

4. Каскадно-противоточный способ травления
Наилучшее качество подготовки поверхности при выполнении той или иной операции обеспечивается максимально постоянным во времени температурным режимом и концентрационным составом ванн. Температура ванн регулируется автоматически с помощью специальных систем контроля и управления. Постоянство состава ванн обеспечивают каскадио-противоточным способом травления, при котором садку с металлом последовательно перемещают против направления перекачки травильных растворов и промывочной воды из ванны в ванну (рис. 13).
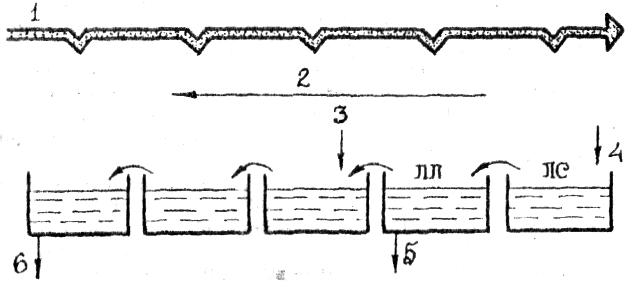
Рис. 13. Схема каскадно-противоточного травления и промывки металла:
1 - движение обрабатываемого металла; 2 - перемещение травильных растворов и воды; 3 - подача свежей кислоты; 4 - подача свежей воды; 5 -отвод промывочной воды в скруббер; 6 — спуск отработанного травильного раствора
Свежую кислоту через расходомеры подают непрерывно в последнюю травильную ванну, а затем последовательно в остальные две ванны по направлению от первой. Из первой ванны, куда сначала опускают садку, отработанный травильный раствор сливают и направляют либо для использования по другому назначению, либо для регенерации через общий сборник.
Протравленный металл промывают также каскадно-противоточным способом — сначала погружением в воду ванны П.П., а затем струями воды под высоким давлением в ванне ПС. Свежую воду подают только в ванну с душирующим устройством, откуда она поступает в ванну для промывки погружением. Из последней ванны часть воды, содержащей кислоту, подают в необходимом количестве для составления свежего травильного раствора для третьей травильной ванны. Оставшаяся часть этой воды поступает в скруббер для мокрой очистки или регенерации кислоты, после чего снова используется по оборотному циклу с помощью рециркуляционной системы. Таким образом осуществляется экономия воды и предотвращается вынос кислот и железосодержащих стоков в окружающую среду.
5. Электролитическое травление
Электролитический способ удаления окалины состоит в процессе химического травления, интенсифицированного применением электрического тока. Основные преимущества этого комбинированного способа - значительное ускорение процесса удаления окалины, получение более высокого качества поверхности, уменьшение потерь металла. Наиболее часто этот способ применяется на непрерывных термотравильных агрегатах и линиях металлопокрытий.
Известны три разновидности электролитического травления -анодное, катодное и биполярное.
Анодное травление основано на электролитическом растворении металла (проволока— анод), окислении низших оксидов до высших и механическом отрыве окалины выделяющимся кислородом. При анодном травлении электролитом применяют раствор кислоты, слабокислый раствор сульфата или соли щелочного металла, причем не наблюдается травильной хрупкости. Однако этот процесс требует тщательного соблюдения режимов, так как поверхность может быть перетравлена или протравлена неравномерно.
Недостаток анодного травления - образование на поверхности труднорастворимого шлама.
При анодном травление углеродистых сталей наиболее часто применяют электролиты следующих составов:
а) Н2S04 -- 150 г/л; NaCl -- 50 г/л;
б) FeS04 - 200-300 г/л; MgS04 - 50-60 г/л; H2S04 -- 10 г/л.
Обработку ведут при плотности тока 5—10 А/дм2 и температуре 20—60 °С в течение 10—20 с в зависимости от марки стали.
Катодный способ травления состоит в том, что металл, загруженный в кислый электролит, является катодом. При включении тока процесс, протекающий на катоде, сводится к разряду ионов водорода. Хотя оксидная пленка плохо проводит электрический ток, в ней есть достаточно большое количество пор, через которые ток проникает на поверхность основного металла и вызывает разряд ионов водорода.
Атомарный водород восстанавливает высшие труднорастворимые оксиды железа Fe2O3 и Fe3O4, до низших FeO, которые легкорастворимы в кислоте, а образовавшиеся молекулы газообразного водорода проникают под окалину, способствуя ее рыхлению и механическому отрыву.
При обработке проволоки диаметром 1,0—5,0 мм рациональная плотность тока составляет 20—50 А/дм2. Оптимальные температуры травления равны 40—60 °С. При этих температурах исчезает зависимость длительности обработки от диаметра проволоки.
Травильный раствор сохраняет электрохимическую активность при концентрации серной кислоты 200—250 г/л и содержании сульфата железа до 100 г/л. При этих концентрациях длительность травления наименьшая. Снижение концентрации H2SO4 до 100 г/л и повышение концентрации FeSO4 до 300 г/л
приводит к увеличению длительности травления в 2—2,5 раза и значительно ухудшает качество поверхности проволоки.
При биполярном травлении проволока попеременно служит анодом и катодом.