

2.9. Наружная и внутренняя очистка поверхностей нагрева
2.9.1. Наружная очистка радиационных поверхностей нагрева
Наиболее распространены очистка радиационных поверхностей нагрева перегретым паром (особенно на старых станциях с пылеугольным сжиганием твердого топлива), который вводится в топку обдувочным аппаратами.
Для этого используются аппараты ОМ-0,35 (ОПР-5) рис. 62.
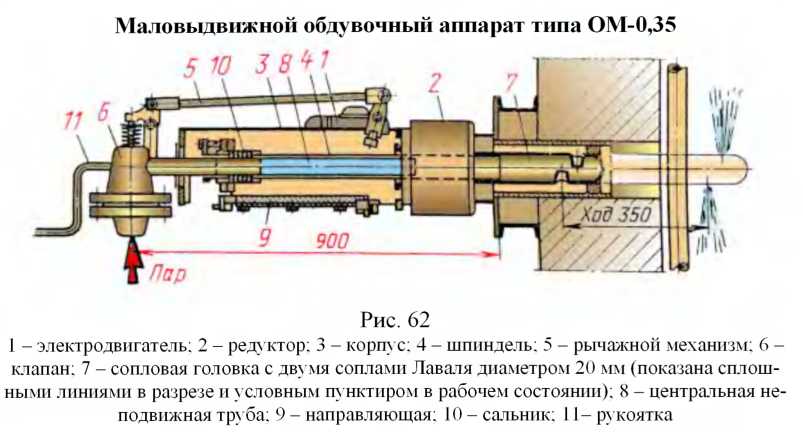
Когда шпиндель и сопловая головка перемещается так, что сопла оказываются выдвинутыми в топку, особый выступ на шпинделе перемещает рычажный механизм, под действием которого открывается клапан и в аппарат подается пар или воздух.
При работе обдувочного аппарата мигает сигнальная лампочка на тепловом щите.
После совершения сопловой головкой установленного при наладке числа оборотов система управления автоматически обеспечивает возвращение сопловой головки в первоначальное положение и одновременно включает другой обдувочный аппарат.
Пар должен иметь давление перед клапаном от 13 до 40 кгм/см2 и температуру до 350 °С. Такое же давление должен иметь воздух.
Радиус действия аппарата при работе на паре в 40 кгс/см2 равен около 3-х метров.
Каждая стена топочной камеры оборудуется большим количеством аппаратов (рис. 63).
Их поочередной пуск в работу осуществляется, как правило, автоматически. Промежуток времени между отдельными обдувками устанавливается
различным на отдельных электростанциях (от одного раза в стуки до 2—3 раз в смену).
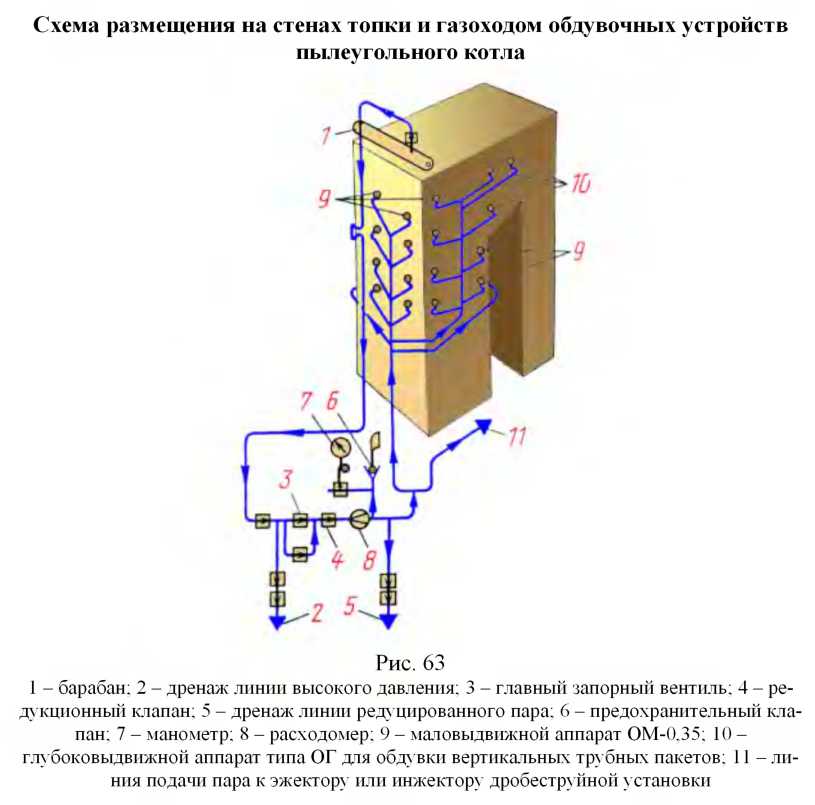
График обдувки должен строго соблюдаться, поскольку большие шлаковые отложения паровая обдувка удалять не может.
Наиболее эффективно крупные шлаковые образования удаляются струей воды, которая подается обычно через пику с наконечником, перемещаемую вручную.
2.9.2. Наружная очистка вертикальных трубных пакетов
Для этого используются несколько модификаций глубоковыдвижных обдувочных аппаратов, действующих по тому же принципу, что и аппараты для обдувки радиационных поверхностей нагрева.
Обдувка производится либо насыщенным или перегретым паром давлением от 13 до 40 кгс/см2 с температурой до 350 °С, либо воздухом давлением от 20 до 30 кгс/см2.
Несущая балка (рис. 64) глубоковидвижного аппарата прикрепляется в нескольких местах по длине к различным опорным конструкциям .
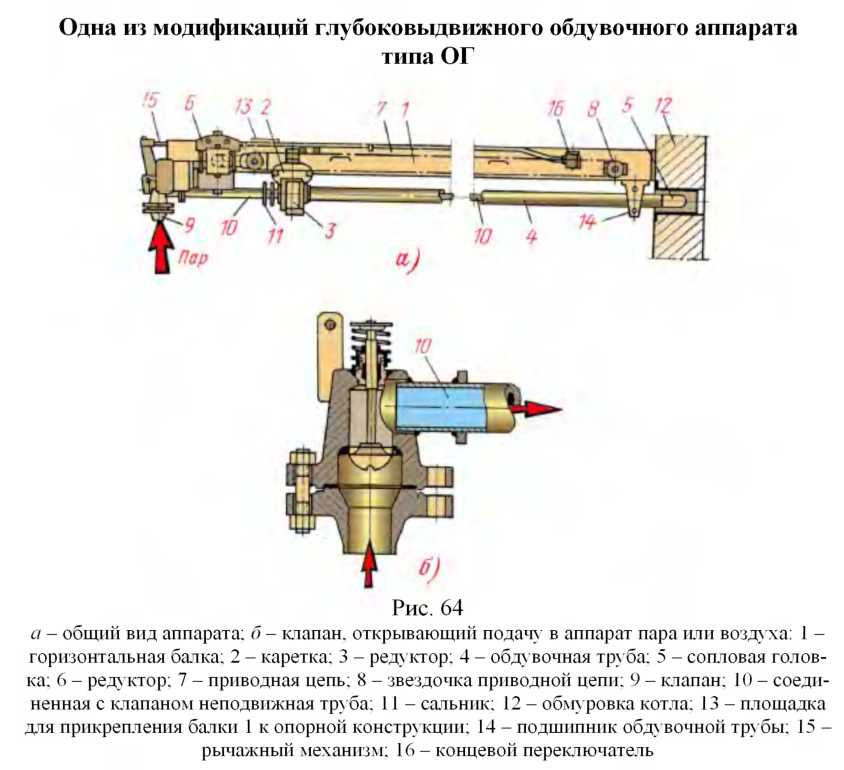
В отдельных модификациях концы балки прикрепляют к рамам обшивочных щитов двух соседних одинаковых котлов. В этом случае к одной несущей балке крепятся два аппарата, очищающие поверхности нагрева в обоих котлах.
По нижней (а в некоторых модификациях аппарата - по верхней) полке несущей балки перемещается каретка, к которой прикреплены обдувочная труба с сопловой головкой и другие подвижные элементы аппарата.
При своем движении каретка задевает рычажный механизм, который опускает тарелку клапана и открывает подачу пара или воздуха в аппарат.
Из клапана пар или воздух движется по горизонтальной неподвижной трубе, конец которой находится внутри выдвижной обдувочной трубы. Место
сопряжения обеих труб уплотнено сальником. Пар выходит из сопловой головки, через сопла Лаваля диаметром 16 мм.
Редуктор 3 обеспечивает вращательное движение сопловой головки, и выходящей из нее пар обдувает поверхности нагрева по всему поперечному сечению.
Редуктор 5 сообщает через приводную цепь поступательное движение каретке и соединенным с ней выдвижным элементам обдувочного аппарата.
После их выдвижения внутрь газохода на назначенное расстояние каретка задевает концевой переключатель, который обеспечивает перемещение выдвижных элементов в обратном направлении и одновременно включает следующий обдувочный аппарат.
При выходе сопловой головки из газохода подача в нее пара автоматически прекращается.
Вибрационные устройства. На отдельных пылеугольных электростанциях конвективные поверхности нагрева котлов очищают от летучей золы с помощью вибрационных устройств.
При быстром многократном перемещении труб на небольшое расстояние (вибрации) с их поверхности осыпаются неплотные отложения золы.
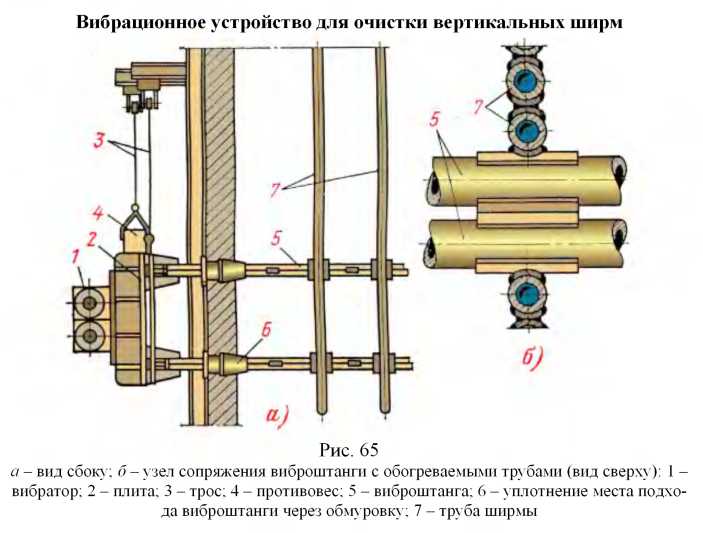
Колебательные движения возникают в вибраторе, свободно висящем на тросе, к другому концу которого прикреплен противовес (рис. 65). Вибрация передается виброштангам, проходящим сквозь обмуровку котла и приваренным к трубам ширм или вертикальных трубных пакетов. При очистке горизонтальных пакетов виброштанги приваривают к опорным стойкам.
При такой конструкции вибрация почти не передается на каркас, обмуровку и другие элементы котла.
Очистка в зависимости от местных условий производится от 1 до 4 раз в сутки. Каждая очистка длится до 20 сек.
Газоимпульсная очистка. В связи с увеличением газомазутных электростанций в последние годы стала использоваться газоимпульсная очистка конвективных поверхностей нагрева.
Процесс очистки осуществляется ударной волной (после микровзрыва) генерируемой при нестационарном истечении продуктов сгорания (в результате микровзрыва) из сопел, которые распространяясь в пакете, оказывают вибрационное воздействие на конвективные поверхности энергией высокоскоростных продуктов микровзрыва.
Интенсивность действия этих факторов зависит от объема взрываемой смеси, конструктивных и режимных характеристик применяемых установок и может регулироваться в широком диапазоне.
Дробеструйная очистка. При работе дробеструйных устройств очистка труб производится стальной дробью диаметром от 3 до 7 мм (предпочтительно 4 мм), которую развеивают в верхней части вертикального газохода и которая, ссыпаясь вниз, увлекает с собой осевшую на трубах летучую золу или сажу.
Внизу собирается в бункере (рис. 66), а основное количество сбитой ею с труб золы или сажи из котла.
Затем дробь выносится по трубам вверх котла потоком воздуха или пара, создаваемым помещенным внизу инжектором либо отделяется от воздуха или пара и снова направляется в газоход.
На котле устанавливают несколько контуров дробеструйных контуров, в каждом из которых находится обычно около 500 кг дроби.
Как и другие очистительные устройства, дробеструйные установки могут работать эффективно только при регулярном их применении. Большие отложения дробь удалять не может, кроме того отдельные дробинки могут застревать в этих отложениях, после чего очистка поверхностей нагрева становится ещё более трудной.