

3.4 Обладнання, інструменти і матеріали для проведення роботи
3.4.1 Установка для автоматичного електродугового наплавлення УД209.УХЛ4.
3.4.2 Наплавлювальний дріт Нп-25 ГОСТ 10543-82, флюс АН-348А ГОСТ 9087-81.
3.4.3 Взірці деталей, що підлягають наплавленню.
3.4.4 Технічна документація установки УД209.УХЛ4.
3.5 Порядок виконання роботи
3.5.1 Ознайомитися з конструкцією і роботою установки УД209.УХЛ4.
3.5.2 Вивчити будову та принцип дії механізму подачі дроту.
3.5.3 Вивчити будову та принцип дії обертача.
3.5.4 Вивчити будову та принцип дії випрямляча зварювального ВДУ-506.
3.5.5 Вивчити розміщення та призначення елементів пульта управління.
3.5.6 Намалювати ескізи зовнішнього виду установки УД 209.УХЛ4, пульта управління.
3.5.7 Підготувати установку УД209.УХЛ4 до роботи.
3.5.8 Встановити в установці деталі, провести налаштування необхідних технологічних режимів і провести наплавлення.
3.6 Контрольні запитання
3.6.1 Для чого призначена установка УД209.УХЛ4?
3.6.2 Які технологічні можливості установки УД209.УХЛ4?
3.6.3 З яких основних вузлів складається установка УД209.УХЛ4?
3.6.4 Яка будова верстата для наплавлення (зварювання)?
3.6.5 Яка будова та принцип дії обертача?
3.6.6 Яка будова та принцип дії механізму подачі дроту?
3.6.7 Яке призначення елементів пульта управління?
3.6.8 Яка будова та принцип дії джерела живлення – зварювального випрямляча ВДУ-506?
3.6.9 Яка послідовність запуску та зупинки установки УД209.УХЛ4?
3.6.10 Як здійснюється встановлення та регулювання необхідних технологічних режимів наплавлення (зварювання)?
Лабораторна робота № 4 Вивчення конструкції та роботи обладнання для механізованого дугового наплавлення стрічковими порошковими матеріалами
4.1 Мета і завдання роботи
Метою роботи є ознайомлення з обладнанням для механізованого дугового наплавлення стрічковими порошковими матеріалами. Завданням роботи є вивчення будови та роботи вузлів обладнанням для механізованого дугового наплавлення стрічковими порошковими матеріалами, технологічних можливостей, а також отримання практичних навиків його експлуатації.
4.2 Тривалість і місце проведення роботи
Робота проводиться на виробництві в лабораторії ТзОВ МНВЦ "Епсілон ЛТД". Тривалість роботи – 8 години.
4.3 Основні теоретичні положення
Обладнання для механізованого дугового наплавлення стрічковими порошковими матеріалами реалізує новий метод нанесення покриття і призначене для високопродуктивного механізованого електродугового наплавлення зносостійкою самозахисною порошковою стрічкою з поперечним січенням 83 мм плоских та криволінійних поверхонь деталей машин, механізмів та інструменту в умовах промислових підприємств та в польових умовах при температурі навколишнього середовища від -40 до +40о С і відносній вологості повітря до 90 %.
4.3.1 Устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою
Цей метод дозволяє здійснити ручне напівмеханізоване електродугове наплавлення самозахисною порошковою стрічкою. Основні технічні характеристики устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою наведені у таблиці 4.1.
Таблиця 4.1 – Основні технічні характеристики устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою
№ п/п |
Параметр |
Значення |
1 |
Положення поверхні, що наплавляється |
горизонтальне нижнє |
2 |
Відхилення поверхні від горизонталі |
не більше 10о. |
3 |
Швидкість наплавлення, дм2/хв |
0,5 |
4 |
Сила струму, А |
не більше 400 |
5 |
Маса, кг не більше: - трубчатого держака з кабелем; - барабанної стійки з барабаном |
2
16 |
6 |
Габаритні розміри, мм не більше: - трубчатого держака - барабанної стійки з барабаном |
300150100
1500500500 |
7 |
Довжина кабеля, м |
2,0 |
8 |
Рекомендоване джерело живлення |
ВДУ-506, ВДУ-304 |
Основними частинами устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою є спеціальний трубчатий тримач, барабанна стійка з барабаном та джерело живлення зварювальним струмом.
Спеціальний трубчатий тримач (рисунок 4.1) складається із:
- направляючої труби 1, покритої гумовим ізолятором 2, по якій порошкова стрічка подається через мундштук 3 в зону наплавлення;
- хомута 4, до якого за допомогою стяжного болта 5 кріпиться клема силового кабеля 6. Хомут 4 служить як для підводу струму, так і для фіксації мундштука 3 в трубі 1;
- ручки 7, призначеної для утримування тримача під час наплавлення;
- захисного щитка 11, який захищає руку працюючого від бризок розплавленого металу та теплового випромінювання дуги під час наплавлення;
- двох стяжних болтів 9 та хомута 8, за допомогою яких ручка 7 та захисний щиток 11 кріпляться на трубі;
- ізоляційної стрічки 10, за допомогою якої силовий кабель 6 фіксується на трубі.
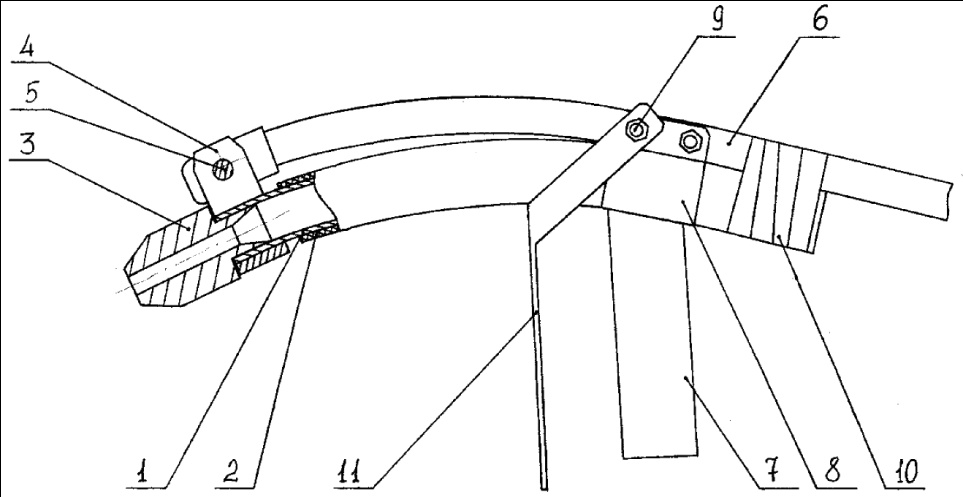
Рисунок 4.1 – Трубчатий тримач для напівмеханізованого наплавлення порошковою стрічкою
Схема підключення устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою наведена на рисунку 4.2.
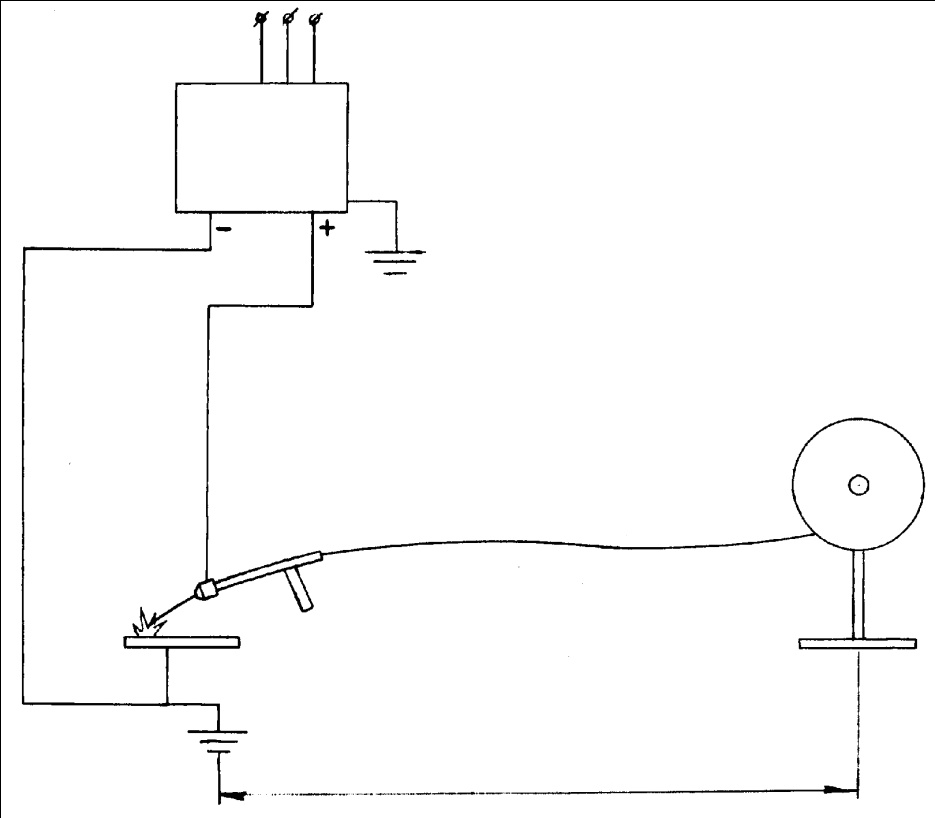
ВДУ-506
~ 380 В
Барабанна стійка з барабаном
Тримач
Порошкова стрічка
1,5 – 2,0 м
Джерело живлення
Деталь
Рисунок 4.2 – Схема підключення устаткування для напівмеханізованого зносостійкого наплавлення самозахисною порошковою стрічкою
Бухта зі стрічкою для наплавлення встановлюється в барабані. Подача стрічки в зону наплавлення здійснюється вручну.
Тримач може виготовлятися в двох варіантах:
- варіант 1 (зображений на рисунку 4.1), призначений для наплавлення легкодоступних поверхонь;
варіант 2 (від варіанту 1 відрізняється відсутністю ручки 7, захисного щитка 11, хомута 8 зі стяжними болтами 9 та більшою довжиною направляючої трубки 1), призначений для наплавлення поверхонь в вузьких труднодоступних місцях.