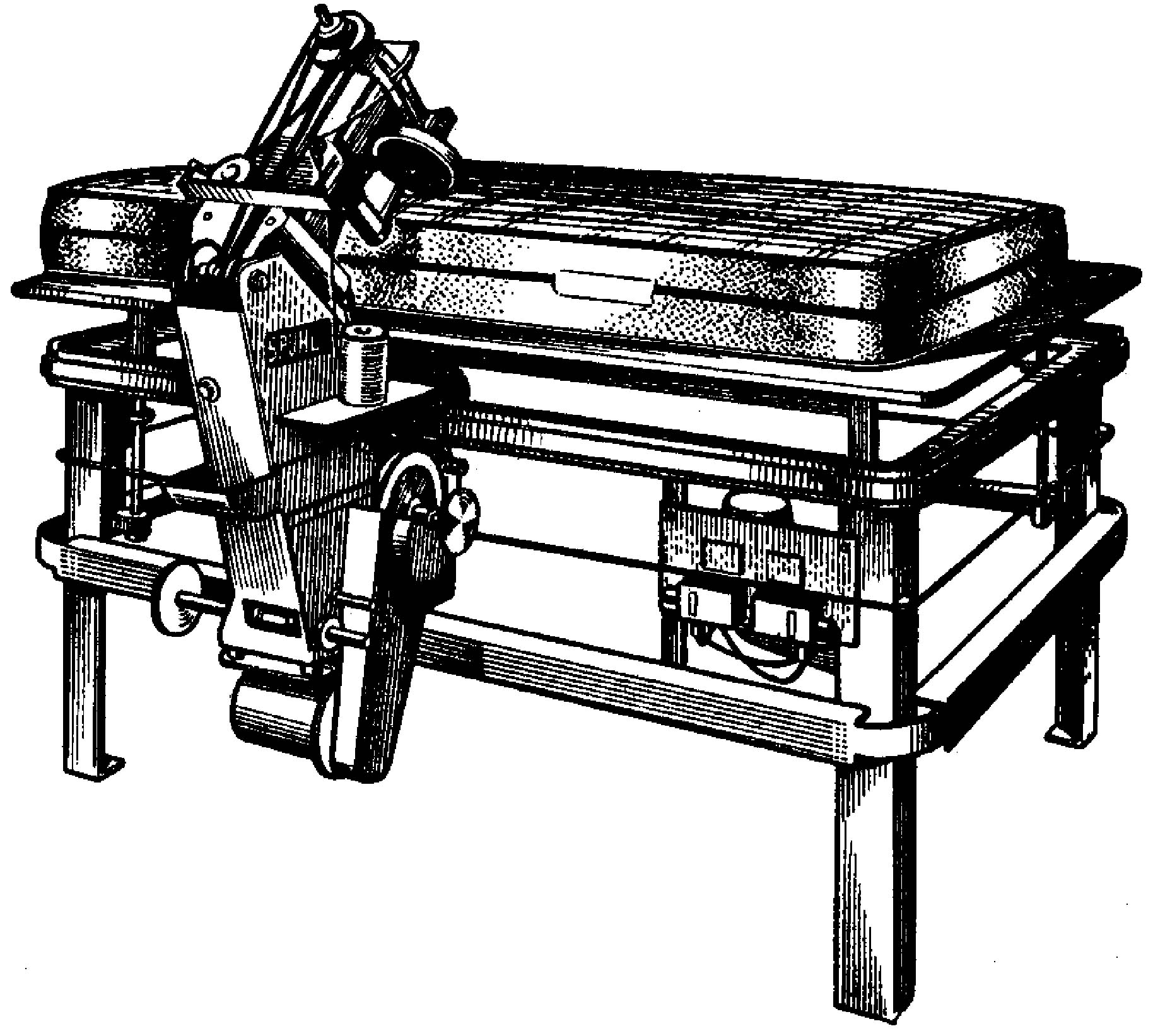
Рис. 4. Автомат NК-203 фірми “Spuhl” для прошивання скобами бортів м'яких меблів
Формування і прошивання другого настилового шару. Другий настиловий шар з рулонної високоякісної вовни формують по пружинному блоці так само, як і перший, тільки без прошивання бортів. У високоякісних меблях останній настиловий шар пришивають вручну. При цьому треба стежити, щоб після пришивання настилочний шар був рівний, без місцевих затяжок.
Покриття лицювальною тканиною. Лицювальну тканину для покриття м'якого елемента шиють у виді чохла. Обов'язкова вимога при виготовленні чохла - збереження малюнка тканини і пришивання без перекосу.
Лицювальну тканину разом з тонким шаром (5...10 мм) настилового матеріалу (рулонна високоякісна вовна, поролон) прошивають на прошивному автоматі “Матраматік”. Малюнок декоративного прошивання може бути різним. Він залежить від профілю малюнка шаблона-копіра автомата. Вертикальні борти аналогічно прошивають на автоматі ВК-300.
Чохол на заготовку м'якого елемента надягають на конвеєрі, показаному на рис. 5. На подаючий конвеєр укладають заготовку м'якого елемента, яка переміщається під притискний стрічковий конвеєр 2, де вона стискується до розмірів, що дозволяють надягти на неї чохол. Чохол попередньо надівають на рамку і підтримують притискними пластинами 3.
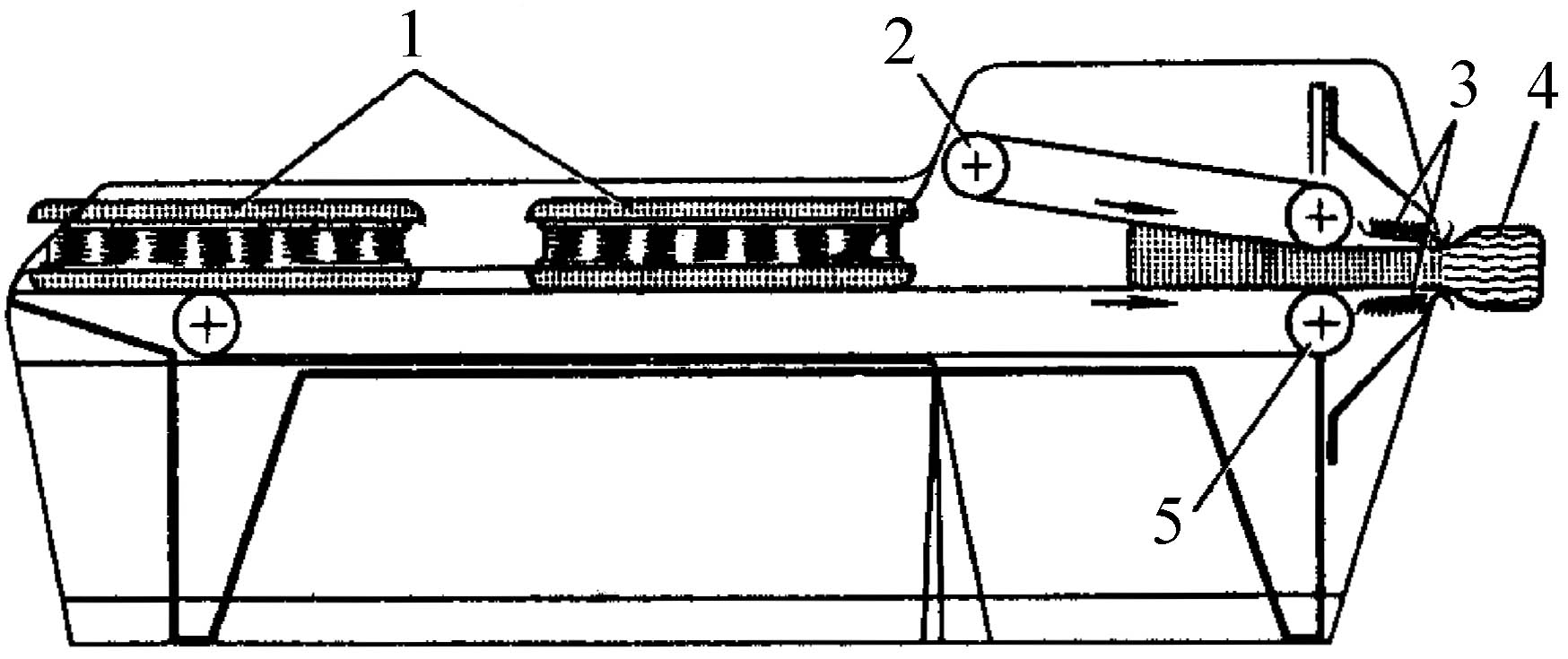
Рис. 5. Конвеєр для надягання чохла: 1 - заготовка м'якого елемента, 2 - притискний конвеєр, 3 - притискні пластини, 4 - чохол, 5 - привід подаючого конвеєра
Остаточно м'який елемент покривають лицювальною тканиною, виготовленою у виді заготовки чохла, на машині МК-201 для зашивання країв м'якого елемента і обрамлення їх тасьмою.
М'який елемент без лицювальної тканини поміщають на стіл машини. На нього рівно кладуть полотно з лицювальної тканини і тимчасово прикріплюють лицювальну тканину для вертикального борта і для площини м'якого елемента. Стик двох полотен тканини з підверненими краями підводять до швейної головки, що заправлена нитками і тасьмою. Вмикають двигун супорта швейної головки. Швидкість пошиття і швидкість подачі супорта регулюють багатодисковою муфтою. При проході супорта по периметру столу зшивають два полотна тканини і прошивають кантом одну площину м'якого елемента. Для прошивання з іншої сторони м'який елемент перевертають і процес повторюють. При роботі на машині треба стежити за рівномірним натягом обох полотен та рівномірністю пошиття (рівномірністю кроку строчки). Після прикріплення ручок (при необхідності) м'який елемент має закінчений вид.
Технологічна схема виготовлення дивана-ліжка на пружинному блоці з застосуванням настилового матеріалу - поролону.
Схема включає операції виготовлення м'яких елементів дивана-ліжка без столярно-монтажних робіт. Схема блока показана на рис. 6.
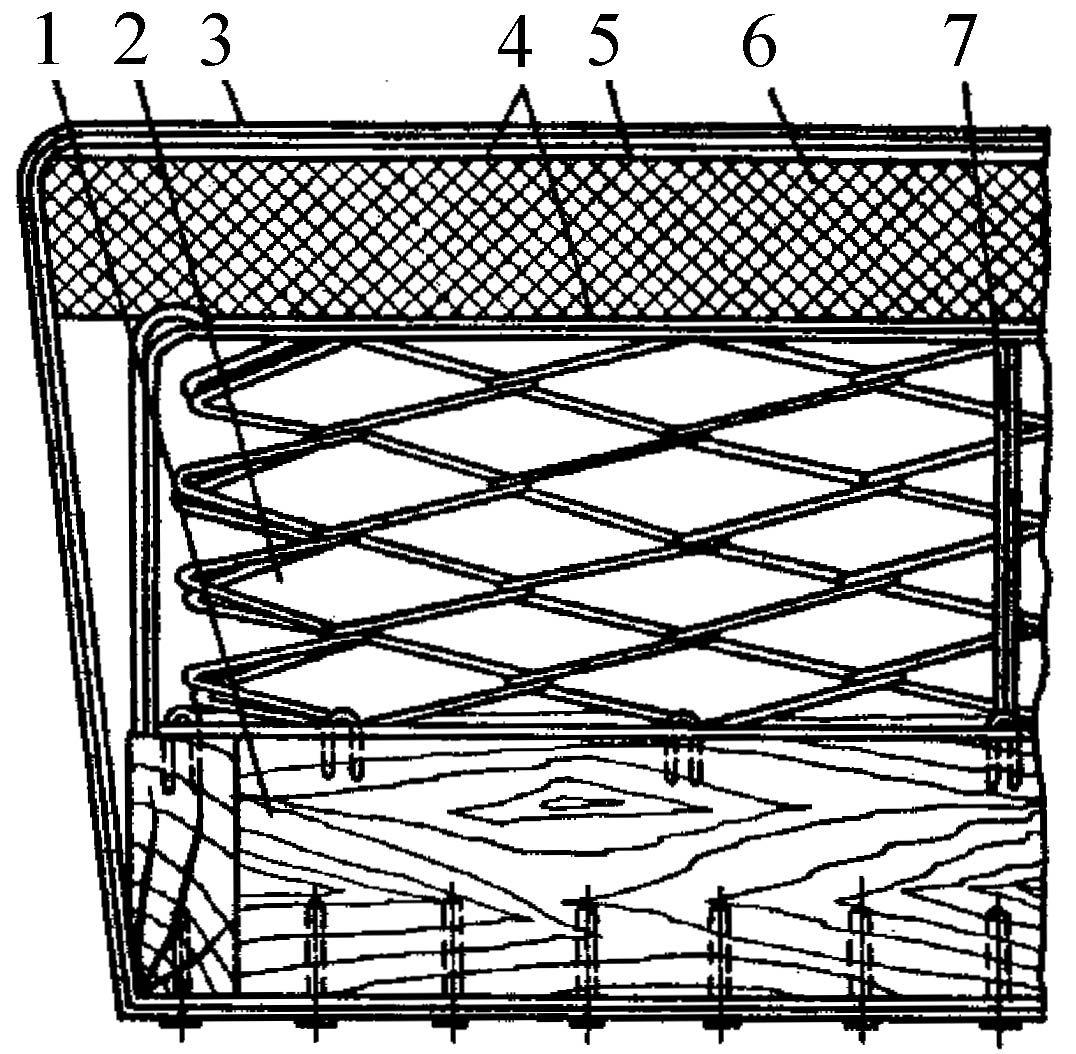
Рис. 6. Схема формування сидіння на пружинному блоці безперервного плетіння з застосуванням поролону: 1 - рамка сидіння, 2 - пружинний блок безперервного плетіння, 3 - лицювальна тканина, 4 - покривна тканина, 5 - шар вати, 6 - поролон, 7 - капкани для осадження пружинного блоку по висоті
1. Прибити до рамок сидіння і спинки скобами з пневмопістолета заглушини з фанери.
2. До середників рамок сидіння і спинки прибити толевими цвяхами 2х20 мм вісім капканів 7 (по чотири на кожну рамку) із крученого шпагату діаметром 2х2,5 мм.
3. На фанерні заглушини настелити рівномірно шар вати (ватину) товщиною 3...5 мм (для поглинання шуму блоку в процесі експлуатації).
4. Установити на рамку 1 сидіння і спинки пружинні блоки 2. Нижні кільця пружинних блоків прикріпити скобами по периметру до брусків рамки - кутові кільця пружинних блоків прикріпити двома скобами.
5. Пружинний блок прикріпити капканами 7 до рамок сидіння і спинки.
6. Для запобігання відходу переднього борта сидіння назад передні два капкани прибивають навскіс до переднього бруска рамки сидіння.
7. Натягнути на пружинні блоки і прикріпити скобами до рамок сидіння і спинки покривну тканину 4 чи прикріпити її до рамки пружинного блоку.
8. Покривну тканину 4 пришити до верхніх кілець блоків у два ряди по середині (крок 150 мм) і по периметру в нахльостку крученим шпагатом діаметром 1,5...2 мм.
9. Укласти на вату гладкий поролон 6 товщиною 50 мм чи профільний разом із гладким тієї ж товщини.
10. Прошити поролон 6 наскрізь по середині і периметру двокінцевою голкою крученим шпагатом діаметром 2 мм.
11. Настелити на поролон тонкий шар вати товщиною 10 мм.
12. Обтягнути і закріпити на заготовці скобами міткаль.
13. Аналогічно сформувати під лицювальну тканину спинку.
14. Розтягти на голках столу преса заготовку з лицювальної тканини.
15. Укласти на розтягнуту лицювальну тканину заготовки сидіння і спинки і притиснути їх до столу пресом.
16. Прикріпити до задніх брусків рамок сидіння і спинки скобами двонитку, яка пришита до заготовки лицювальної тканини.
17. Звільнити від голок столу преса лицювальну тканину і прикріпити її скобами чи цвяхами спочатку до поздовжніх брусків рамок, потім до поперечних.
18. Вийняти заготовки із преса.
19. Перевернути з'єднані сидіння і спинку Зашити потайним швом лицювальну тканину в чотирьох кутах нитками відповідного кольору.