

6.3.3. Клеевые соединения
В металлическом судостроении склеивание еще не получило достаточно широкого применения. Склеивание используют лишь в отдельных случаях: при соединении листов обшивки надстроек; при изготовлении воздушных ящиков и вентиляционных каналов; бесфланцевых соединениях металлических труб; при креплении предметов насыщения и дельных вещей; при изготовлении конструкций малых судов.
Ограниченное применение клеевых соединений при изготовлении метал-лических судовых конструкций объясняется тем, что практически не создан клей, который удовлетворял бы всем предъявляемым к нему требованиям и обеспечивал бы необходимую прочность при возможно большей толщине клеевой пленки, что позволило бы существенно упростить технологический процесс склейки.
Ассортимент клеев, применяемых для соединения деталей металлических корпусных конструкций весьма разнообразен. В зависимости от температуры воздуха, при которой происходит склеивание, клеи разделяют на клеи холод-
151
ного отверждения (ЭД-5, ЭД-6, К-150, К-153 – эпоксидные и 88Н, ВК9, К17, ЛК-1) и клеи горячего отверждения (БФ-2, БФ-4, ВС-10Т, ВС-10М, ФЛ-4, ВК-32-Эм и др.).
В судостроении более перспективны клеи холодного отверждения. Однако при обеспечении более высоких механических качеств, большей надежности в условиях влажности, высоких температур и т.д. может оказаться целесообразным применение клеев горячего отверждения.
В соответствии с механизмов отверждения клеи подразделяют на три класса: полимеризирующиеся; термопластические; клеящие растворы. Каждый из клеев имеют свои положительные и отрицательные качества ограничи-вающие область их применения.
Прочность клеевых соединений металлических конструкций зависит не только от марки клея, но и от ряда конструктивных и технологических факто-ров, а также свойств склеиваемых металлов. Конструктивные факторы – тип соединения, толщина склеиваемых деталей, ширина перекроя и др. Техноло-гические – тщательность подгонки и обработки склеиваемых поверхностей, соблюдение режима склеивания и т.д. Склеивание деталей тонколистовых металлических конструкций обеспечивает ряд преимуществ по сравнению с другими видами соединений: оно позволяет снизить вес; повысить предел усталости, упростить изготовление конструкций и уход за ними; уменьшить трудоемкость изготовления; исключить возможность возникновения гальвани-ческих пар; использовать более рациональные типы конструкций.
П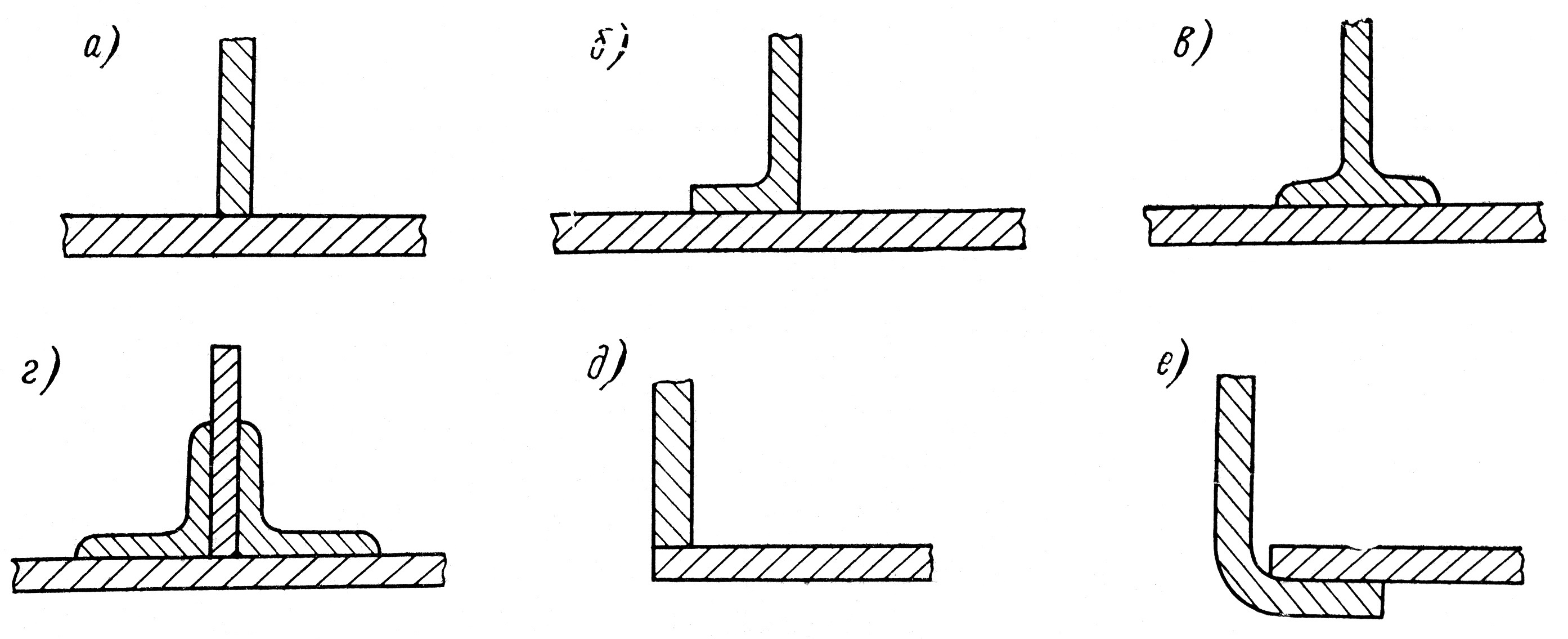 ри
склеивании судовых металлических
конструкций используются ши-роко
известные типы стыковых, угловых и
тавровых соединений (рис.6.2 и 6.3).
ри
склеивании судовых металлических
конструкций используются ши-роко
известные типы стыковых, угловых и
тавровых соединений (рис.6.2 и 6.3).
Рис.6.2. Угловые
соединения: а – тавро-вое; б – тавровое
с односторонней пол-кой; в – тавровое
с двухсторонней пол-кой; г – тавровое
с угольниками; д – со-единение в угол;
е – в угол с фланжиров-кой одной детали
152
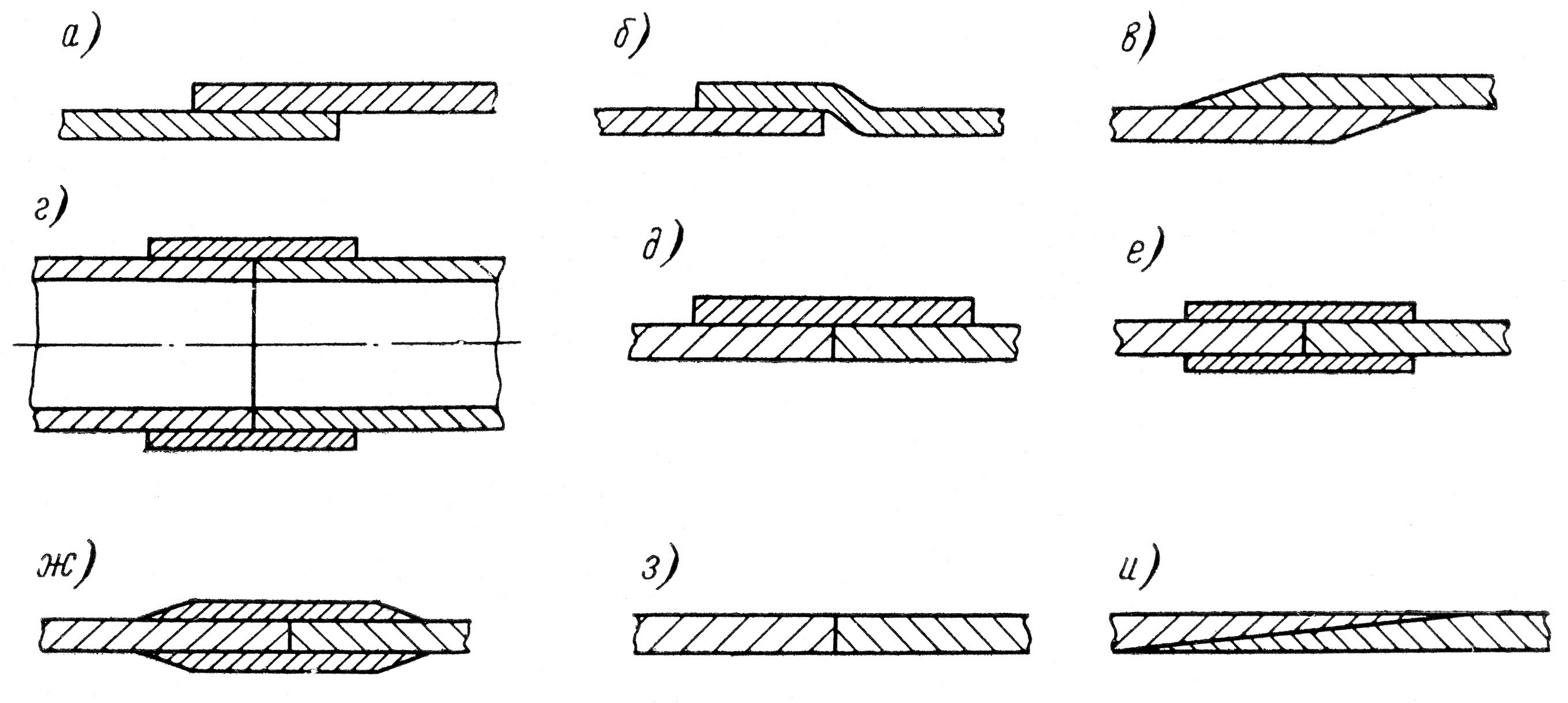
Рис.6.3. Стыковые
соединения: а – внакрой; б – внакрой с
высад-кой кромки; в – внакрой со скосом
кромки; г – коксеальная; д – на
односторонней накладке; е – на
двухсторонних накладках; ж – на
двухсторонних накладках со скошенными
кромками; з – встык;
и – на ус