3 Конструкторский раздел
 3.2
Проектирование приспособления для
обработки наружных поверхностей
3.2
Проектирование приспособления для
обработки наружных поверхностей
Проектируют и рассчитывают цанговый патрон с центробежно-инерционным приводом для точения наружных поверхностей на операцию 005 – токарно-винторезную с ЧПУ.
На этой операции на токарном станке с ЧПУ 16Б05Ф1 подрезают торец, точат наружные цилиндрические поверхности до диаметра 16 мм, с подрезкой торца буртика до диаметра 32 мм, и рассверливают отверстие до диаметра 10 мм, напроход точат фаску 0,7×45° по программе.
От электродвигателя, с помощью которого осуществляют все необходимые движения обрабатываемой детали и инструмента на станке, приводится во вращение вместе с обрабатываемой деталью специальное устройство, воссоздающее центробежные силы и преобразующие их осевые силы, приводящие в действие в действие зажимной механизм.
Обрабатываемая деталь вращается относительно оси «Х». Втулка 6 перемещается вдоль оси, приводит в действие зажимной механизм. Деталь закрепляется в цанге 9, на которой втулка 6 действует непосредственно. Перемещение втулки вызывается центробежной силой, которая возникает, если вместе с обрабатываемой деталью вращаются качающиеся грузы 7.
Раскрепление происходит при остановленном шпинделе станке при помощи пружины 5.
При конструировании патрона вес груза определяют [3, с.124] по формуле
Т = Рх
= (m∙ω2r´
- Pn)∙(K1
– K2f )
= (Gn2r´
- Pn)∙K,
(18)
)
= (Gn2r´
- Pn)∙K,
(18)
где G – вес одной пружины, G = 3 дан = 8×105 дан/см2;
n – число оборотов шпинделя в минуту, n = 1250 об/мин;
r´ - расстояние от оси вращения от центров массы пружины, r´ = 5;
Pn – сила сопротивления пружины;
К – коэффициент, К = 3.
Силу сопротивления пружины, Pn, определяют по формуле
 Pn
=
Pn
=
 (19)
(19)
где D – наружный диаметр пружины, D = 230 мм;
d – внутренний диаметр проволоки для пружины, d = 6 мм;
К – количество витков, К = 8;
λ – величина осадки, λ = 52/2 = 26.
Pn
= дан.
дан.
Т = [(3 ∙ 8 ∙ 103) ∙ 12502 ∙ 5 - 2544] ∙ 3 = 9 ∙ 102 кгс.
Необходимую силу Q, для изгиба каждого лепестка, определяют по формуле
Q = (20)
(20)
где – Е = (2,1÷2,0) ∙ 10в дан/см2 – модуль упругости;
J – осевой момент инерции сечения лепестка в месте его связи с цилиндрической частью цанги (лепесток рассматривается как консольная балка), см2;
y – стрела прогиба лепестка, равная половине зазора необходимого для пропуска детали через цангу, см;
l – длина лепестка от основания до середины конуса, см.
Т.к. J
=
 где D –
диаметр наружной поверхности изгибающихся
лепестков, см; h
– толщина лепестков, см; α1
–
где D –
диаметр наружной поверхности изгибающихся
лепестков, см; h
– толщина лепестков, см; α1
–
 половина
угла сектора лепестка цанги в рад,
то для изгиба одного лепестка потребуется
сила Q
=
половина
угла сектора лепестка цанги в рад,
то для изгиба одного лепестка потребуется
сила Q
= и
полная сила, на создание которой
расходуется сила тяги, будет равна сумме
сил n
∙ Q
+ W
или
и
полная сила, на создание которой
расходуется сила тяги, будет равна сумме
сил n
∙ Q
+ W
или
W + n
∙ Q
= W
+ (21)
(21)
где n – число лепестков цанги.
Входящую в эту формулу силу W зажима детали можно определить в зависимости от вертикальной Pz и горизонтальной Px составляющих силы резания по формулам:
при наличии упора
W1
=
при отсутствии упора
W2 =
Разделив первое уравнение на второе, имея в виду, что Px ≈ 0,25∙Pz, получают
 (22)
(22)
При f1
= 0,1÷0,15,
 ≈1,
т.е. в том и другом случае силы зажима
практически одинаковы, а величины силы
тяги существенно различны. Формулы для
определения силы тяги в рассматриваемых
случаях имеют следующий вид:
≈1,
т.е. в том и другом случае силы зажима
практически одинаковы, а величины силы
тяги существенно различны. Формулы для
определения силы тяги в рассматриваемых
случаях имеют следующий вид:
при наличии упора
 T
= W
[tg
(α+ρ)
+ f2]
+ Q(tgα+f1)∙n;
T
= W
[tg
(α+ρ)
+ f2]
+ Q(tgα+f1)∙n;
при отсутствии упора
T = W tg (α+ρ) + Q(tgα+f1)∙n.
3.2 Проектирование режущего инструмента для рассверливания отверстия диаметром 10 мм
Необходимо рассчитать и сконструировать спиральное сверло из быстрорежущей стали с коническим хвостовиком для обработки сквозного отверстия глубиной 20 мм в заготовке из конструкционной стали с пределом прочности σв = 530 МПа (≈53 кгс/мм2).
Определяют диаметр сверла. По ГОСТ 19257-73 находят необходимый размер сверла 10 мм.
Режимы резания по нормативам S = 0,2 мм/об; скорость резания V = 25,12 м/мин. Осевую силу Рх, Н, вычисляют по формуле
Рх = 9,81∙ С∙Dх ∙ Sоy ∙ Км, (23)
Рх = 9,81 ∙ 68 ∙ 102 ∙ 0,20,7 ∙ 0,77 = 1643.
Момент силы сопротивления резанию (крутящий момент), Н∙м, вычисляют по формуле
Мс.р = 9,81 ∙ С ∙ Dz ∙ Sо ∙ Км, (24)
Мс.р = 9,81 ∙ 0,0345 ∙ 102 ∙ 0,20,8 ∙ 0,77 = 7,1.
Определяют номер конуса Морзе хвостовика.
Момент трения между хвостовиком и втулкой, Мт.р, вычисляют по формуле
 (25)
(25)
Приравниваем момент трения к максимальному моменту сил сопротивления резанию, т.е. к моменту, создающемуся при работе затупившимся сверлом,
который увеличивается до 3 раз по сравнению с моментом, принятым для нормальной работы сверла.
Следовательно,
 (26)
(26)
Средний диаметр конуса хвостовика
dср
 (27)
(27)
или
dср
=
 (28)
(28)
где Мср ≈ 7,1 Н∙м – момент сопротивления сил резанию;
Рх = 1643 Н (≈164,3 кгс) – осевая составляющая силы резания;
µ = 0,096 – коэффициент трения стали по стали;
θ – для большинства конусов Морзе равен приблизительно 1°30´; sin 1°30´ = 0,02618; ∆θ = 5´ - отклонение угла конуса.
dср
=

По ГОСТ 25557-82 выбирают ближайший большой конус, т.е. конус Морзе №0 с лапкой, со следующими конструктивными размерами: D1 = 9,2 мм; d2 = 6,1 мм; l4 = 6,1 мм; l = 59,5 мм; конусность 1 : 19,212 = 0,05205.
 Определяют
длину сверла. Общая длина L;длины
рабочей части l0
хвостовика и шейки l2
могут быть приняты по ГОСТ 4010-77: L
= 168 мм; l0
= 87 мм; l2
= 65,5 мм; d1
= D1
– 1,0 = 9,2 – 1,0 ≈ 8 мм. Центровое отверстие
выполняют по форме в ГОСТ 14034-74.
Определяют
длину сверла. Общая длина L;длины
рабочей части l0
хвостовика и шейки l2
могут быть приняты по ГОСТ 4010-77: L
= 168 мм; l0
= 87 мм; l2
= 65,5 мм; d1
= D1
– 1,0 = 9,2 – 1,0 ≈ 8 мм. Центровое отверстие
выполняют по форме в ГОСТ 14034-74.
Определяют геометрические и конструктивные параметры рабочей части
сверла. По нормативам [] находят форму заточки ДП (двойная с подточкой
перемычки). Угол наклона винтовой канавки ω = 30°. Углы между режущими кромками: 2φ = 118°; 2φ0 = 70°. Задний угол α = 11°. Угол наклона поперечной кромки ψ = 55°. Размеры подточенной перемычки А = 2 мм; l = 2 мм. Шаг винтовой канавки определяют по формуле
 (29)
(29)
 мм.
мм.
Толщину dc сердцевины сверла выбирают в зависимости от диаметра сверла: (0,19-0,15)D, принимают толщину сердцевины у переднего конца у переднего конца сверла равной 0,14D. Тогда dс = 0,14D = 0,14 ∙ 10 = 1,4 мм. Утолщение сердцевины по направлению к хвостовику 1,4 – 1,8 мм на 100 мм длины рабочей части сверла. Принимают это утолщение равным 1,5 мм.
Обратная конусность сверла (уменьшение диаметра по направлению к хвостовику) на 100 мм длины рабочей части должна составлять: 0,04…0,10. Принимают обратную конусность 0,08 мм.
Ширина пера В = 0,58D = 0,58 ∙ 10 = 5,8 мм.
Ширину ленточки (вспомогательной задней поверхности лезвия) f0 и высоту затылка по спинке К выбирают по таблице 63 [неф.с/з]. В соответствии с диаметром сверла D, f0 = 0,09; К = 0,4 мм.
Предельные отклонения
диаметров сверла D
= 10h9(-0,043)
мм. Допуск на общую длину и длину рабочей
части сверла равен удвоенному допуску
по 14-му квалитету с симметричным
расположением предельных отклонений
(±
 )
по
)
по  ГОСТ25347-82.
Радиальное биение рабочей части сверла
относительно оси хвостовика не должна
превышать 0,15 мм.
ГОСТ25347-82.
Радиальное биение рабочей части сверла
относительно оси хвостовика не должна
превышать 0,15 мм.
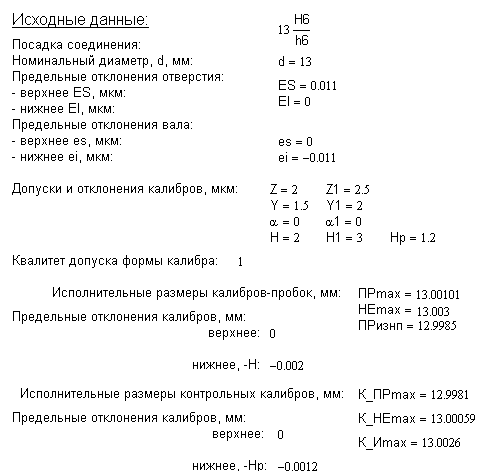
3.3 Проектирование измерительного средства для контроля отверстия
диаметром 13Н6
Для контроля отверстия диаметром 13Н6 проектируем калибр-пробку.