

4.3.2 Установка для механізованого зносостійкого наплавлення самозахисною порошковою стрічкою
Установка «Орбіта-НП-03» дозволяє здійснити механізоване електродугове наплавлення самозахисною порошковою стрічкою. Основні технічні характеристики установки для механізованого зносостійкого наплавлення самозахисною порошковою стрічкою наведені у таблиці 4.2.
Таблиця 4.2 – Основні технічні характеристики установки «Орбіта-НП-03» для механізованого зносостійкого наплавлення самозахисною порошковою стрічкою
№ п/п |
Параметр |
Значення |
1 |
2 |
3 |
1 |
Розміри поверхні, що наплавляється, см |
4030 |
2 |
Положення поверхні, що наплавляється |
горизонтальне нижнє |
3 |
Відхилення поверхні, що наплавляється, від горизонталі |
не більше 3о |
4 |
Висота поверхні, що наплавляється, відносно рівня землі, см |
від 0 до 50 |
5 |
Напруга живлення, В: блока живлення механізму подачі стрічки |
220+22-11 24 |
Продовження таблиці 4.2
1 |
2 |
3 |
6 |
Частота мережі живлення, Гц |
50 ± 1 |
7 |
Споживана потужність, Вт |
не більше 110 |
8 |
Швидкість наплавлення, дм2/хв |
0,7 - 1,2 |
9 |
Швидкість подачі стрічки, см/с |
від 0,5 до 2,5 |
10 |
Маса, кг, не більше: блока живлення без кабелю механізму подачі стрічки з дистанційним пультом управління та кабелями барабанної стійки з барабаном |
5,1
30,0
16,0 |
11 |
Рівень звукового тиску, дБ |
не більше 75 |
12 |
Коефіцієнт середньозмінного завантаження |
0,6 |
13 |
Режим роботи |
двозмінний |
14 |
Габаритні розміри, мм, не більше: блока живлення механізму подачі стрічки з направляючою трубою |
344518447
1700220310 |
15 |
Відстань від осі коліс механізму подачі стрічки до точки наплавлення, мм |
1500 |
16 |
Рекомендоване джерело живлення дуги, марка |
ВДУ–506 |
Основними частинами устаткування для механізованого зносостійкого наплавлення самозахисною порошковою стрічкою є блок живлення, механізм подачі стрічки із встановленим на ньому дистанційним пультом управління, барабанна стійка з барабаном.
Механізм подачі стрічки (рисунок 4.3) складається із:
- електродвигуна приводу 1 з кабелем живлення 2, встановленого на передній стінці редуктора 3;
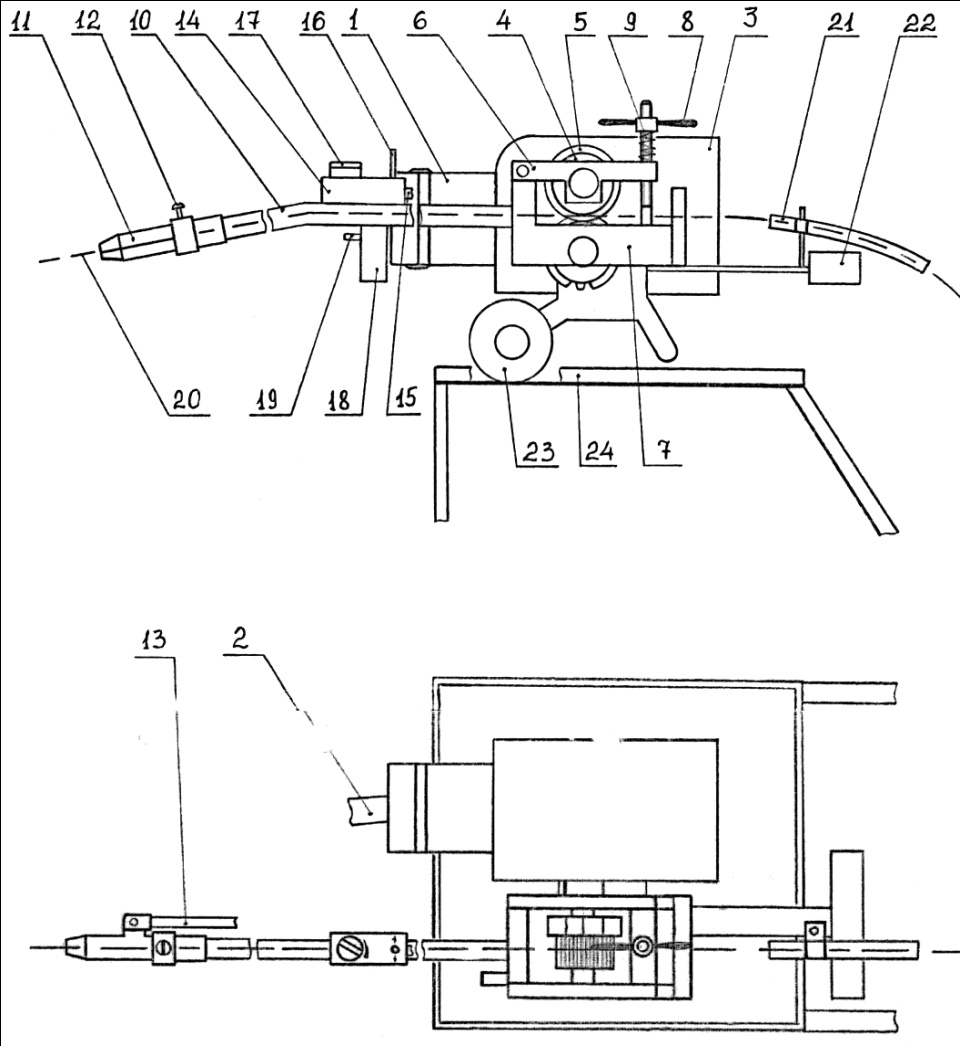
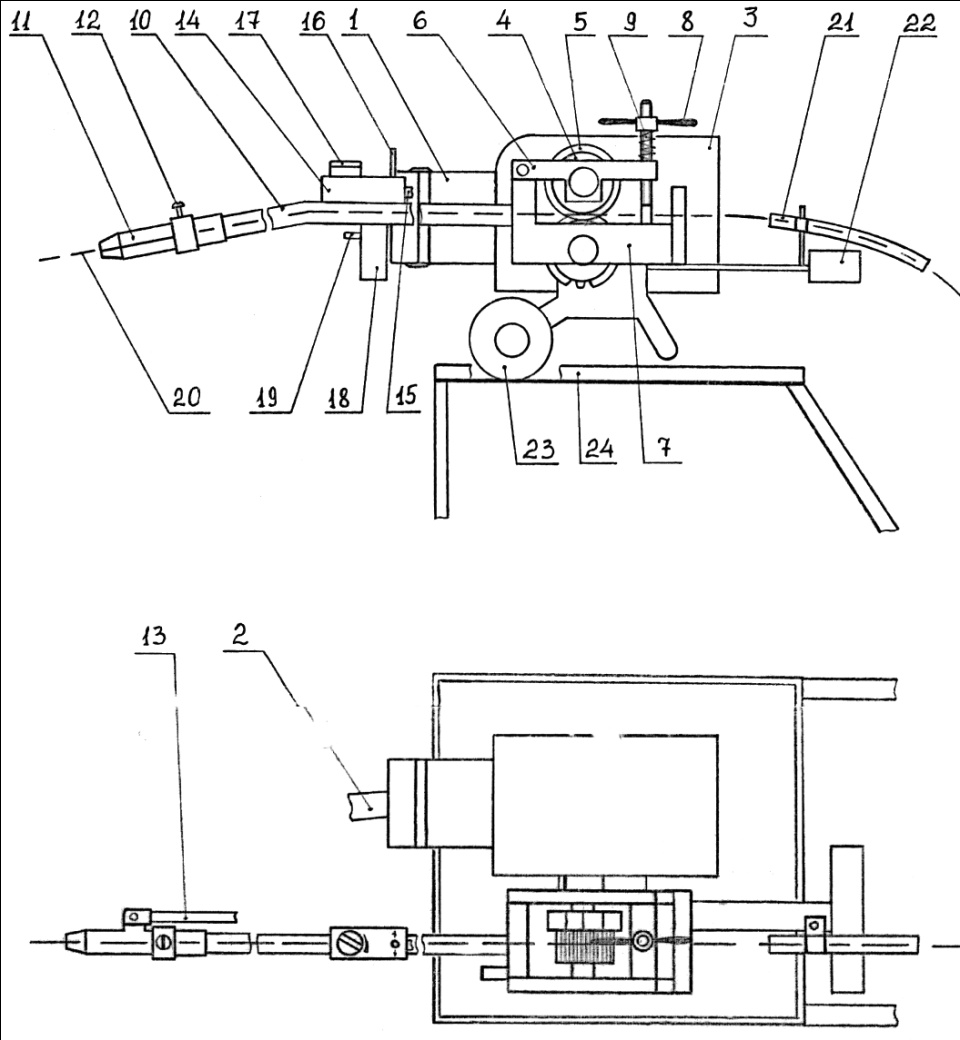
1 Електродвигун; 2 - кабель живлення двигуна; 3 - редуктор; 4 - ведучі ролики; 5 - ведучі шестерні; 6 - рухома рамка;
7 - нерухома рамка; 8 - затискна гайка; 9 - пружина;
10 - направляюча труба; 11 - мундштук; 12 - фіксаторний гвинт; 13 - силовий кабель; 14 - дистанційний пульт управління; 15 - кабель управління; 16 - тумблер перемикання напряму подачі стрічки; 17 - регулятор швидкості подачі стрічки; 18 - ручка; 19 - кнопка ввімкнення подачі стрічки; 20 - стрічка; 21 - направляючий шланг;
22 - контрвага; 23 - колісна пара; 24 - опорний стіл
Рисунок 4.3 – Механізм подачі стрічки
- механізму подачі, куди входять: ведучі ролики 4 з ведучими шестернями 5, встановленими на валах в рухомій 6 та нерухомій 7 рамках. Затискання стрічки між роликами здійснюється за допомогою затискної гайки 8 та пружини 9 за рахунок провертання рамки 6;
- направляючої труби 10, по якій стрічка 20 подається через мундштук 11 в зону наплавлення. Мундштук фіксується в посадочному гнізді на трубі за допомогою гвинта 12. До клеми мундштука прикріплений силовий кабель 13;
- органів керування: дистанційного пульта управління 14 з кабелем 15, на якому розміщений тумблер 16 перемикання напряму подачі стрічки, регулятор швидкості подачі стрічки 17 та регулятор сили зварювального струму (на рисунку не показаний);
- ручки 18 зі встановленою на ній кнопкою 19 ввімкнення подачі стрічки та вимикачем зварювального струму;
- стрічка заходить в механізм подачі через направляючий отвір в задній стінці корпусу із направляючого сталевого шланга 21, виготовленого у вигляді пружини;
- механізм подачі стрічки переміщається по поверхні опорного столу 24 за допомогою колісної пари 23. У випадку, коли проводиться наплавлення у вертикальному положенні напівавтомата, через ізольований від струмопровідних частин шків перекидається сталевий трос, який намотаний на колісну пару і фіксується стопором колісної пари (на рисунку не показані);
- редуктор змащений консистентною змазкою ЦИАТИМ-221 ГОСТ 9433-80.
Бухта порошкової стрічки закріплюється в барабані, який встановлюється на барабанну стійку.
Електрична частина напівавтомата забезпечує:
- ввімкнення та вимкнення зварювального струму;
- перемикання напряму подачі стрічки;
- ввімкнення подачі стрічки;
- плавне безступінчасте регулювання швидкості подачі стрічки та сили зварювального струму.