

Міністерство освіти і науки України
ІФНТУНГ
Кафедра зносостійкості та
відновлення деталей
Звіт
по лабораторних роботах
з дисципліни “Основи процесів зварювання та наплавлення”
Виконав:
ст.гр. ТВ-10-1
Андріїв А.Р.
Перевірив:
Пилипченко О.В.
Івано-Франківськ
2014 рік
Лабораторна робота № 1
Вивчення конструкції та роботи обладнання для дробоструменевої обробки
1.1 Мета і завдання роботи
Метою роботи є ознайомлення з конструкцією і будовою обладнання для дробоструменевої обробки. Завданням роботи є вивчення будови та роботи вузлів установки для дробоструменевої обробки періодичної дії з ручним управлінням моделі 44612, вивчення її технологічних можливостей, а також отримання практичних навиків її експлуатації.
1.2 Тривалість і місце проведення роботи
Робота виконується у лабораторіях кафедри зносостійкості та відновлення деталей. Тривалість роботи – 4 години.
1.3 Основні теоретичні положення
У промисловості широко розповсюджено обдування сталевим або чавунним дробом в дробометах. Така обробка проводиться з метою зміцнення деталей поверхневою пластичною деформацією. Зміцнення деталей поверхневою пластичною деформацією шляхом обдування їх сталевим або чавунним дробом називається дробоструменевим наклепуванням. Суть його полягає в тому, що дріб, який вилітає з сопла дробомета з визначеною швидкістю, вдаряється до поверхні деталі і викликає пластичну деформацію.
Обдування деталей сталевим або чавунним дробом проводиться також з метою очищення та підготовки поверхні деталі до наступної обробки. Очищення деталей і їх поверхневе пластичне деформування виконується в спеціальних камерах.
Камера очисна дробоструменева періодичної дії з ручним керуванням моделі 44612 призначена для очищення злитків, поковок, штамповок і термічно оброблених деталей з чорних металів від окалини і оксидної плівки в ремонтних, інструментальних, термічних та інших цехах. Камера може бути використана для очищення довгих деталей типу валу, стрічки, труби. Технічні характеристики установки наведені в таблиці 1.1.
Таблиця 1.1 – Технічні характеристики установки для дробоструменевої обробки
Назва параметрів |
Значення |
1.Найбільші габаритні розміри деталі, яка очищається, мм, не більше: довжина ширина висота |
500 500 300 |
2. Найбільша маса деталі, кг |
15 |
3. Максимальний діаметр перерізу довгих деталей, мм |
150 |
4. Продуктивність очищення, см2/хв (поверхня з окалиною після прокатування матеріал Ст3 ГОСТ 380-71) |
240 |
5. Споживана потужність, кВт |
0,12 |
6. Тиск повітря, МПа |
0,5 - 0,6 |
7. Витрата повітря, м3/хв. |
4,0 |
8. Управління камерою |
ручне |
9. Матеріал, який використовується в камері |
дріб за ГОСТ 11964-81 марки Д4К, ДСК, ДС8 номеру 0,3 - 0,8 |
10. Габаритні розміри камери, мм: довжина ширина висота |
2400 1725 1942 |
11. Маса камери, кг |
750 |
До складу установки дробоструменевої обробки, зображеної на рисунку 1.1, входять: клапан запірний 1, камера 2, засувка 3, циклон 4, педаль 5, трубопровід 6, пістолет 7, світильник 8, дзвін 9, пістолетотримач 10. Корпус камери 2 виготовлений з листового і профільного прокату. В верхній частині камери знаходиться робоча зона з двоканальним ежекційним пістолетом 7, пістолетотримач 10, стіл з отворами, на якому проводиться обробка деталей, вентиляційний короб для відбирання забрудненого повітря від робочого столу. Завантаження і вивантаження деталей виконується через бокові люки. Для спостереження за ходом очищення на передній панелі камер є оглядове вікно. Поряд розміщений манометр надлишкового тиску повітря в системі трубопроводу. Руки оператора від дії абразиву захищають нарукавники з прогумованої тканини і діелектричні гумові рукавиці ТУ 38-105.-504-72.
У нижній частині корпусу розміщений бункер для зберігання очищеного абразиву. Над бункером встановлено каскад для очищення абразиву від пилу і дрібних частинок. Каскад складається з трьох похилих паралельно розміщених листів-ґраток. Абразив пересипається через стіл-ґратку в бункер, послідовно попадаючи на кожен з листів-ґраток, де і відбувається відокремлення дрібних фракцій від абразиву.
На днищі бункера є засувка, через яку можна видалити зношений абразив. На рамі в нижній частині камери змонтовано педаль управління 5 роботою пістолета 7.
Трубопровід 6 призначений для підведення стиснутого повітря до пістолета 7 від цехової магістралі або компресора.
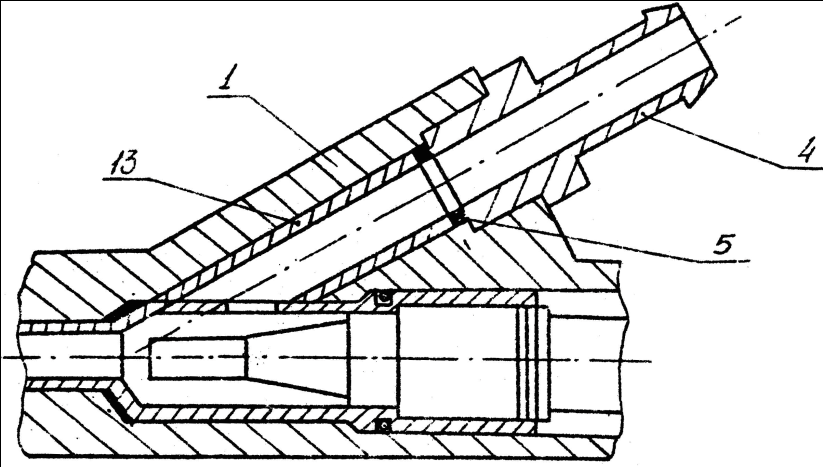
Пістолет 7 (рисунок 1.2) призначений для надання напрямку абразиву і збільшенню його швидкості за допомогою стиснутого повітря. Пістолет складається з корпусу, до якого приєднані два гумових рукави для подачі абразиву з нижнього бункера і рукав для подачі стиснутого повітря. При повертанні педалі на 90º стиснуте повітря з цехової магістралі через крани надходить в пістолет. Тиск повітря 0,5 - 0,6 МПа фіксується манометром. При обробці поверхонь рекомендується віддаль до поверхні деталі 70 - 80 мм, кут нахилу струменя 50 - 60º.
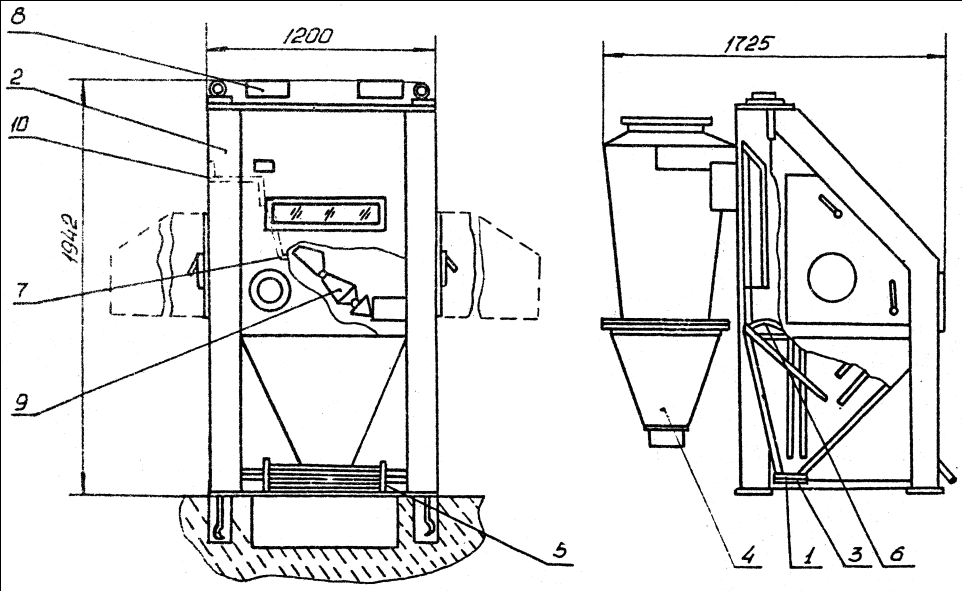
Рисунок 1.1 – Установка дробоструменевої обробки
Дзвін 9 виконаний у вигляді зрізаного конуса, в корпусі якого є отвори для висипання дробу і продуктів очистки. При обробці дзвін з деталлю обертається рукою. Дзвін встановлено на внутрішній стінці правого люка камери.
Педаль 5 приводить в дію крани подачі стиснутого повітря. Стиснуте повітря поступає в пістолет, захоплюючи з собою абразив з бункера і з великою швидкістю викидає його на поверхню деталі. При повертанні педалі 5 на 90º доступ стиснутого повітря в пістолет припиняється. Всередині камери є короб вентиляційний для відбирання повітря від робочого столу і короб для відбирання повітря з нижнього бункера. Для регулювання обсягу повітря, яке відбирається, на задній стінці камери є засувка. Хід засувки становить 70 мм. За допомогою гайки засувкою можна змінювати площу отвору, через який відбирається повітря.

а
б
1 – корпус; 2 – сопло; 3, 10 – гайка накидна; 5, 12 – ущільнення;
6 – повітряне сопло; 7– заглушка; 8 – гвинт притискний;
9 – перехідник; 4, 11 – штуцер; 13 – зносостійка втулка
Рисунок 1.2 – Пістолет дробоструменевий (а);
вузол відсмоктування дробу пістолета (б)
Циклон 4 призначений для очищення повітря від пилу і металевих дрібних частинок. В нижній частині циклона є затвор з противагою, через який пил і металеві частинки висипаються в цехову тару. У верхній частині циклона є фланець для приєднання камери до цехової вентиляції.
Електрообладнання камери призначено для освітлення робочої зони камери і складається з двох світильників, розміщених на стелі, вмикання і вимикання яких здійснюється автоматичним вимикачем.
Деталі, які підлягають обробці, розміщають на столі-ґратці. Завантаження деталей проводять через бокові люки. Після завантаження люки закривають. Натиском на педаль 5 підводять стиснуте повітря до пістолета. Обробка відбувається шляхом дії на деталь струменю дробу. Для зручності обробки деталей пістолет встановлюють в пістолетотримачі 10. Оброблені деталі складають в бункер-накопичувач. Відпрацьований дріб з продуктами обробки через отвори в столі-ґратці попадає на каскад нижнього бункера, де проходить очищення. Дрібні частинки і пил відбираються повітрям вентиляційної системи. Їх відокремлення відбувається в циклоні 4, який встановлено позаду задньої стінки камери. Очищений дріб знову використовують для обробки деталей. Після закінчення обробки деталей припиняється подача повітря в пістолет і деталі виймаються з камери.