План уроку виробничого навчання
Професія : Електрозварник ручного зварювання 2-го розряду.
Тема : Дугове наплавлення валиків і зварювання пластин в нижньому положенні шва
Тема уроку : Зварювання пластин в стик в нижньому положенні без розробки кромок
Мета уроку : Вивчити прийоми запалювання зварювальної дуги та основні коливальні рухи при зварювальні.
Способи зварювання пластин в стик без розробки кромок
Ознайомитись з обладнанням та інструментам для зварювання пластин в стик без розробки кромок.
Навчитись правильності і послідовності зварювання пластин в стик.
дидактична :
навчити технології зварювання пластин в стик без розробки кромок
формування умінь і навичок щодо застосування теоретичних знань отримання зварних швів без дефектів на практиці ;
розвиваюча :
розвивати навички пізнавальної діяльності до самостійного виконання зварювання пластин в стик;
вселити учням впевненість у власних силах, допомогти розкрити їхні індивідуальні здібності;
навчити мислити і відстоювати власні переконання, поважати при цьому думки інших;
виховна :
формувати навички культури спілкування;
спонукати учнів до самостійної роботи над розвитком власного інтелекту, культурного рівня, самостійного здобуття нових знань поряд з умінням реагувати на швидкозмінні умови навколишнього світу.
Тип уроку : Формування нових знань .
Література : І.В.Гуменюк, О.Ф.Іваськів, О.В.Гуменюк. Технологія електродугового зварювання. К. – 2006. 127 с.
Навчально-технічне забезпечення :
Опорний конспект уроку
Роздатковий матеріал 6 шт.
Міжпредметні зв’язки : технічне креслення, матеріалознавство, виробниче навчання.
Місце проведення : Майстерня Електрозваників.
Х І Д У Р О К У
І. Організаційна частина :
перевірка наявності учнів ;
перевірка готовності до уроку;
II . Актуалізація опорних знань, умінь, навичок.
Питання учням, по матеріалу пройденому на попередніх уроках виробничого навчання. (Зварювальні трансформатори)
Розподілення учнів на дві команди по 6 чол.
Назвати будову зварювального трансформатора?
Роздати аркуш паперу на якому зображено зварювальний трансформатор марки СТШ, стрілочками позначена будова трансформатора завдання учнів знайти і позначити правильну відповідь які позначені на аркуші стрілочками.
Додаткові запитання
Для чого призначений зварювальний трансформатор марки СТШ
Який принцип дії трансформатора? (Електромагнітна індукція)
До якої катушки приєднується змінний струм? (до первинної)
Кому дозволяється ремонтувати зварювальний трансформатор? (Електромонтеру)
Як здійснюється регулювання струму в трансформаторі?
Що повинен перевірити зварювальник перед початком роботи з трансформатором? (Справність Обладнання)
III. Повідомлення теми і мети уроку, мотивація навчання.
Сьогодні ми будемо говорити про зварювання пластин в стик без розробки кромок. Пригадаємо основні способи зварювання і з'ясуємо як вони використовуються у зварюванні пластин в стик без розробки кромок.
Сформувати мету сьогоднішнього уроку - до снаги кожному з вас. (способи зварювання, матеріал для зварювання, параметри і режими зварювання) спробуйте узагальнити, що саме нам потрібно для того, щоб
виконати зварювання пластин в стик в нижньому положенні без розробки кромок.
Після цього уроку ви зможете:
обрати спосіб зварювання пластин в стик;
підібрати необхідний для цього матеріал;
визначити потрібні параметри зварювання відповідно до товщини металу.
IY. Вивчення нового матеріалу.
Формувати уявлення про зварювання пластин в стик без розробки кромок.
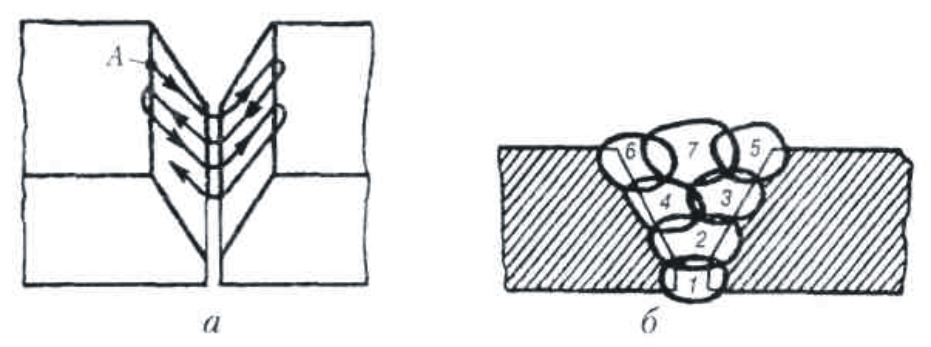
Стикові з'єднання без скосу кромок зварюють односторонніми швами із застосуванням електродів діаметром рівним товщині металу, якщо вона не перевищує 4 мм. Дугу збуджують із краю скосу кромки в точці А а потім, перемістивши її вниз, проварюють корінь шва. На скосах кромок рух електрода уповільнюють, щоб краще їх проварити. При переході дуги з однієї кромки на іншу швидкість руху електрода збільшують для того, щоб уникнути пропалу в місці зазору.