

3. Процеси повітряного дуття
З розвитком у XIX ст. машинобудування, військової техніки, транспорту виникла значна потреба в якісній сталі, що не могла бути задоволена старими способами її виробництва — крицевим, пудлінговим і тигельним.
Нова ера в металургії настала після створення у другій половині XIX століття конвертерних процесів — високопродуктивних способів одержання рідкої сталі шляхом продувки чавуну окислювальними газами. Першим із таких процесів був бесемерівський, названий іменем його: винахідника Генрі Бессемера. Він у 1856 році запропонував і в подальшому здійснив спосіб, одержання рідкої сталі шляхом продувки чавуну стисненим повітрям через дно грушоподібної ємкості, футерованої динасовою цеглою. Сама ємкість була названа Г. Бессемером конвертером, у перекладі з англійської — перетворювачем (чавуну у сталь) (рис. 3.1).
З часу виникнення бесемерівського процесу минуло майже півтора століття, однак конструкція конвертера та ідея обробки чавуну окислювальними газами принципово не змінилася. Змінювалися лише форма і розміри ємкості, склад і методи виготовлення вогнетривкої футеровки, розташування і конструкція дуттєвих пристроїв, ускладнювалась, технологія ведення плавки. Бесемерівський процес залишився найпростішим конвертерним процесом, що забезпечує видалення із чавуну лише трьох домішок — вуглецю, кремнію і марганцю.
3.1. Будова і схема роботи конвертерів донного повітряного дуття
Загальний вигляд конвертера донного дуття представлений на рис. 3.1. Корпус конвертера 1 являє собою циліндричну ємкість із листової сталі, верхня частина якої виконана у вигляді асиметричного конуса. До фланця нижньої частини корпуса примикає днище 2 із повітряною коробкою 3. Корпус конвертера футерують вогнетривкою цеглою чи блоками, днище роблять набивним із вогнетривкої маси відповідного складу.
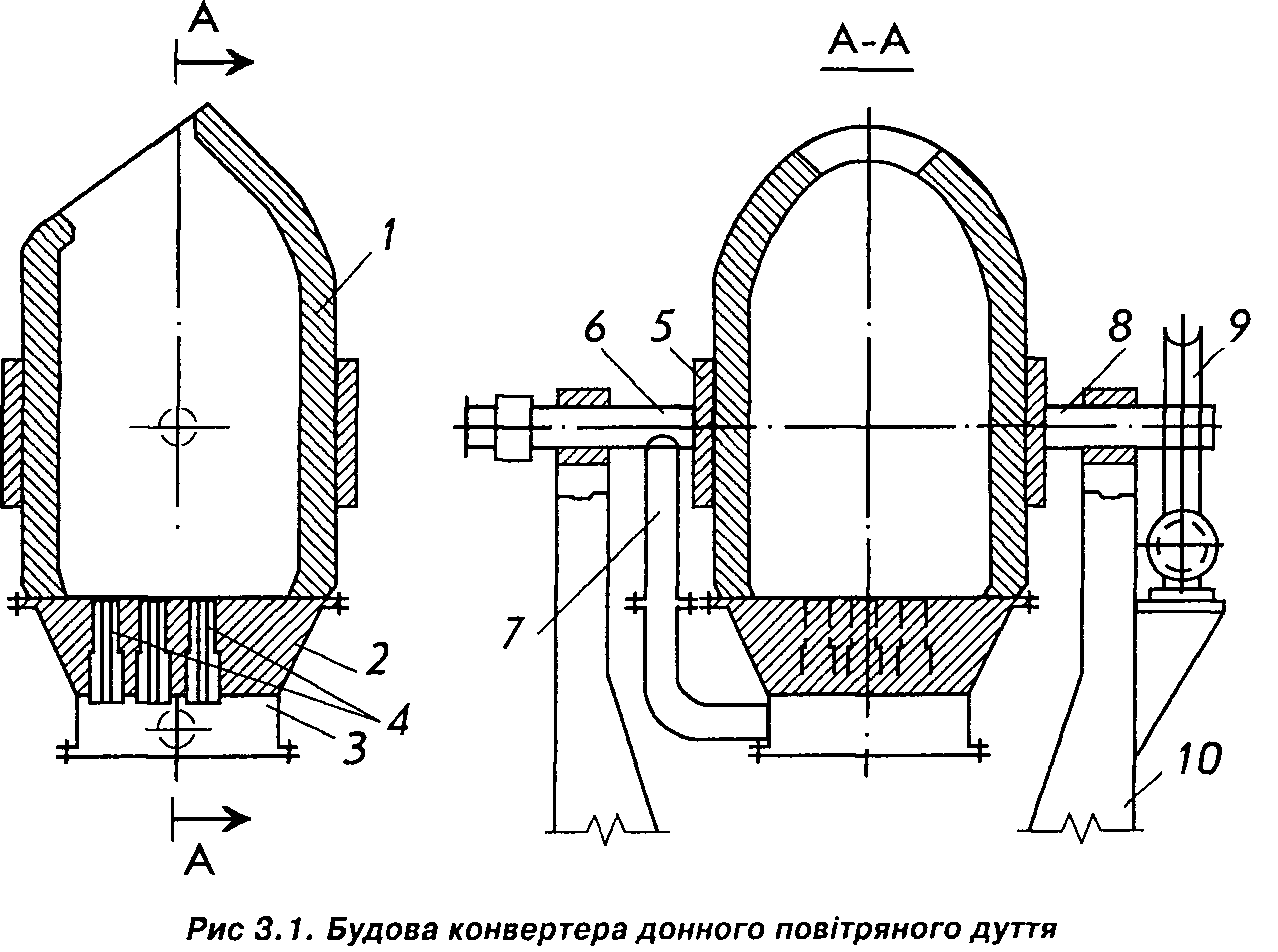
Від повітряної коробки вогнетриви днища відокремлені плитою з отворами для фурм або сопел 4. Як правило, для бесемерівських конвертерів використовуються шамотні фурми із соплами, для томасівських — голчасті сопла, що формуються безпосередньо у вогнетривкій масі при виготовленні днища.
Корпус конвертера встановлений в опорному кільці 5 з цапфами 6,8, якими агрегат опирається на підшипники стояків 10. Опорне кільце фіксує корпус конвертера, не перешкоджаючи його тепловому розширенню. Порожниста дуттєва цапфа 6 за допомогою сальникового ущільнення з'єднана з трубопроводом компресорного повітря. Через повітряний рукав 7 дуття потрапляє у повітряну коробку 3, а звідти через сопла 4-у порожнину конвертера. Принцип подачі дуття по осі обертання конвертера дозволяє подавати повітря у порожнину агрегату при будь-якому положенні його у просторі.
Для обертання конвертера навколо горизонтальної осі служить приводна цапфа 8, оснащена в сучасних агрегатах редуктором 9 з електроприводом. На рис. 3.1 умовно позначена шестеренна пара черв'ячного редуктора.
Конвертерна плавка складається із трьох основних стадій (рис. 3.2). Після випуску попередньої плавки (або після розігріву щойно зафутерованого агрегату) у конвертер заливають чавун. Завдяки асиметричній горловині у горизонтально лежачому конвертері (рис. 3.2, а) є порожнина, що містить рідку садку; метал при цьому не повинен доходити до сопел днища конвертера.
Після заливки чавуну включають дуття і повертають конвертер до вертикального положення, при якому здійснюють продувку (рис. 3.2, б). Повітря, підведене до сопел під тиском 300-400 кПа, проходить через шар рідкого чавуну і рафінує його. Після закінчення
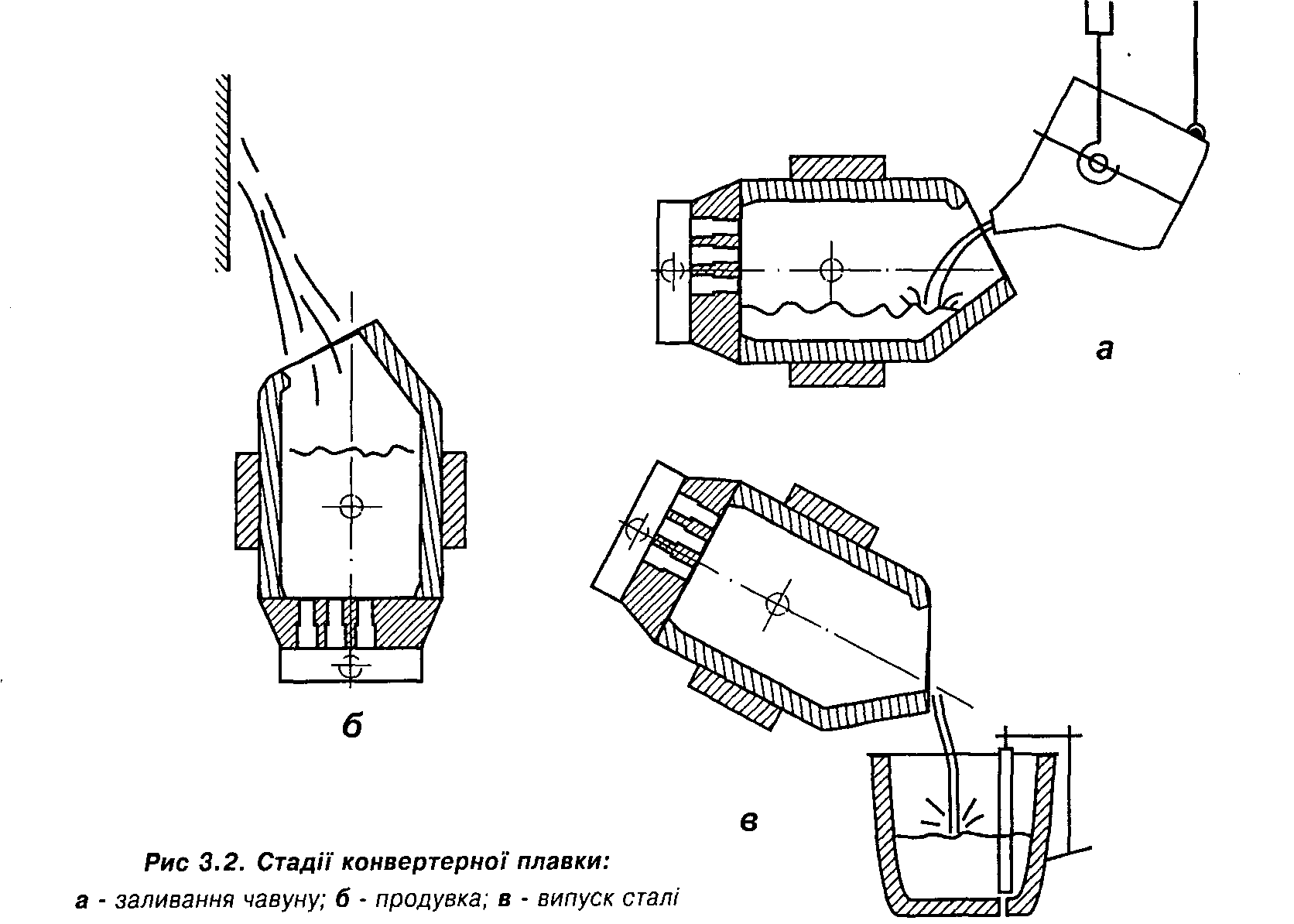
п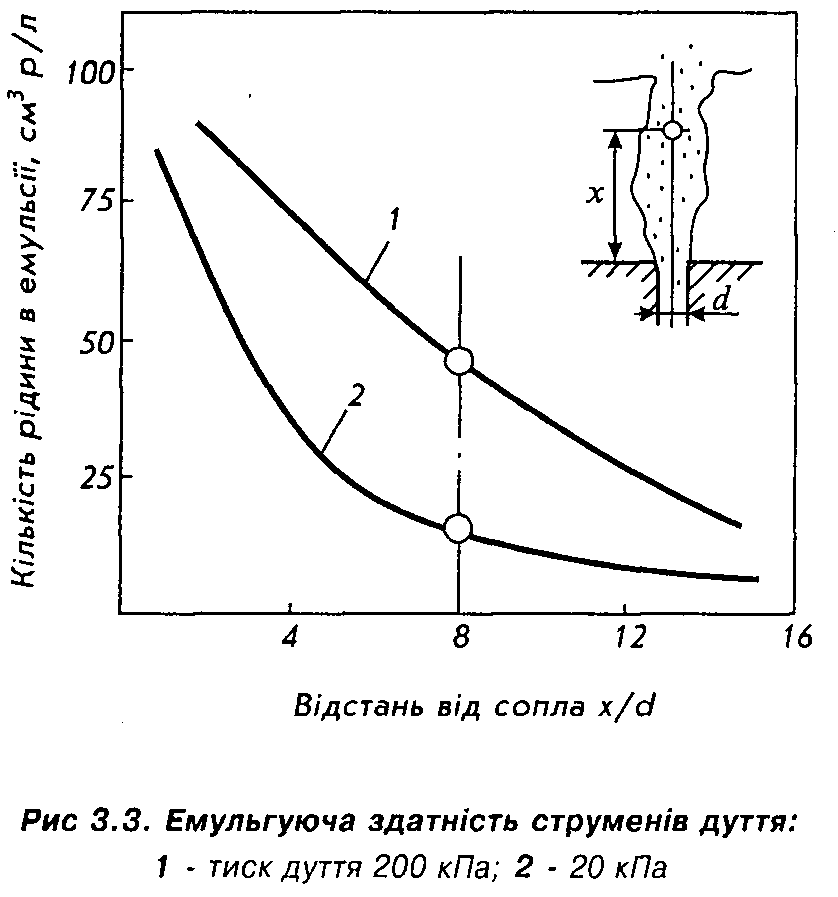 родувки
конвертер знову нахиляють, виключають
дуття і випускають у ківш готову сталь
(рис. 3.2, в).
родувки
конвертер знову нахиляють, виключають
дуття і випускають у ківш готову сталь
(рис. 3.2, в).
Виплавка сталі на повітряному дутті супроводжується незначним пиловиділенням, тому бесемерівські і томасівські конвертери не мали потреби в системі газоочистки, а CO вихідних газів згоряє у повітрі.
Взаємодія струменів повітря, що продувається через ванну конвертера, з рідким металом і шлаком визначає інтенсивність і повноту перебігу окислювальних реакцій. їх швидкість пропорційна ступеню розвитку міжфазних поверхонь метал-шлак-газ, тому питання взаємодії фаз вивчалися багатьма дослідниками. Дослідження проводились на прозорих моделях(наприклад, із органічного скла), а в якості рідин, що моделюють метал і шлак, використовували водяні розчини і мінеральні масла різної в'язкості.
Дослідження показали, що зі збільшенням тиску продувного газу бульбашковий режим його руху в рідині змінюється факельним. Факел звичайно обертається навколо вертикальної осі. При тиску >140 кПа факел стає непрозорим, тому що в ньому з'являється туман із дрібних крапель роздрібненої рідини, розвивається газорідинна емульсія.
Таким чином, в процесі продувки механічна енергія дуття переходить у роботу перемішування ванни і дроблення металу на краплі, тобто на створення міжфазної поверхні. У дослідах В.І. Баптизманського вивчалася залежність кількості рідини в емульсіях, що утворюються у факелі дуття, від тиску і відстані до сопла (рис. 3.3). З цього рисунка видно, що кількість рідини, роздрібненої і захопленої у газовий потік, збільшується при підвищенні тиску дуття й особливо багато її біля вихідних отворів сопел.
Розрахунки показують, що в промислових умовах на дроблення металу витрачається ~ 1% енергії дуття, решта енергії витрачається на розгін утворених крапель, подолання внутрішнього тертя в металі та ін. Але і в цьому випадку поверхня метал-окислювальний газ повинна складати близько 2000 м2/т металу. Це значна величина. Наприклад, в інтенсивно киплячій мартенівській ванні поверхня метал-окислювальний шлак коливається в межах 10-15 м2/т. Саме тому в конвертерах донного дуття дуже великі швидкості окислення домішок металевої шихти.
При донній продувці метал добре перемішується. У центральній частині днища, на площі, обмеженій соплами (зона дуття), виникає інтенсивний висхідний потік металу, перемішаного з окислювальним газом. По периферії ванни метал опускається (так звана зона циркуляції) і знову надходить у зону дуття.