

Технологические режимы электролиза
Наносимый металл |
γ, г/см3 |
α, г/(А-ч) |
η, % |
h, мкм (максимум) |
Хром |
6,9...7,1 |
0,324 |
11...32 |
30 |
Железо |
7,7...7,8 |
1,042 |
85...95 |
100...150 |
Цинк |
7,0 |
1,220 |
97...99 |
6...24 |
Медь |
8,9 |
1,186 |
80...90 |
До 25 |
Никель |
8,8 |
1,095 |
90...94 |
2...60 |
Используемые при осаждении металлов электролиты чаще всего в своей основе содержат растворы солей осажденных металлов.
Технологический процесс восстановления деталей нанесением покрытий включает три этапа: подготовка поверхностей деталей; осаждение покрытий; обработка нанесенного покрытия.
Подготовка деталей к покрытию состоит из механической обработки поверхностей, обезжиривания обработанной поверхности и декапирования.
Механическая обработка включает пескоструйную обработку, шлифование и полирование. Выбор способа механической обработки зависит от назначения покрытия. Когда покрытие наносят с целью восстановления изношенной поверхности, производят шлифование для получения правильной геометрической формы и полирование для получения необходимой шероховатости поверхности. Шлифование выполняют на шлифовальных станках с использованием шлифовальных или войлочных кругов, накатанных абразивным порошком. Полирование производят бязевыми кругами, на которые наносят полировальные пасты (обычно пасту ГОИ).
Д
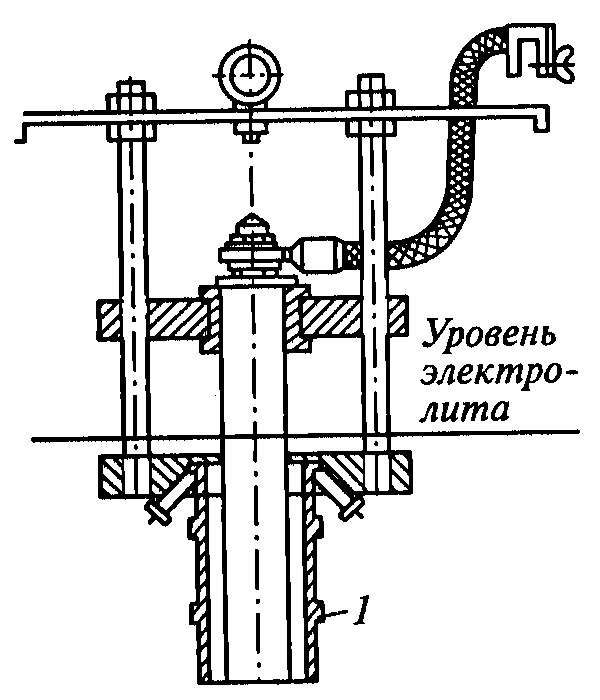
Рис. 16.2. Приспособление для хромирования гильз:
1 — гильза
етали, наращиваемые противокоррозионными покрытиями, обычно подвергаются пескоструйной (металлическим «песком») обработке.Поверхности деталей, не подлежащие восстановлению, изолируют (при хромировании используют токонепроводящие материалы — лаки и синтетические материалы: полихлорвиниловый пластик, цапонлак и др.). Затем детали монтируются на подвесное приспособление (рис. 16.2).
Обезжиривание деталей производят одним из следующих способов:
обрабатывают поверхность растворителями (бензин, уайт-спирит, четыреххлористый углерод, ацетон и другие растворители);
проводят механическую очистку венской известью (кашицеобразным раствором кальцемагниевой извести);
обезжиривают в растворах щелочей (проводят путем погружения деталей в горячий щелочной раствор (t= 60 °С) и выдержки в нем 5... 60 мин);
проводят электрохимическое обезжиривание в растворах щелочей. Оно заключается в погружении деталей в горячий (t = 60... 80 °С) щелочной раствор, через который пропускают ток (катод — детали, а анод — пластины из малоуглеродистой стали). Плотность тока 5... 10 А/дм2, длительность процесса — 1... 2 мин. Выделяющийся на поверхности детали водород в виде пузырьков срывает с поверхности жировую пленку.
Декапирование (анодная обработка деталей) — это удаление тончайших окисных пленок с обрабатываемой поверхности детали, которые образуются во время обезжиривания и промывки, а также обнажения структуры металла детали.
При хромировании обработку ведут в основном электролите, при этом детали сначала выдерживаются 1 ...2 мин без тока для нагрева детали до температуры электролита, а затем проводят сам процесс в течение 30...45 с при анодной плотности тока 25... 35 А/дм2. После этого, не вынимая детали из ванны, переключают деталь на катод и хромируют ее.
При железнении анодную обработку ведут не в основном электролите, а в специальном.