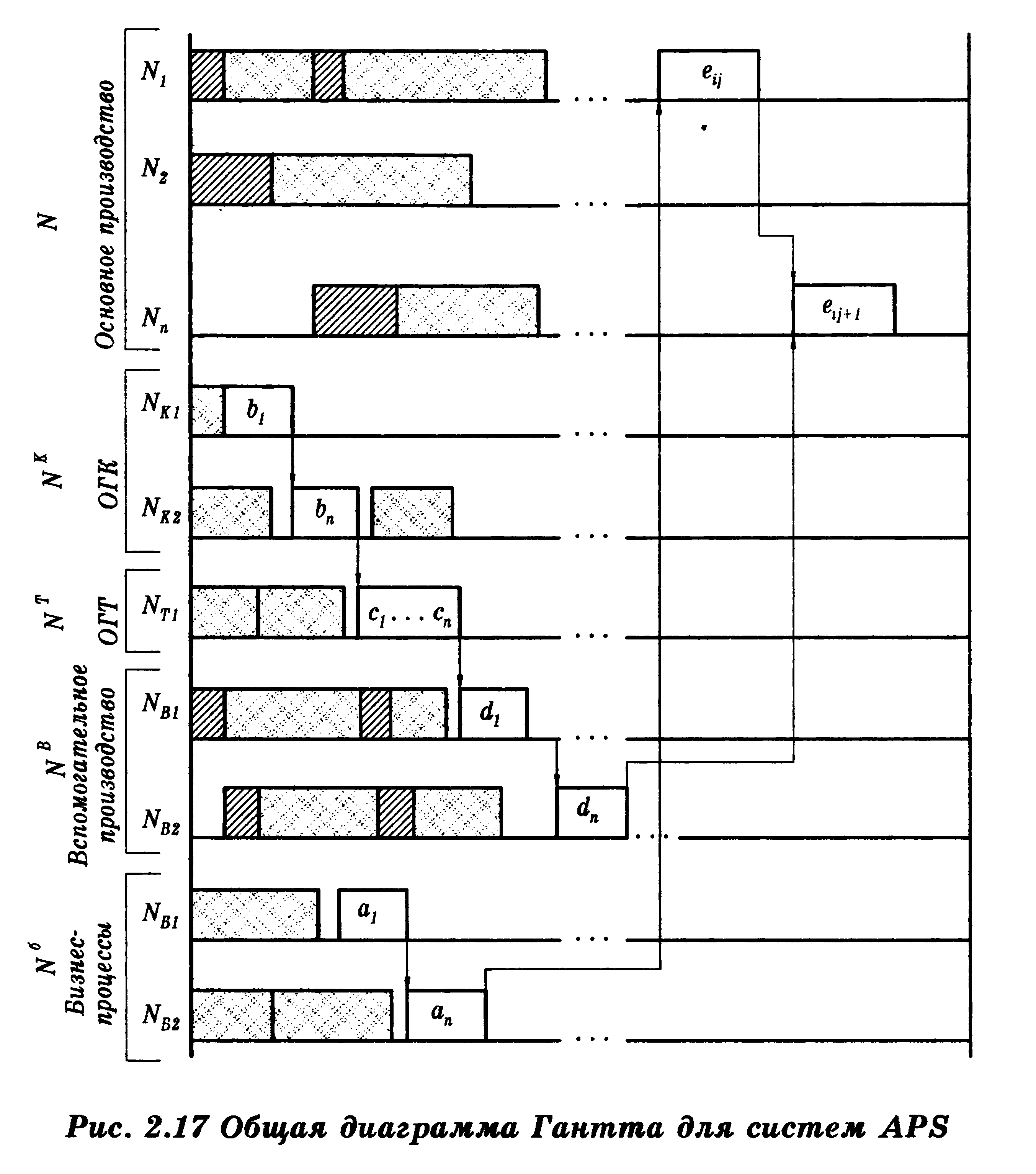
12.Задачи планирования в aps с учетом комплектации. Общая диаграмма Гантта для систем aps.
Под задачей комплектации ДСЕ в задачах составления расписаний будем понимать процедуру, которая отвечает за то, что для изготовления данной ДСЕ имеются в наличии: все необходимые материалы, все технологические и вспомо- гательные ресурсы, все комплектующие, вся оснастка, весь инструмент, все нормы и вся документация. Если всё это имеется в наличии, то изготовление данной ДСЕ можно смело планировать во времени. Эта процедура должна выполняться по отношению ко всему составу номенклатуры
запуска, которой в дальнейшем будет оперировать система APS.
13.Системы планирования класса mes. Назначение, отличие от erp, aps, перечень функций.
Появление систем класса MES (Manufacturing Execution
Systems) относят к концу 1980 г. Под MES-системами
понимаются исполнительные производственные системы. Чтобы
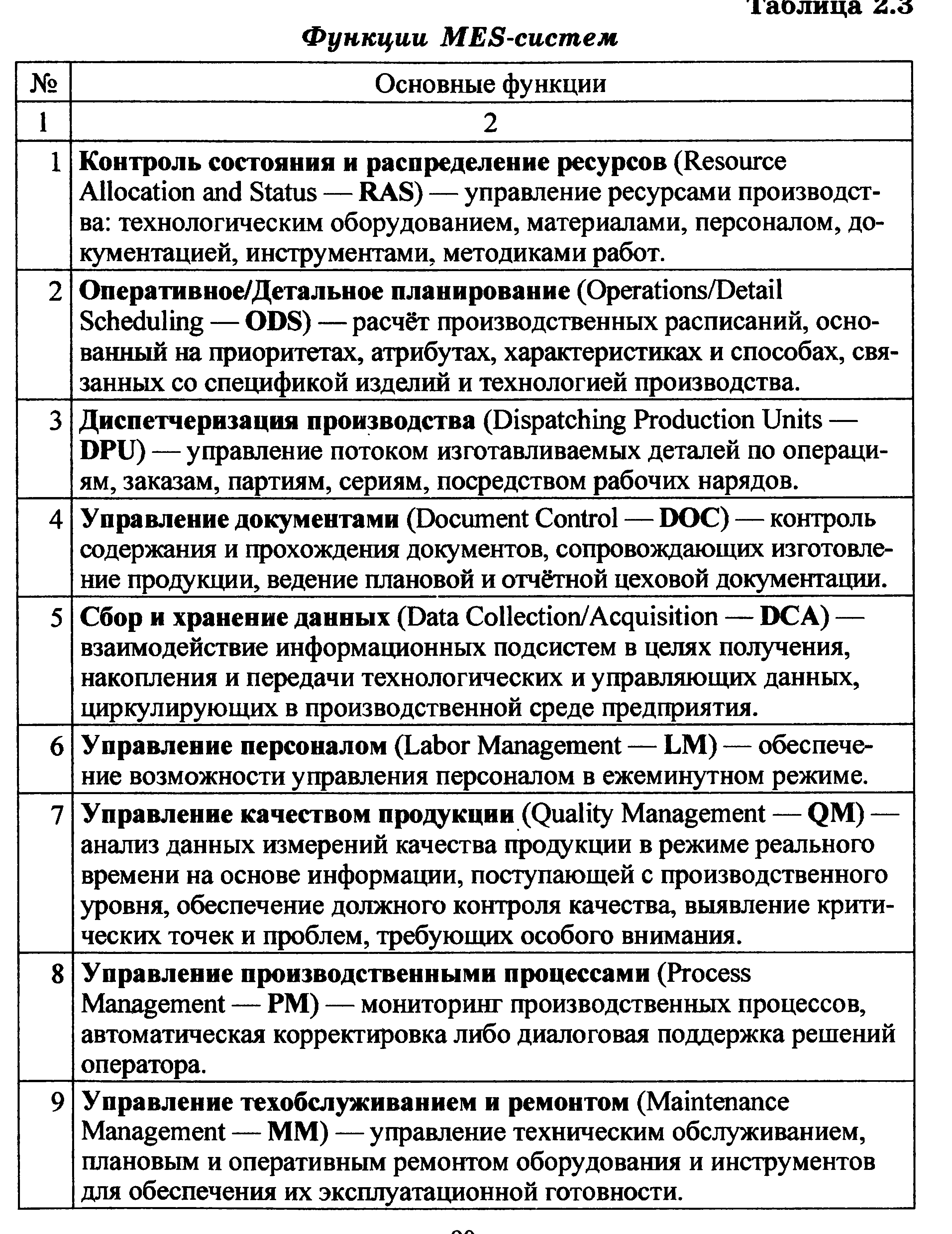
лучше понять, для чего предназначены MES-системы, рассмот-
рим подробно перечень функций, за которые они отвечают на
предприятии (табл. 2.3).

В отличие от систем классов ERP и APS, MES-системы
являются предметно ориентированными — для
машиностроения, деревообработки, полиграфии и пр. Поэтому они мак-
симально полно отражают особенности технологии
конкретных производственных процессов и зачастую включают в себя
развитые средства поддержки технологической подготовки
того или иного типа производства. Очень часто MES-системы
имеют средства интеграции с системами САПР ТП/АСТПП.
14.Структура и особенности системы окп в mes. Функциональная структура mes-системы.
В отличие от APS-систем, MES-системы оперируют
меньшими размерностями назначения — до 200 станков и
10000 операций на горизонте планирования, который
обычно составляет не более трёх-десяти смен. Уменьшение
размерности связано с тем, что в MES учитывается гораздо
большее количество ограничений технологического характера.
Ещё одним отличием является то, что MES-системы обычно
оперируют не одним или двумя критериями построения
расписания, а зачастую несколькими десятками [17], что даёт
возможность диспетчеру цеха строить расписание с учётом
различных производственных ситуаций. И только
MES-системы оперируют так называемыми векторными,
интегральными критериями построения расписаний, когда в один
критерий собираются несколько частных критериев. При этом
диспетчер, составляя расписание, может указать, что он
хочет видеть в конкретном расписаний — уменьшение
календарной длительности выполнения всего задания,
уменьшение длительности операций переналадок, высвобождение
станков, имеющих небольшую загрузку и т.п.
15Системные решения на базе систем erp, aps и mes.
Системы класса MES могут использоваться в локальном
варианте, но лучший эффект получается при их
использовании в совокупности с системами классов ERP и APS.
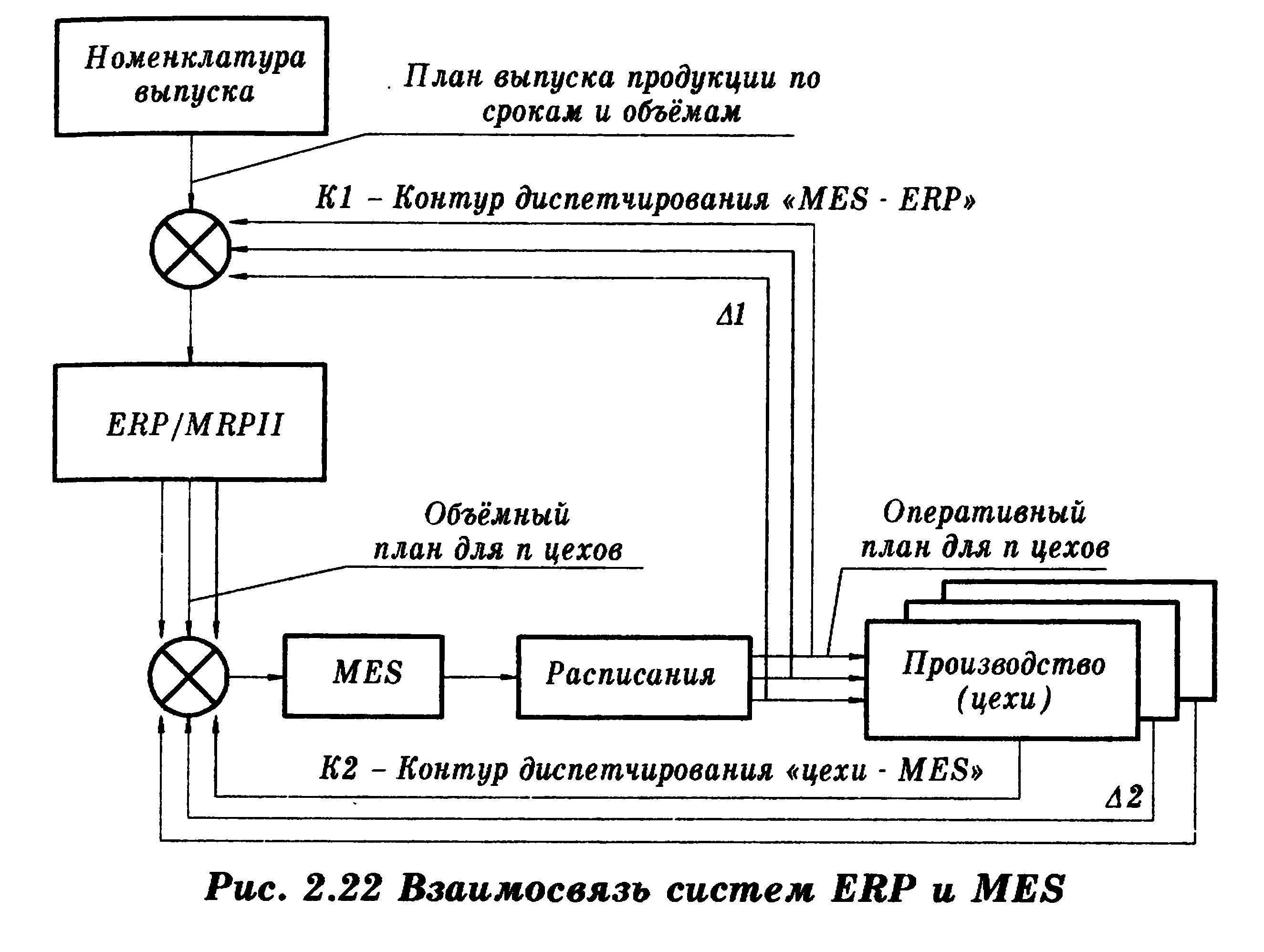
Взаимосвязь систем ERP и MES представлена на рисунке 2.22.
При этом ERP-система формирует объёмные планы для
цехов, а с помощью сессий MES-системы каждый цех
формирует детализированные расписания. Данная система
управления должна иметь два контура диспетчирования —
внешний К1, отслеживающий возможность выполнения
заданного объёма при существующих временных
ограничениях на горизонт планирования и сроки выпуска продукции конкретного наименования, формирующий соответствующую величину рассогласования Л1, и внутренний контур К2У который формирует величину рассогласования Л2 в случае, если для того или иного цеха необходим пересчёт расписания в случае его невыполнения по тем или иным причинам.