

Міністерство освіти і науки України
Національний лісотехнічний університет України
Кафедра технології виробів з деревини
С.А. ГРИЦАК
КОНСПЕКТ ЛЕКЦІЙ
з дисципліни:
”Технологія м’яких меблевих виробів”
Частина 6. ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ М’ЯКИХ ЕЛЕМЕНТІВ
Львів-2009
Розглянуто i рекомендовано для використання в навчальному процесі на засіданні Ради технологічного факультету НЛТУ України
(протокол № ______ від "_____"___________________ 2009 р.)
АВТОР: к.т.н., доцент С. А. Грицак
РЕЦЕНЗЕНТИ: к.т.н., професор І.Г. Войтович (НЛТУ України)
ЗМІСТ
1. Виготовлення м’яких елементів на пружинах і пружинних блоках
2. Виготовлення безпружинних м’яких елементів
3. Технологія оббивних робіт при виготовленні м’яких меблів
4. Меблі на каркасах із металу і синтетичних матеріалів
5. Виготовлення окремих елементів м’яких меблів
Технологія виготовлення м'яких елементів
1. Виготовлення м'яких елементів на пружинах і пружинних блоках
Меблі виготовлені з використанням пружинних блоків більш еластичні, комфортабельні. Зменшуються витрати металу, скорочується трудомісткість виготовлення виробу. При застосуванні пружинних блоків скорочуються номенклатура і кількість металовиробів, настилових і прошивних матеріалів.
Крім того, пружинні блоки дозволяють виготовляти м'які меблі нової конструкції без основ; у цьому випадку м'який елемент формують по пружинному блоці. У табл. 1 показана схема технологічного процесу виготовлення диванів-ліжок на конвеєрних лініях.
По конструктивних і технологічних особливостях можна виділити три процеси виготовлення м'яких елементів із застосуванням пружинних блоків: безперервного плетіння на основі; із двоконусних пружин, з'єднаних спіралями на основі; без основ.
Таблиця 1.
Технологічний процес виготовлення диванів-ліжок на потоковій лінії
Місце виконання роботи |
Трудові прийоми |
Кількість робітників |
Час виконання ,с |
Спосіб виконання |
Робоча поза |
|
Формування м'якого елемента без ватника |
||||||
I секція конвеєра потокової лінії. |
Укласти основу на секцію конвеєра |
1 |
6 |
Узяти двома руками основу з підставки, покласти на конвеєр. |
Стоячи |
|
Те ж |
Настелити вату на основу. |
2 |
30 |
Узяти двома руками вату з підставки, розвернутися на 180°, покласти на основу рівним шаром. |
Стоячи, з пересуванням уздовж конвеєра. |
|
Те ж |
Укласти пружинний блок.
|
1 |
8 |
Узяти лівою рукою пружинний блок з підставки, висунути його з комірки, підхопити правою рукою і підняти блок, розвернути на 90° і укласти блок на основу. |
Стоячи, з пересуванням уздовж секції конвеєра. |
|
Те ж |
Прикріпити пружинний блок до основи. |
2 |
101 |
Узяти правою рукою пневмо-пістолет, прикріпити скобами блок по периметру рамки основи за кожне нижнє опорне кільце. |
Те ж. |
|
Те ж |
Заповнити ватою простір між пружинами (у залежності від якості плетива блоку).
|
2 |
50 |
Узяти двома руками вату з підставки, покласти на пружинний блок. У кілька прийомів заповнити простір ватою, проштовхуючи її між пружинами дерев'яною лопаткою. |
Те ж. |
|
|
Разом. |
|
195 |
|
|
|
ІІ секція конвеєра потокової лінії. |
Осадити пружинний блок (при деформації і порушенні форми блоку) |
2 |
25 |
Узяти кілька смуг з мішковини з підставки. Попередньо розвісити їх по периметру на металеву раму блоку по 4 шт. на кожну поздовжню сторону і по 2 шт. на поперечну сторону. Узяти правою рукою пневмопістолет, прикріпити кожну смугу до рамки основи на дві-три скоби, підправляючи краї смуг лівою рукою. Прив'язати смуги мішковини до металевої рамки блоку з попереднім його осіданням. |
Те ж. |
|
Те ж. |
Покрити мішковиною пружинний блок. |
2 |
7 |
Узяти двома руками мішковину з підставки, розгорнути полотно, покрити пружинний блок. Розправити мішковину по краях. |
Те ж. |
|
Те ж. |
Наживити мішковину на поролонові смуги. |
2 |
21 |
Узяти двома руками поролонові смуги. Розвернутися. Укласти поролонові смуги поверх мішковини. Уздовж лицювальної рамки пружинного блоку закріпити шпильками поролонові смуги в місці стику по периметрі борта. |
Те ж. |
|
Те ж. |
Закріпити поролонові смуги. |
2 |
45 |
Правою рукою взяти голку зі шпагатом і простьобувати борт по периметру, поступово виймаючи шпильки лівою рукою. Застромити голку в поролонову подушку. |
Те ж. |
|
|
Разом. |
|
198 |
|
Те ж. |
|
III секція конвеєра потокової лінії |
Настелити шар вати. |
2 |
53 |
Узяти двома руками шар вати з підставки, покласти на мішковину. Розправити і вирівняти шар вати по краях. |
Те ж. |
|
Те ж. |
Укласти поролон |
2 |
10 |
Узяти двома руками лист поролону з підставки й укласти його на шар вати. |
Те ж. |
|
Те ж. |
Закріпити поролон. |
2 |
80 |
Узяти правою рукою голку зі шпагатом, прошити поролон по пласті разом з мішковиною. Застромити голку в поролонову подушку. |
Те ж. |
|
Те ж. |
Настелити другий шар вати.
|
2 |
58 |
Узяти двома руками шар вати з підставки. Покласти на поролон. Розправити і вирівняти шар вати по краях. |
Те ж. |
|
Те ж. |
Разом.
|
|
196 |
|
|
|
Формування м'якого елемента з ватником |
||||||
І варіант
|
||||||
|
Настелити шар вати. |
2 |
50 |
Узяти двома руками шар вати з підставки. Укласти її на мішковину. Розрівняти шар вати по всій поверхні. |
Те ж. |
|
|
Укласти ватник. |
2 |
10 |
Узяти двома руками ватник з підставки. Укласти його на пружинний блок. |
Те ж. |
|
|
Прикріпити ватник. |
2 |
135 |
Узяти пневмопістолет правою рукою. Прикріпити ватник до основи по всьому периметру скобами, підправляючи лівою рукою краї мішковини ватника. Укласти пневмопістолет у шухляду. |
Те ж. |
|
|
Разом. |
|
195 |
|
|
|
IV секція конвеєра потокової лінії. |
Укласти міткаль. |
1 |
22 |
Узяти двома руками міткаль з підставки. Розгорнути її і постелити поверх м'якого елемента. Вирівняти міткаль по краях. |
Те ж. |
|
Те ж. |
Запресувати. |
1 |
10 |
Натиснути на кнопку включення осадового пристосування. Запресувати. |
Стоячи |
|
Те ж. |
Закріпити міткаль. |
1 |
126 |
Узяти правою рукою пневмопістолет. Прикріпити міткаль до рамки основи по всьому периметру, підправляючи лівою рукою крайку тканини. Укласти пневмопістолет у шухляду. |
Стоячи, пересуваючись навколо секції конвеєра |
|
Те ж. |
Розпресувати |
1 |
10 |
Натиснути лівою рукою на кнопку вимикання. Розпресувати. |
Стоячи |
|
Те ж. |
Перемістити м'який елемент на роликовий конвеєр. |
1 |
20 |
Двома руками просунути м'який елемент із секції конвеєра на роликовий конвеєр. На кінці роликового конвеєра розвернути м'який елемент на 90°. |
Те ж. |
|
ІІ варіант
|
||||||
Те ж. |
Настелити шар вати. |
1 |
50 |
Узяти двома руками шар вати з підставки. Укласти її на ватник. Вправити вату по краях. |
Стоячи, пересуваючись вздовж секції конвеєра |
|
Те ж. |
Укласти міткаль. |
1 |
16 |
Узяти двома руками міткаль з підставки. Розгорнути полотно. Настелити поверх м'якого елемента. Поправити краї тканини. |
Те ж. |
|
Те ж. |
Закріпити міткаль. |
1 |
113 |
Узяти правою рукою пневмопістолет. Прикріпити міткаль до рамки основи по периметру, починаючи з поперечних сторін. |
Те ж. |
|
Те ж. |
Перемістити м'який елемент на роликовий конвеєр. |
1 |
20 |
Двома руками просунути м'який елемент на роликовий конвеєр. Наприкінці роликового конвеєра розвернути м'який елемент на 90°. |
Те ж. |
|
Кріплення лицювальної тканини у виді однієї заготовки
|
||||||
Робоче місце кріплення лицювальної тканини. |
Покласти лицювальну тканину на стіл. |
2 |
50 |
Узяти двома руками лицювальну тканину з підставки. Розгорнути її і покласти на робочий стіл. Разом з іншим робітником натягнути тканину з двох сторін і наколоти її на шипи барабанів для розтяжки. |
Стоячи, з пересуванням уздовж столу. |
|
Те ж. |
Укласти сидіння і спинку на лицювальну тканину. |
2 |
36 |
Узяти двома руками сидіння й укласти на лицювальну тканину м'яким елементом вниз, розвернувши його поперек столу. Узяти двома руками спинку, укласти її на лицювальну тканину м'яким елементом вниз поруч із сидінням. Розправити бант, що з'єднує сидіння зі спинкою. |
Стоячи, з пересуванням навколо столу. |
|
Те ж. |
Запресувати. |
1 |
10 |
Натиснути лівою рукою кнопку осадового пристосування. Запресувати. |
Стоячи. |
|
Те ж. |
Звільнити лицювальну тканину з барабанів. |
2 |
20 |
Лівою рукою натиснути кнопку вимикання механізму розтяжки тканини. Двома руками звільнити тканину з барабану розтяжки. |
Стоячи, з пересуванням навколо столу. |
|
Те ж. |
Закріпити лицювальну тканину. |
2 |
274 |
Узяти правою рукою пневмопістолет і закріпити лицювальну тканину по периметрі основи, підправляючи її лівою рукою. Укласти пневмопістолет у шухляду. |
Те ж. |
|
Те ж. |
Розпресувати |
1 |
10 |
Натиснути лівою рукою кнопку вимикача осадового пристосування. |
Стоячи. |
|
Те ж. |
Перемістити м'який елемент на робоче місце закладення кутів. |
2 |
20 |
Узяти двома руками м'який елемент, просунути його на стіл для закладення кутів. |
Те ж. |
|
|
Разом.
|
|
420 |
|
|
|
Кріплення лицювальної тканини роздільною заготовкою сидіння і спинки.
|
||||||
Робоче місце кріплення лицювальної тканини. |
Настелити лицювальну тканину на м'який елемент сидіння. |
1 |
10 |
Узяти двома руками лицювальну тканину з підставки. Настелити на м'який елемент. Розправити тканину. |
Стоячи, пересуваючись навколо столу. |
|
Те ж. |
Наживити лицювальну тканину. |
2 |
19 |
Натягнути тканина одночасно з двох сторін. Наживити шпильками по периметрі рамки основи. |
Те ж. |
|
Те ж. |
Перевернути м'який елемент м'якістю вниз. |
2 |
8 |
Узяти м'який елемент за кути. Перевернути на 180°. Покласти на робочий стіл м'якістю вниз. |
Те ж. |
|
Те ж. |
Запресувати. |
1 |
10 |
Правою рукою натиснути на кнопку включення осадового пристосування. Запресувати. |
Стоячи. |
|
Те ж. |
Закріпити лицювальну тканину. |
2 |
130 |
Узяти правою рукою пневмопістолет. Закріпити тканину по периметрі рамки основи, підправити тканину лівою рукою. |
Стоячи, пересуваючись навколо столу. |
|
Те ж. |
Розпресувати |
1 |
10 |
Правою рукою натиснути на кнопку відключення осадового пристосування. Розпресувати. |
Стоячи. |
|
Те ж. |
Перемістити м'який елемент на робоче місце закладення кутів. |
2 |
20 |
Узяти двома руками м'який елемент, просунути його на робочий стіл для закладення кутів. |
Те ж. |
|
|
Разом.
|
|
210 |
|
|
|
|
Те ж, для спинки. |
|
210 |
|
|
|
|
Усього на виріб. |
|
420 |
|
|
|
З'єднання сидіння і спинки дивана-ліжка
|
||||||
Робоче місце зашиття кутів. |
Обрізати і зашити кути м'якого елемента (сидіння і спинка). |
2 |
310 |
Узяти правою рукою ножиці, відтягнути лівою рукою кут лицювальної тканини і рухом зверху вниз ножицями обрізати кут. Відкласти ножиці. Вирівняти двома руками тканина на кутах, повернути усередину крайками. |
Те ж. |
|
|
|
|
|
Правою рукою взяти голку з ниткою і зашити кути, притримуючи лівою рукою крайку. Аналогічно зашивають інші кути. |
|
|
Те ж. |
Прикріпити міткаль до основи спинки. |
2
1
2 |
90 |
Узяти двома руками м'який елемент (сидіння і спинку). Перевернути спинку, уклавши її на сидіння м'якою частиною вниз. Узяти двома руками міткаль, розгорнути тканину, настелити на рамку основи спинки. Розправити тканину по краях. Взяти в праву руку пневмопістолет, прикріпити міткаль до основи по периметрі рамки, підгинаючи крайки лівою рукою. Покласти пневмопістолет у шухляду столу. |
Те ж. |
|
Те ж. |
Перемістити м'який елемент. |
2 |
20 |
Пересунути двома руками м'який елемент на робоче місце складання. |
Те ж. |
|
|
Разом. |
|
420 |
|
|
|
Сидіння і спинка дивана-ліжка роздільні
|
||||||
Те ж. |
Обрізати і зашити чотири кути м'якого елемента сидіння. |
2 |
135 |
Узяти правою рукою ножиці, відтягнути лівою рукою кут лицювальної тканини і рухом зверху вниз ножицями обрізати кут. Відкласти ножиці. Вирівняти двома руками тканину на кутах, підкрутити усередину крайками. Правою рукою взяти голку з ниткою і зашити кути, притримуючи лівою рукою крайки. |
Те ж. |
|
Те ж. |
Перемістити м'який елемент. |
2 |
20 |
Пересунути м’який елемент на робоче місце складання. |
Те ж. |
|
|
Разом. |
|
155 |
|
|
|
Те ж. |
Обрізати і зашити чотири кути м'якого елемента спинки, прибити міткаль, перемістити на робоче місце складання. |
2 |
245 |
Операція виконується аналогічно, як і при виготовленні сидіння. Додатково до рамки спинки прибивають міткаль. |
Те ж. |
|
|
Усього на виріб. |
|
400 |
|
|
|
Технологічна схема виготовлення м'яких елементів із застосуванням пружинного блоку безперервного плетіння.
Формування твердої основи. До поздовжніх, поперечних і середніх брусків рамки основи кріплять цвяхами чи скобами заглушину з фанери чи деревноволокнистої плити.
Кріплення капканів до середників рамки. Уздовж середніх брусків рамки прикріплюють цвяхами смуги грубої тканини (мішковини, двонитки), складеної вдвічі. Зверху смуг тканини до середніх брусків прибивають толевими цвяхами розміром 25 чи 30 мм по три капкани на кожен брусок із крученого шпагату діаметром 2 мм. Капкани розподіляють уздовж середніх брусків рівномірно.
Вільні кінці капкана з двох шнурів шпагату призначені для осадження і вирівнювання пружинного блоку по висоті. Довжина вільних кінців трохи більша висоти пружинного блоку.
Установка і кріплення пружинного блоку до основи. Щоб уникнути можливого шуму чи скрипу при експлуатації м'якого елемента перед установкою пружинного блоку на тверду основу рівним шаром настилають тонкий шар вати (10 мм) чи рулонний матеріал - ватилін.
Після установки пружинний блок закріплюють, прибиваючи нижні кільця скобами до основи. Кутові кільця пружинного блоку кріплять до основи двома скобами, застосовуючи скобозабивний пістолет (рис. 1).
Пістолет являє собою пневматичну поршневу машину ударної дії, що працює під впливом стиснутого повітря. Корпус 10 пістолета являє собою тверду конструкцію, на якій монтуються деталі і вузли пістолета. У верхню частину корпуса вкручена гайка-магніт 16, що служить для герметизації верхньої порожнини пістолета для утримання поршня перед початком роботи у верхнім положенні.
Поршень 15 складається з власне поршня, ударника 12, тримача 14 і голки, що утримує ударник у тримачі. Циліндр 13 вставлений у корпус. Унизу циліндра розташований амортизатор 8.
Скоби закладають в магазин, що складається з верхньої 4 і нижньої 6 кришок. Подаються скоби під ударник пістолета спеціальним штовхачем 7. Защіпається магазин засувкою 2.
Керування поршневим механізмом здійснюється клапаном 18. Натискання на клапан виконують гачком 5. Штуцер 3 служить для з'єднання пнемопістолета з магістраллю стиснутого повітря. Для захисту корпуса від задирів у процесі експлуатації служить кожух 11.
Технічна характеристика пневмопістолета:
діаметр циліндра, мм …………26
хід поршня, мм ………………..60
тиск повітря, Мпа……………...0,5
розміри скоби, мм:
- ширина скоби ……………………5,6
- довжина ніжки . . ……………12...18…18
- перетин ніжки . ………………..1,3х1,0.
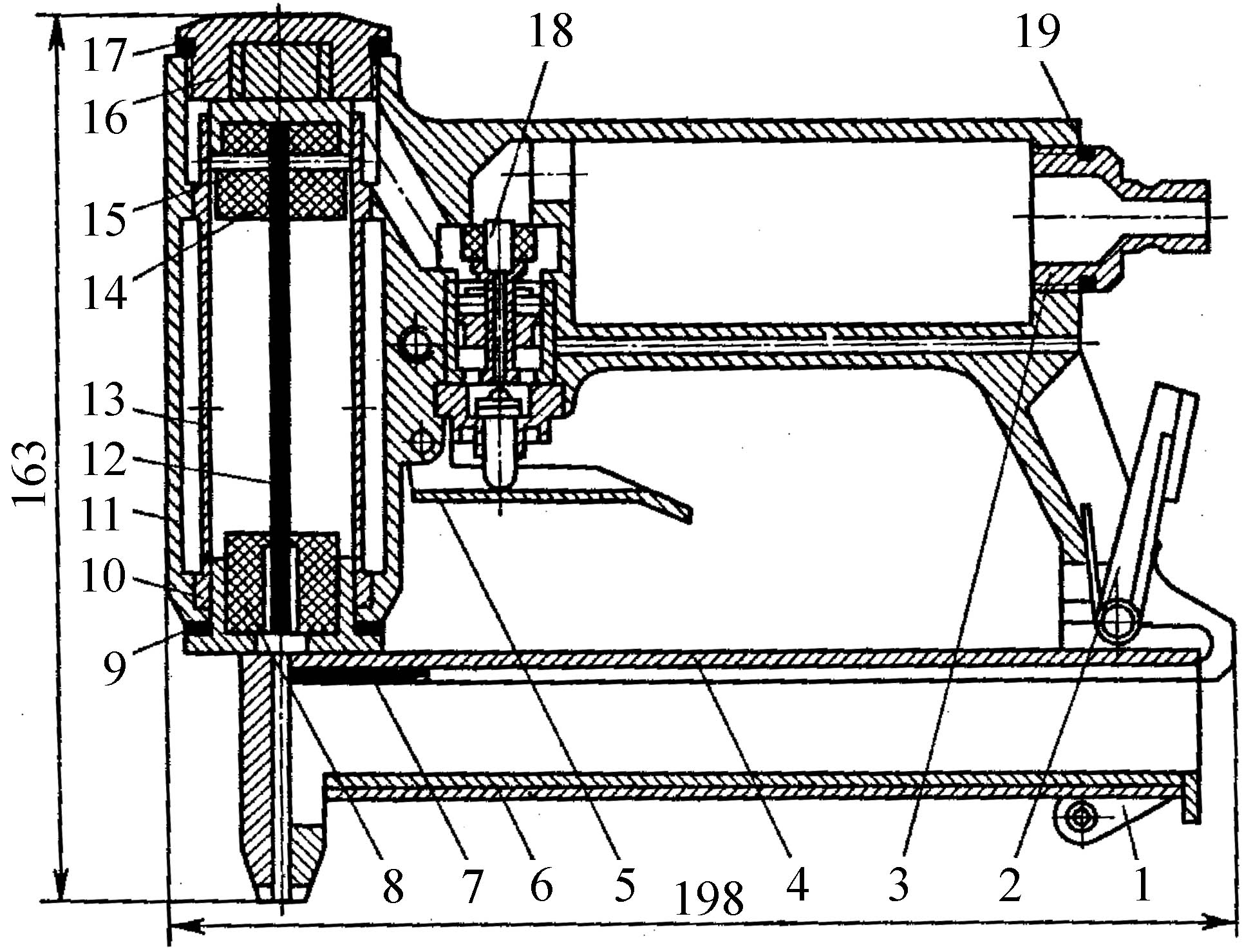
Рис. 1. Пневматичний пістолет для кріплення пружинних блоків скобами:
Вирівнювання й остаточне кріплення пружинного блоку до основи. Вільні кінці капканів установлених на середніх брусках рамки основи, пропускають через кільця блоку і зав'язують вузлом на металевих середніх планках рамки пружинного блоку. При цьому осаджують пружинний блок на 10...15% первісної його висоти і вирівнюють середню частину.
Потім осаджують пружинний блок по периметру. Для цього до поздовжніх брусків рамки основи з кроком 300...400 мм набивають (не до кінця) толеві цвяхи розміром 2,5х30 мм, а потім петлею з двох шнурів шпагату діаметром 2 мм охоплюють крайній цвях і забивають його до кінця.
Вільний кінець шпагату приблизно під кутом 40...45 зав'язують петлею за рамку пружинного блоку. Від рамки пружинного блоку шпагатом захоплюють наступний толевий цвях і забивають його до кінця, при цьому відбувається місцеве осадження пружинного блоку на ту ж величину, що і при осадженні капканами. У такій послідовності осаджують передній і задній поздовжні борти пружинного блоку.
Осадження по периметру має зиґзаґоподібний вид, де зав'язування шпагату чергується від рамки основи (через толевий цвях) до рамки пружинного блоку з напрямком шпагату під кутом 40...45 до рамки основи.
Осадження по поздовжніх бортах блоку треба робити без перенапруги й ослаблення окремих ділянок, тим самим вирівнюючи весь пружинний блок.
Операції кріплення капканів до середніх брусків рамки основи, настилання шару вати чи рулонного матеріалу під пружинний блок, осадження (вирівнювання) блоку в площині є змушеними внаслідок можливих дефектів (порушення геометричних форм блоку, неправильне зав'язування кінців пружин при плетиві, неміцне кріплення пружин плетива до рамки-основи блоку), що виникають при виготовленні блоку вручну, транспортуванні і не завжди правильному зберіганні.
Покриття пружинного блоку покривною тканиною і її пришиття. На пружинний блок рівномірно настилають покривну тканину, краї її підкручують і прибивають до рамки основи толевими цвяхами чи скобами з кроком 25...30 мм. Покривну тканину можна прикріпити й іншим способом - пришити шпагатом трьома чи п'ятьма поздовжніми рядами до пружинного блоку.
Формування настилового матеріалу і покриття покривною тканиною. Для ізолювання пружинного блоку від наступного настилового шаруючи поверх пришитої покривної тканини рівним шаром товщиною 10...20 мм настилають вату чи ватилін. По всьому периметрі бортів настиловий шар укладають більшої товщини для того щоб при наступному покритті тканиною і прошиванні поверхня готового виробу була рівною. Потім на шар вати накладають рівномірно покривну тканину і прикріплюють її до рамки основи так само, як і при покритті пружинного блоку.
Простьобування настилу і бортів. Настиловий шар разом з покривною тканиною простьобують двома поздовжніми рядами двокінцевою голкою крученим шпагатом діаметром 2 мм із кроком 200...220 мм. Потім формують ватою борти і прошивають їх у два чи три ряди шпагатом однокінцевою кривою голкою чи скобами пневмопістолетом. Пневмопістолет повинний мати охоплюючу лапку-ковадло, що дозволяє кріпити борт до рамки пружинного блоку.
Прийоми формування бортів шпагатом аналогічні подібній операції при виготовленні меблів на двоконусних пружинах. На кутах зайві кінці покривної тканини відрізають ножицями і зашивають суворими нитками обметувальним швом. Якщо після прошивання в окремих місцях вийшли нерівні борти, їх вирівнюють голкою, переміщаючи вату в місця де її недостатньо.
Формування другого настилового шару. Після прошивання настилу і бортів формують другий шар з більш якісних настилових (волосся, вовна, вата) чи рулонних матеріалів під лицювальну тканину.
Другий настиловий шар товщиною 10...15 мм кріплять тим же способом, що і перший, крім прошивання бортів.
Другий настиловий шар покривають тканиною типу міткаль. Тканину кріплять до рамки основи без прошивання другого настилового шарую з тими ж вимогами, що і тканину першого настилового шарую.
Покриття м'якого елемента лицювальною тканиною. Лицювальну тканину рівномірно натягають і прибивають попередньо толевими чи оббивними цвяхами з кроком 40...50 мм чи скобами. Після остаточного вирівнювання лицювальної тканини цвяхи чи скоби забивають із кроком 20...25 мм. Лицювальна тканина після прикріплення повинна бути рівномірно натягнута без перекосу малюнка, борти повинні бути рівними і прямими. Лицювальну тканину зашивають по кутах відповідного кольору нитками стібчатим чи прямим швом.
Цей м'який елемент високої якості, тому що він формується чотирма рулонними настиловими шарами (два з вовни, один з вати і один з волосся), які прошивають зиґзаґоподібним швом.
Розглянутий технологічний процес виготовлення м'якого елемента на твердій основі з застосуванням пружинного блоку безупинного плетива - один з можливих варіантів. Він може трохи змінитися по кількості операцій у залежності від конструкції виробу, застосовуваних настилових матеріалів і вимог до якості виробу. Тканини натягають на спеціальних пресах: при цьому способі їх прикріплюють скобами пневматичним пістолетом (рис. 2).

Рис. 2. Пневматичний пістолет для кріплення тканини: 1 - гайка, 2, 4, 8, 12, 15 - прокладки, 3 - амортизатор, 5 - циліндр, 6 - корпус, 7 - ударник, 9 - тримач ударника, 10 - поршень, 11 - гайка-магніт, 13 - голчастий ролик, 14 - клапан, 16 - штуцер, 17 - засувка, 18 - пружина, 19 - пусковий гачок, 20 - верхня кришка, 21 - нижня кришка
Пістолет працює під впливом стиснутого повітря, корпус 6 являє собою жостку конструкцію. Скоби закладають у магазин, у який входять верхня 20 і нижня 21 кришки. Скоби подаються подавачем і пружиною 18. Замикають магазин засувкою 17. У розточений отвір корпуса пневмопістолета вставляють циліндр 5 і ущільнюють його прокладками 2 і 8.
У циліндр уставляють поршень 10, що складається з власне поршня, ударника 7, тримача 9, ударника і голки (ролик голчастий 3х17,8) 13.
Клапан 14 варто монтувати в спеціальному отворі корпуса пневмопістолета. Він складається з циліндра, поршня, шайби, ущільнювача, гайки, діафрагми, кільця і штока. Шток клапана упирається в пусковий гачок 19, що обертається на осі.
Штуцер 16 служить для приєднання до пневмопістолету стиснутого повітря.
Технічна характеристика пневмопістолета:
продуктивність, скоб/хв........70
витрата стиснутого повітря під навантаженням при робочій продуктивності, л/хв.........…………………….10
тиск стиснутого повітря на вході в машину, МПа………....0,5
розмір скоби, мм:
- ширина.......…………….......12,8±0,1
- висота.........………………....6...14
- перетин ніжки........………...1,0х0,63
ємність касети, шт............140
габаритні розміри, мм:
- довжина............…………….190
- ширина........……………......40
- висота............…………..….140
маса (без скоб), кг.....…....0,95
Технологічна схема виготовлення м'яких елементів із застосуванням пружинних блоків із двоконусних пружин, з'єднаних спіралями.
Одним з істотних недоліків виготовлення пружинного блоку безперервного плетіння є те, що він формується на столі-стапелі вручну і не завжди має правильну геометричну форму і розміри.
Цей недолік відсутній у процесі виготовлення пружинних блоків із двоконусних пружин, з'єднаних спіралями. Весь технологічний процес виготовлення цих блоків, включаючи і складання, механізований і виконується на високопродуктивних автоматах високої точності. Тому при дотриманні необхідних вимог технології виготовлення блоків із двоконусних пружин, з'єднаних спіралями, забезпечується необхідна надійність і точність.
М'які елементи з застосуванням блоків із двоконусних пружин, з'єднаних спіралями, виготовляють у тій же послідовності, що і блоки безперервного плетіння, за винятком операцій по вирівнюванню й осадженню блоку. Цей технологічний процес більш економічний, продуктивний, менш трудомісткий і більш якісний.