

2.2.3. Холодная штамповка
После порезки на гильотинных ножницах заготовки (полосы) для штамповки поступают на универсальные кривошипные прессы с различным усилием (40, 100, 150, 250, 800 Н). В сварочном производстве для холодной листовой штамповки применяют чаще всего вырубку, вытяжку, формовку, отбортовку, пробивку отверстий. В последнее время для формообразования элементов оболочек находит применение штамповка взрывом.
При вырубке отверстий в панелях сварных шкафов станций управления применяют координатное приспособление, которое позволило ликвидировать операцию разметки, упростило наладку перед штамповкой.
На многих заводах внедрен комплекс универсально-сборных штампов (УСШ), что позволило заменить подавляющую часть специальных штампов, высвободив при этом мощности инструментальных цехов и уменьшив количество применяемых штампов в сварочных цехах. Из 2500 деталей комплекта можно собрать соответственно 17 вырубных и 16 видов компоновок гибочных штампов.
Отбортовка дает возможность получать детали заданных форм, улучшать конструктивные формы выпускаемых машин без применения штамповки.
При изготовлении предохранительных щитов крупных электрических машин постоянного тока обшивки щитов необходимо отбортовать по радиусу. Такую отбортовку осуществляют на токарно-карусельных станках с помощью специальных оправок, что приводит к увеличению трудоемкости и расхода металла на оправки.
На производственных объединениях электротехнической промышленности длительное время используют для этих целей отбортовочные станки. На станке можно отбортовать заготовки обшивки щитов толщиной 2-5 мм диаметром 500-4000 мм, с радиусом отбортовки 20 и 40 мм, высотой отбортовки 50 мм. По сварной станине отбортовочного станка перемещается суппорт для зажима заготовок. На направляющей суппорта имеется линейка с делениями, по которой устанавливают расстояние от нижнего ролика до центра прижима направляющего суппорта, определяющее размер внутреннего радиуса отбортовываемого щита.
З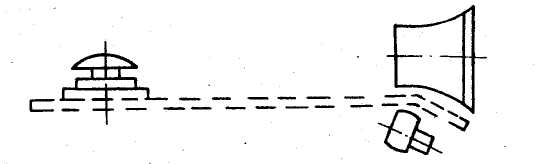 аготовку
зажимают верхним и нижним роликами
(рис. 2.8) и приводят в движение приводом
вращения. Окружная скорость нижнего
ролика 6,2 м/мин.
аготовку
зажимают верхним и нижним роликами
(рис. 2.8) и приводят в движение приводом
вращения. Окружная скорость нижнего
ролика 6,2 м/мин.
Рис. 2.8. Схема заготовок, изготовленных на отбортовочном станке
В процессе реверсивного вращения заготовки для получения необходимого радиуса отбортовки осуществляют постепенную подачу верхнего ролика сверху вниз с помощью вертикального винта. На станке можно отбортовывать как сплошные диски, так и составные полудиски и отдельные секторы, вырезанные на ножницах или газовой резке (рис. 2.9).
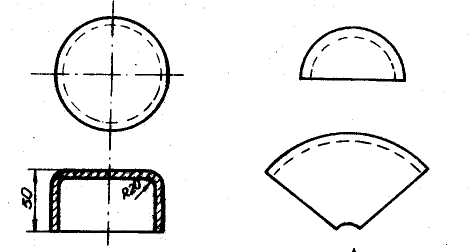
Рис. 2.9. Схема заготовок, изготовленных на отбортовочном, станке
Применение совмещенных и последовательных штампов, координатных механизмов с быстросменными штампами позволяет значительно повысить производительность труда в листовой штамповке. Дыропробивной пресс с программным управлением усилием 40 кН, применяемый при изготовлении шкафов и пультов станций управления, имеет 24 гнезда на револьверной головке. В пресс входят более 100 комплектов различных штампов (для вырубки отверстий диаметром 0,1-100 мм, квадратных и овальных отверстий). По заданной на перфоленте программе осуществляется вырубка необходимых отверстий в панелях. Предусмотрена также нарезка резьбы.