

2.2 Разработка технологического процесса восстановления плунжерной пары
Разработка технологического процесса проводилась согласно техническим условиям на восстановление деталей, с учетом экономической эффективности, высокой производительности, необходимого уровня механизации, соблюдения норм техники безопасности, производственной санитарии и других требований ремонтного производства. Экономический эффект от внедрения технологического процесса рассчитывали в соответствии с методическими указаниями и топливными нормами.
В соответствии с поставленными задачами и для достижения цели настоящей работы принимается следующая программа исследований:
- выбор способа восстановления и упрочнения изношенных деталей;
- экспериментально-теоретические исследования влияния состава ванны на физико-механические свойства покрытия и обработка результатов с применением ЭВМ;
- стендовые и эксплуатационные испытания восстановленных деталей;
Физико-механические свойства рабочих поверхностей изучались путем микроконструктного и рентгеноструктурного анализов, установления величины краевого угла и послойного анализа покрытия. Лабораторные испытания проводились на машине трения СМЦ-2, стендовые ускоренные испытания на износостойкость и работоспособность на стенде КИ 22205-01— в соответствии с ГОСТ 10578-95 «Насосы топливные дизелей. Общие технические условия» и ОСТ 2371.364-81 «Насосы топливные высокого давления тракторных и комбайновых дизелей. Методы ускоренных испытаний на надежность», эксплуатационные испытания — на тракторах Кировец [30,94,95,106,122,140].
Перед внедрением любого новшества в производство требуется сначала дать заключение о его действительной технико-экономической эффективности. Эксплуатационные испытания непосредственно на производстве, в хозяйствах могут длиться в течение нескольких лет, что связано с большими затратами и не отвечает быстрому развитию науки.
В настоящее время в различных отраслях промышленности, а особенно при ремонте и восстановлении узлов и деталей автотракторных дизелей, получили широкое применение ускоренные износные испытания.
Необходимость проведения их диктуется тем, что при малых затратах как во времени, так и материальных, можно получить результат, позволяющий говорить о целесообразности разрабатываемого способа восстановления.
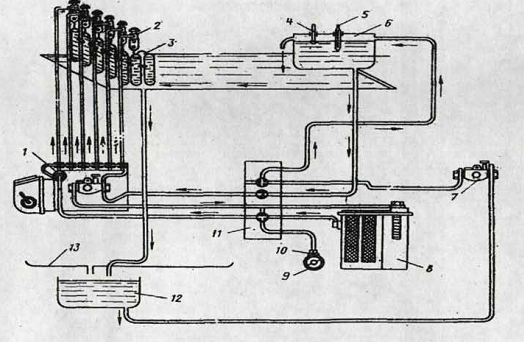
Рисунок 2.1. Принципиальная схема проверки производительности
топливного насоса
1 - проверяемый топливный насос; 2 - форсунка; 3 - мерные цилиндры; 4 -указатель уровня топлива; 5 - термометр; 6 — верхний топливный бак; 7 -топливоподкачивающий насос; 8 - топливный фильтр; 9 - манометр; 10 - демпфер; 11 -распределитель топлива; 12 - нижний топливный бак; 13 - стол стенда.
При испытании к стенду КИ 22205-01 было смонтировано дополнительное оборудование:
1) бачок с непрерывным помешиванием топлива, чтобы частицы
специально добавленного абразива находились во взвешенном состоянии, а не оседали на дно;
2) лабораторная плита с термометром, предназначенная для соблюдения определенной вязкости топлива путем регулирования температуры.
Экспериментальный насос комплектовался восстановленными и серийными плунжерными парами. Обкатку на стенде проводили с чистым дизельным топливом в течении 10 ч. Режим работы соответствовал условиям работы тракторного дизеля ЯМЗ-238НД3, у которого давление впрыска форсунок составляет 17 МПа, частота вращения кулачкового вала насоса — 850 мин" , подача топлива — 22...24 см , концентрация абразива в топливе — 50 г на 1 т, температура топлива-40...60 °С [90,106,107,111,129].
Во время износных испытаний через определенное количество часов проверяли производительность плунжерных пар, снимали профилограммы и круглограммы на участках износа плунжера и втулки, а также осуществляли контроль гидроплотности.
Методика эксплуатационных испытаний
Эксплуатационные испытания проводили для получения наиболее достоверных данных работоспособности восстановленных плунжерных пар.
Износостойкость деталей проверяли в условиях реальной эксплуатации, при соответствующих режимах работы двигателя: действий различных температур, запыленности воздуха абразивными частицами, попадающими в топливо. Несомненно, что эксплуатационные испытания дают окончательную апробацию теоретических предпосылок, лабораторных и стендовых испытаний [72].
При комплектовании плунжерных пар с равными значениями гидроплотности согласно техническим условиям сборки осуществляли их микрометраж и маркировку.
Для повышения достоверности результатов износа и установления его закономерности необходимы выбор и обоснование массовости объектов исследования.
В ряде литературных источников описывается
несколько методов определения минимального
числа объектов наблюдений при проведении
эксплуатационных испытаний
[52,56,78,112,117]. Эти методы сводятся к
нахождению величины среднего
арифметического значения Авер,
среднеквадратичного отклонения б,
коэффициента вариации V и надежности
опыта Н. По заданным значениям V, Е, Н
определяют число объектов наблюдений:
ряде литературных источников описывается
несколько методов определения минимального
числа объектов наблюдений при проведении
эксплуатационных испытаний
[52,56,78,112,117]. Эти методы сводятся к
нахождению величины среднего
арифметического значения Авер,
среднеквадратичного отклонения б,
коэффициента вариации V и надежности
опыта Н. По заданным значениям V, Е, Н
определяют число объектов наблюдений:
(2.1)
где: t - нормированная точность;
Т-точность или погрешность измерения;
Е — относительная точность эксперимента.
При надежности опыта, равной 0.90, и коэффициенте вариации, не превышающем 15%, минимальное количество опытных дизельных двигателей составит [80]:

(2.2)
Учитывая возможность выхода из строя дизельных двигателей по разным причинам, не зависящим от работоспособности деталей плунжерных пар, опытная партия с экспериментальными топливными насосами была взята большой.
Обработку экспериментальных данных и построение графиков производили по средним величинам замерных параметров. Рассеивание результатов измерений оценивалось средним квадратичным отклонением измеряемого параметра.
При планировании эксперимента за основу принимали следующий порядок его проведения:
- для измерения соответствующих величин выбирали методы и приборы, обеспечивающие наибольшую точность;
- изучаемые параметры замеряли в определенной последовательности и с необходимой повторностью;
- перед началом, в процессе и в конце опытов проводили тщательную тарировку и настройку приборов;
- осуществляли строгий контроль за постоянством всех факторов, которые согласно методике не должны меняться;
- в процессе замеров проводили обработку материалов, что позволяло своевременно обнаруживать и устранять причины случайных ошибок.
Обработку результатов и построение графиков производили по способу наименьших квадратов [52]:
(2.3)
где: Авер- среднее арифметическое значение;
Хк — случайный результат при п - измерении;
n — количество измерений.
Чтобы учесть возможные отклонения Авер от искомого точного значения, вычисляем среднюю квадратичную ошибку среднего арифметического, которая является вероятностной характеристикой совокупности всевозможных значений средних арифметических из n - измерений:
(2.4)
где: D (а) ~ средняя квадратичная ошибка среднего арифметического;
Ь — средняя квадратичная ошибка одного измерения.
Средняя квадратичная ошибка одного измерения равна:
(2.5)
Она является числовой характеристикой качества совокупности измерений, для которых она задана или вычислена. Чем больше, тем хуже качество измерений. Для оценки качества измерений пользовались еще тремя величинами:
![]()
а) вероятной ошибкой
б![]() )
абсолютной ошибкой
)
абсолютной ошибкой
в![]() )
мерой точности
)
мерой точности
Вероятная и абсолютная ошибки тем больше, чем хуже качество измерений; мера точности растет с повышением точности измерений.
Нормирующее значение для технических средств измерения принимается равным диапазону измерения прибора [7,12,67].
С этой целью для получения сравнительных данных были укомплектованы 20 насосов с восстановленными и 20 насосов с серийными и восстановленными плунжерными парами.
Проведение микрометражных работ в эксплуатации осуществлялось согласно срокам технических обслуживании тракторов Кировец. На основании данных микрометража строили графики зависимости износа, гидроплотности, давления и других показателей в сравнении с серийными плунжерными парами [117].
Ввиду сложности, значительных затрат средств и времени, предусматривалось дополнительно скомплектовать несколько насосов для получения информации на основе опроса обслуживающего персонала, анализа эксплуатационной и ремонтной документации и результатов технических экспертиз, проводимых на объектах.
Для применения разработанного способа необходим комплекс мероприятий, позволяющий проводить процесс восстановления качественно с соблюдением установленных правил и требований. К указанным мероприятиям следует отнести разработку рационального технологического маршрута восстановления деталей, отражающего дифференцированный подход к модифицированию рабочих поверхностей и восстановлению формы, основанного на фактическом состоянии ремонтного фонда.
Технологические операции восстановления должны быть механизированы с учетом требований высокой производительности и качества. Для этого необходимо использовать проверенные и испытанные методы проведения операций по существующей технологии и при необходимости изыскать новые способы их выполнения с разработкой соответствующей оснастки и приспособлений.
Применение ремонтных групп создает определенные трудности при комплектовании деталей плунжерных пар на ремонтных предприятиях. Необходимо разработать конкретные рекомендации по комплектованию плунжерных пар восстановленными деталями с учетом существующих и новых ремонтных групп к рядным топливным насосам двигателей ЯМЗ.
Для обеспечения требуемого уровня качества восстановления деталей плунжерных пар в технологии должен быть предусмотрен комплекс средств и методов контроля выполняемых операций.
Технологический процесс с оснасткой должен отвечать единым требованиям техники безопасности и производственной санитарии, предъявляемым к конструкциям ремонтно-технического оборудования и технологическим процессам восстановления деталей сельскохозяйственной техники.
В соответствии с установленными требованиями разработанный технологический процесс включает в себя следующие основные операции: очистку деталей, не подлежащих ремонту; отбор ремонтно-пригодных деталей на маршрут с износом до 5 мкм.
По маршруту детали с износом до 5 мкм поступают на доводку.
Для условий головного ремонтного завода, произведен расчет оборудования на установленную программу 1000 деталей плунжерных пар в год.
После операции доводка детали подвергают обезжириванию (химическое травление), которое включает в себя: очистку и промывку деталей в проточной воде; травление их в 3...5 %-м растворе серной кислоты в течение 1...2 мин; мойку деталей; восстановление; выпуск готовой продукции.
005 |
Моечная |
|
010 |
Дефектовочная |
|
015 |
Доводочная |
|
Очистка плунжерной пары |
|
|
Дефектация и сортировка плунжерных пар |
|
Механическая обработка плунжера |
|||
|
|
|||||||
030 |
Моечная |
|
025 |
Моечная |
|
020 |
Доводочная |
|
Промывка плунжеров горячей и холодной водой |
Промывка плунжеров органическими растворителями |
Механическая обработка втулки |
||||||
|
||||||||
035 |
Восстановление |
|
040 |
Контрольная |
|
045 |
Слесарная |
|
Смесь дизельного топлива и РТВ |
|
Контроль зазора плунжерной пары |
|
Консервация плунжерной пары |
||||
Рисунок 2.2. Схема технологического процесса восстановления плунжерных пар ТНВД Кировец К-700А
В соответствии с маршрутной схемой опишем технологию и порядок проведения отдельных операций. Рассмотрим каждую из операций техпроцесса в отдельности, а также режимы обработки, оборудование, приспособления и инструменты, материалы, используемые в процессе восстановления плунжерных пар ТНВД Кировец К-700А.