

6.3.2. Заклепочные соединения
Заклепочные соединения в малом судостроении применяется в ограниченных случаях: при изготовлении конструкций не допускающих сварку (например из сплавов типа дюралюминия); тонкостенных конструкций, в которых возникают большие деформации после сварки; для соединения с другими материалами, не допускающие соединение сваркой.
Заклепочные соединения подразделяются:
– по виду склепываемых деталей (соединения листов, профилей, профилей с листами, листов и профилей с поковками и штамповками);
– по назначению шва (прочные, плотные и прочно-плотные);
– по
типу закладных головок (полукруглой,
плоской, потайной и т.п.).
по
типу закладных головок (полукруглой,
плоской, потайной и т.п.).
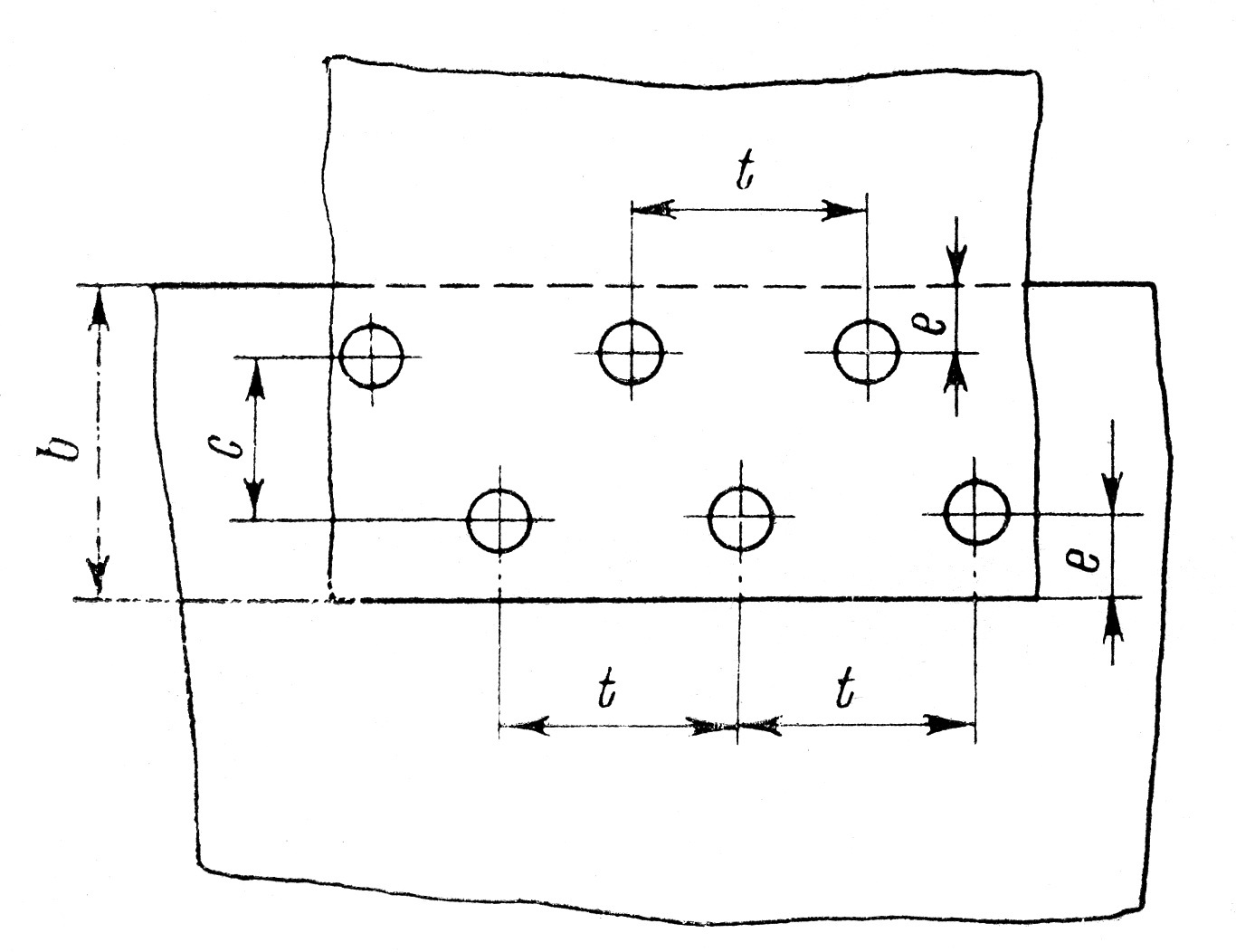
Основными элементами закле-почных соединений являются: диаметр заклепок; число рядов; расстояние меж-ду рядами; шаг заклепок; отстояние от края листа; перекрой (рис.6.1).
Рис.6.1. Элементы
заклепочных соединений
149
Исходной величиной для определения элементов заклепочного соедине-ния служит расчетная толщина соединяемых деталей:
– при склепывании листов за расчетную принимают толщину более тонкого;
– при склепывании листов с профилями – среднее арифметическое толщин.
Клепка соединений выполняется прессовым способом – на стационарных или переносных прессах, а также ударным способом – пневматическими клепаными молотками.
Марка материала для заклепок выбирается в зависимости от материала соединяемых деталей: для соединения деталей из термически упрочняемых алюминиевых сплавов применяются заклепки из сплавов В65 и Д18П; для соединения деталей из термически не упрочняемых алюминиевых сплавов применяются заклепки из сплава АМг5П, если диаметр заклепок до 10 мм и из сплава АМг5, если диаметр более 10 мм; для соединения стальных деталей, а также стали и алюминиевых сплавов применяются заклепки из стали Ст2.
Перед сборкой под клепку сопрягаемые поверхности должны быть очищены и загрунтованы. Заключенные отверстия грунтуются непосредственно перед клепкой. Заклепки из алюминиевых сплавов оксидируются, а стальные кадмируются.
Для обеспечения плотного соединения склепываемых деталей перед началом клепки их обжимают сборочными болтами, снимаемыми в процессе клепки по мере установки заклепок.
В плотных, прочно-плотных, а также в соединения из разнородных металлов применяются прокладки, материал для которых выбирается с учетом температурных воздействий на соединение: тиоколовые – для температуры не более 50оС; паронитовые и поллизобутиленовые – более 50оС.
При соединении деталей из материалов различной толщины или
150
прочности, клепку выполняют со стороны более толстого или более прочного материала.
Контроль качества клепанных соединений сводится в внешнему осмотру и замерам, при этом оценивают: состояние поверхностей соединяемых деталей до и после клепки; правильность расположения отверстий; их диаметры; форму и размеры раззенкованных гнезд; соответствие заклепок; состояние анти-коррозионной защиты; плотность прилегания склепываемых деталей.
При одновременном применении сварных и клепанных соединений, клепка должна выполняться после сварки, т.к. прогрев металла после сварки и последующая усадка сварных швов приведут к нарушению качества клепанных соединений.