

1.4 Обладнання, інструменти і матеріали для проведення роботи
1.4.1 Установка для дробоструменевої обробки періодичної дії з ручним управлінням.
1.4.2 Сталевий і чавунний дріб ГОСТ 11964-81 марки ДНК, ДСК, ДР номеру 0,3 - 0,8.
1.4.3 Взірці деталей, що підлягають обробці.
1.4.4 Технічна документація установки для дробоструменевої обробки.
1.5 Порядок виконання роботи
1.5.1 Ознайомитися з будовою установки для дробоструменевої обробки.
1.5.2 Замалювати схему камери і пістолета та схему обробки деталі.
1.5.3 Підготувати установку до роботи.
1.5.4 Встановити взірці деталей у камеру установки і провести їх оброку.
1.5.5 Використовуючи схему камери, прослідкувати шлях руху повітря і дробу при роботі установки.
1.5.6 Визначити найбільш зношувані елементи пістолета, замалювати їх ескізи і рекомендувати матеріал для їх виготовлення.
1.6 Контрольні запитання
1.6.1 В чому полягає суть дробоструменевого наклепування?
1.6.2 Для чого призначена дробоструменева установка?
1.6.3 З яких елементів складається дробоструменева установка?
1.6.4 Які основні технічні характеристики дробоструменевої установки?
1.6.5 З яких частин складається дробоструменева камера і для чого вони призначені?
1.6.6 Яка будова і принцип дії пістолета?
1.6.7 Яке призначення і будова дзвона?
1.6.8 Яке призначення і будова вентиляційного короба?
1.6.9 Яке призначення і будова циклона?
1.6.10 Яка послідовність технологічного процесу дробоструменевої обробки деталей?
Лабораторна робота № 3 Вивчення конструкції та роботи установки уд209.Ухл4 для дугового наплавлення
3.1 Мета і завдання роботи
Метою роботи є ознайомлення з обладнанням для автоматичного електродугового наплавлення. Завданням роботи є вивчення будови та роботи вузлів та агрегатів установки УД209.УХЛ4, технологічних можливостей, а також отримання практичних навиків її експлуатації.
3.2 Тривалість і місце проведення роботи
Робота виконується у лабораторіях кафедри зносостійкості та відновлення деталей. Тривалість роботи – 8 години.
3.3 Основні теоретичні положення
Установка УД209.УХЛ4 призначена для автоматичного електродугового наплавлення плавким електродом. Наплавлення проводиться методом гвинтового або прямолінійного накладання шва на поверхню деталі.
Установка забезпечує такі види наплавлювальних робіт:
наплавлення циліндричних деталей по спіралі з відповідним кроком;
наплавлення циліндричних деталей з коливанням електроду на ширину наплавленої поверхні до 60 мм;
лінійне наплавлення;
наплавлення конусних поверхонь;
зварювання деталей з утворенням кільцевих та повздовжніх швів.
Технічні характеристика установки УД209.УХЛ4 наведено в таблиці 3.1
Установка складається з верстата для наплавлення та випрямляча зварювального ВДУ – 506.
Верстат для наплавлення призначений для встановлення, фіксування та переміщення деталі, що наплавляється (зварюється), подачі електродного дроту в зону наплавлення та переміщення, а також за необхідностю приведення його в коливальний рух.
Таблиця 3.1 – Технічні характеристики установки УД209.УХЛ4
Назва параметрів |
Значення |
1. Розміри деталей, що наплавляються, мм: - діаметр; - довжина |
25-360 100-800 |
2. Маса деталі, що наплавляється, кг не більше |
200 |
3. Діаметр електродного дроту, мм: - суцільного; - порошкового |
1,2-2,0 2,0-3,2 |
4. Номінальний зварювальний струм при наплавленні, А: - суцільним дротом; - порошковим дротом |
до 200 до 500 |
5. Швидкість подачі електроду, м/год (регулювання ступінчате) |
100-350 |
6. Частота обертання шпінделя, хв-1 |
0,06 - 6,58 |
7. Крок наплавлення, мм |
2,8 - 12,8 |
8. Амплітуда коливання електрода, мм |
0 - 60 |
9. Вертикальне переміщення електрода від осі шпінделя, мм |
250±5 |
10. Швидкість вертикального переміщення електрода, м/хв |
0,34 |
11. Зміщення електрода з “зеніту”, мм |
0 - 30 |
Верстат для наплавлення (рисунок 3.1) складається з таких основних вузлів: станини 1, каретки 5, обертача 2, механізму подачі 6, мундштука 4, пінолі 8, відсмоктувача газу 7, пульта управління 3.
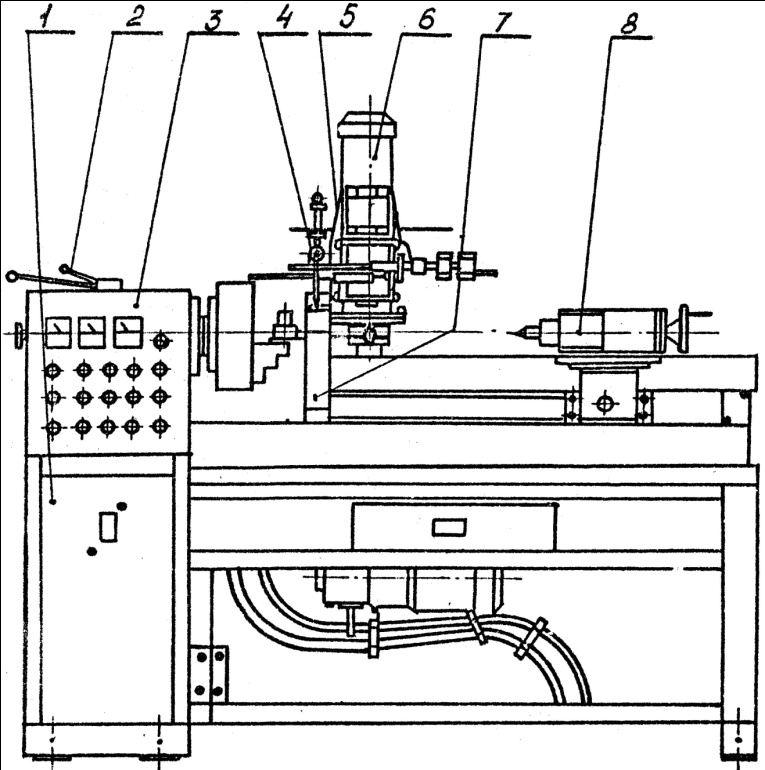
Рисунок 3.1 – Верстат для наплавлення (зварювання) установки УД209.УХЛ4
Станина 1 являє собою сталеву конструкцію з швелерів, кутників і листової сталі. На станині верстату встановлені всі вузли і механізми. В тумбі станини розміщені панелі електрообладнання.
Каретка 5 встановлена на станині верстату і являє собою плиту, на якій закріплені ролики, верхні – на нерухомих осях і нижні, які мають пристрій, що підтискає їх до направляючих станини. На корпусі каретки кріпиться механізм піднімання зварювальної головки.
Механізм подачі 6 служить для подачі електродного дроту через мундштук 4 в зону наплавлення. Механізм подачі встановлений на каретці і складається з електродвигуна і черв’ячного редуктора. Механізм подачі електроду виконаний разом з коливальним пристроєм мундштука і забезпечує одночасну подачу і коливання електрода. Регулювання швидкості подачі електродного дроту здійснюється за допомогою змінних шестерен.
Мундштук 4 встановлений на механізмі подачі і виготовлений з мідної і стальної пластин, які припаяні до наконечника з однієї сторони і до приєднувальної втулки з іншої сторони. Між пластинами мундштука проходить спіраль, яка є направляючою для електродного дроту.
Обертач 2 встановлений на станині верстату і являє собою зварний корпус, в якому закріплені підшипникові вузли з валами. Він призначений для обертання деталі, а також для синхронного переміщення каретки за допомогою ходового гвинта при деяких видах наплавлення. Приєднувальний фланець шпинделя обертача призначений для встановлення токарного патрона або перехідної плити для різних оправок.
Привод обертача здійснюється через клинопасову передачу і стандартний черв’ячний редуктор від тиристорного електродвигуна. На передній стінці корпуса закріплена таблиця для настроювання режимів наплавлення.
Піноль 8 консольно закріплена на станині верстату і призначена для підтиснення деталі, що наплавляється. Піноль переміщається вручну і закріплюється гвинтовим затискачем в необхідному положенні. Піноль має тепловий компенсатор.
Газовідсос 7 встановлений на кронштейні на каретці і призначений для видалення газів та аерозолів, які утворюються із зони наплавлення.
Пульт управління 3 виконаний у вигляді панелі (рисунок 3.2) і розташований на станині верстата. На пульті встановлені амперметр 1 і вольтметр 2 для контролю за силою струму і напругою дуги, а також вольтметр 3 зі шкалою відградуйованою для визначення чисел обертів шпінделя. На пульті встановлені також елементи управління з умовними позначеннями, зображеними в таблиці 3.2.
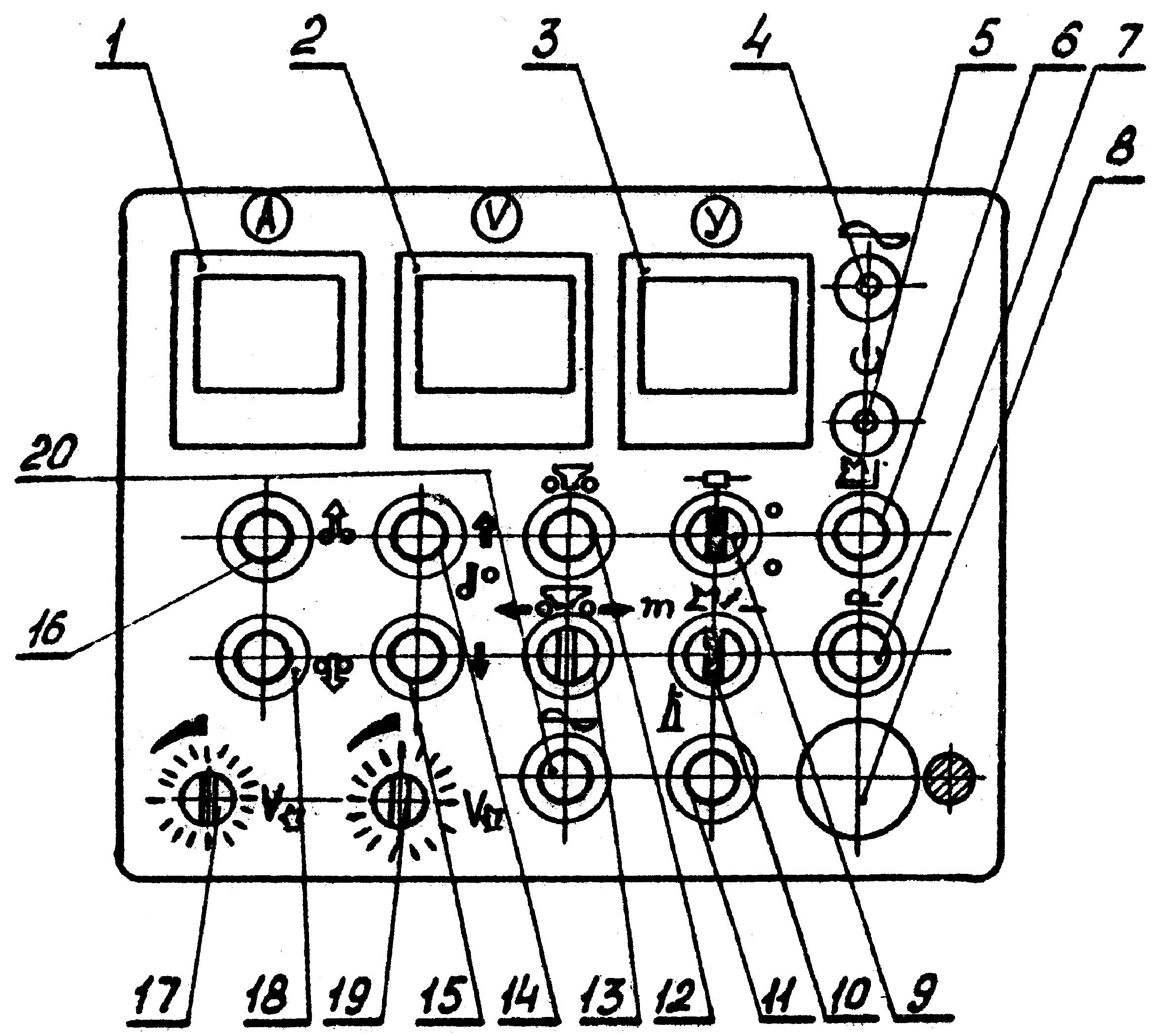
Рисунок 3.2 – Пульт управління установки УД209.УХЛ4
Таблиця 3.2 – Умовні позначення елементів управління
Елемент на пульті |
Умовне позначення |
Зміст позначення |
1 |
2 |
3 |
4 - сигнальна лампа |
|
напруга подана |
5 - сигнальна лампа |
|
готово до зварювання |
6 - кнопка |
|
пуск зварювання |
7 - кнопка |
|
стоп зварювання |
8 - кнопка |
|
стоп аварійно |
9 - перемикач |
|
підігрів газу |
10 - перемикач |
|
спірально-поздовжнє наплавлення |
Продовження таблиці 3.2
1 |
2 |
3 |
11 - кнопка |
|
газ |
12 - кнопка |
|
каретка ввімкнена |
13 - перемикач |
|
каретка вправо-вліво |
14 - кнопка |
|
переміщення механізму подачі вверх |
15 - кнопка |
|
переміщення механізму подачі вниз |
16 - кнопка |
|
електрод вверх |
17 - резистор |
|
встановлення частоти обертання шпінделя |
18 - кнопка |
|
електрод вниз |
19 - резистор |
|
регулювання зварювальної напруги |