

6.2. Особливості конструкції дуттєвих пристроїв і агрегатів
При подачі визначеної кількості технологічних газів через днище в результаті інтенсифікації перемішування ванни скорочується час так званого повного змішування, тобто тривалість вирівнювання складу і температури ванни; за цим показником комбіновані процеси, в залежності від інтенсивності подачі донного дуття, розташовуються між двома граничними значеннями - для верхньої і донної продувки (рис. 6.2).
Крім того, в залежності від інтенсивності І , змінюється співвідношення швидкостей окислювання вуглецю і заліза і, тим самим, окисленість шлаку, а отже, і характер перебігу металургійних процесів. Таким чином, подача технологічних газів знизу одночасно із вдуванням кисню через верхню фурму дозволяє, варіюючи співвідношення верхнього і донного дуття і положення верхньої кисневої фурми, у широких межах керувати процесом, тобто розподілом кисню в системі метал-шлак.
Основним перемішуючим газом у процесах першого типу є азот; більш дорогий газ -аргон застосовують на заключному етапі.
При подачі через днище кисню ефект перемішування значно вищий, ніж при використанні нейтрального газу. Це пов'язано з тим, що одна молекула кисню в результаті взаємодії з вуглецем металу перетворюється у дві молекули оксиду вуглецю.
Останнім часом набуває поширення використання в якості перемішуючого газу оксиду і діоксиду вуглецю.
Оксид вуглецю є відновним газом, діоксид - слабкоокислювальним. Використовують їх із наступних міркувань. Розвиток комбінованих процесів, необхідність зниження вмісту азоту в сталі обумовили збільшення витрат аргону. Вартість же оксидів вуглецю, одержуваних різними методами із газів, що відходять, у 3-4 рази менша, ніж вартість аргону. Крім того, при вдуванні у ванну діоксид вуглецю реагує з вуглецем металу за реакцією {С02}+[С]=2{СО}, внаслідок чого об'єм перемішуючого газу подвоюється. Це дозволяє зменшити витрати газу, який подається знизу. Далі вуглекислий газ частково дисоціює, що забезпечує охолоджувальний ефект і утворення у вихідному перерізі фурми грибоподібних
 охолодей,
яким властива захисна дія. З цієї причини
вуглекислий газ в якості захисного
застосовується як у фурмах типу «труба
в трубі», так і в багатоканальних дуттєвих
пристроях.
охолодей,
яким властива захисна дія. З цієї причини
вуглекислий газ в якості захисного
застосовується як у фурмах типу «труба
в трубі», так і в багатоканальних дуттєвих
пристроях.
За своїм впливом на фізико-хімічні процеси в конвертерній ванні (окисленість металу і шлаку, видалення фосфору, сірки, розподіл марганцю) як оксид, так і діоксид вуглецю практично мало чим відрізняються від аргону чи азоту.
Слід зазначити, що вдування нейтрального газу через днище, з одного боку, сприяє утворенню в придонній частині конвертера додаткових зон окислювання вуглецю, з іншого - знижує парціальний тиск оксиду вуглецю:
О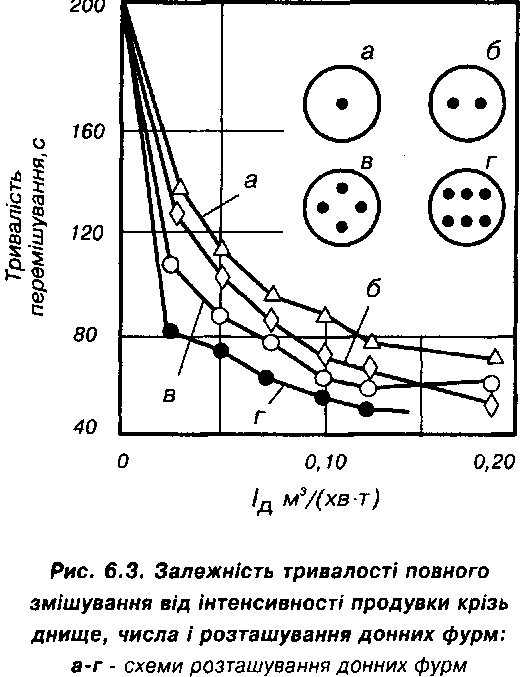 бсяг
Vсо у нижніх шарах ванни невеликий
(бульба СО росте в обсязі в міру
спливання), і вплив на Рсо навіть
невеликої кількості перемішуючого
газу є досить істотним. Так інтенсифікується
реакція окислювання вуглецю, а разом з
тим і перемішування ванни.
бсяг
Vсо у нижніх шарах ванни невеликий
(бульба СО росте в обсязі в міру
спливання), і вплив на Рсо навіть
невеликої кількості перемішуючого
газу є досить істотним. Так інтенсифікується
реакція окислювання вуглецю, а разом з
тим і перемішування ванни.
Час повного перемішування ванни, а отже й окисленість шлаку зменшуються в міру збільшення числа фурм (рис. 6.3). Проте питання визначення числа фурм вирішується конкретно в кожному випадку.
Конструкції застосовуваних донних дуттєвих пристроїв досить різноманітні. Однак вплив конструкції на металургійні характеристики вивчено недостатньо. Більш чітко виявлений вплив на показники процесу числа фурм і їх розміщення у днищі. Однак і тут немає єдиної точки зору, що пов'язано, очевидно, зі специфікою виробничих умов і виконуваних задач. Так, наприклад, за одними даними, кращі результати по донному перемішуванню дає симетричне розташування шести фурм (див. рис. 6.3), за
іншими - розташування дев'яти фурм переважно в одній половині днища.
Фурми розташовують також по окружності, в одну чи кілька ліній. Слід зазначити, що розміщення донних фурм впливає не тільки на результат процесу, але й на знос самих фурм і прифурмених вогнетривів.
Широкі дослідження по вибору конструкції донних дуттєвих пристроїв і їх раціональному розташуванню у днищі при роботі з нейтральним газом проведені на Західно-Сибірсько-му металургійному комбінаті (ЗСМК) на 160-тонних конвертерах. Були випробувані металеві труби, багатоканальні блоки з направленою пористістю (число каналів - від 4 до 49), одноканальні вогнетривкі блоки. Для умов ЗСМК, де в основному вирішувалась задача зниження витрат чавуну шляхом організації допалювання, найбільш раціональним виявилося застосування одноканального фурменого блоку, виконаного на основі периклазовуглецевого вогнетриву.
Було встановлено, що при збільшенні витрат нейтрального газу на одну фурму більше 1,5 м3/хв різко зростає знос як самої фурми, так і прифурменого простору.
На рис. 6.4. представлені варіанти розміщення дуттєвих пристроїв у днищі. Найкращі результати по перемішуванню забезпечуються при асиметричному розташуванні фурм.
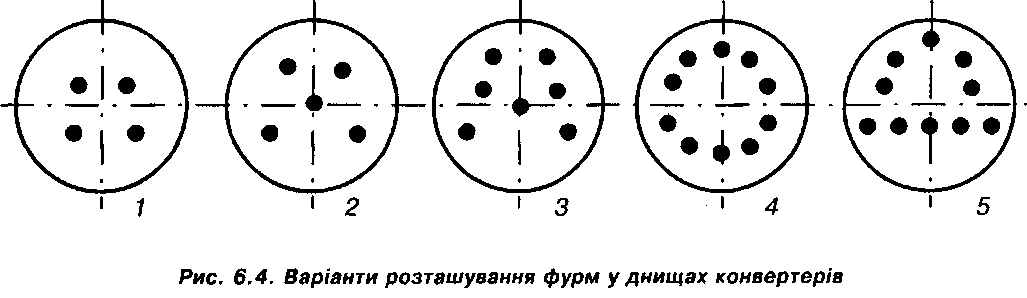
Діаметр окружності, по якій розміщують фурми, складає 0,5-0,6 діаметра днища. Якщо фурми при горизонтальному положенні конвертера розташовуються нижче рівня ванни, знос їх збільшується.