

2.15. Керування продувкою
Керування процесом продувки в конвертері верхнього і комбінованого дуття визначається перебігом процесів вигоряння вуглецю і шлакоутворення.
П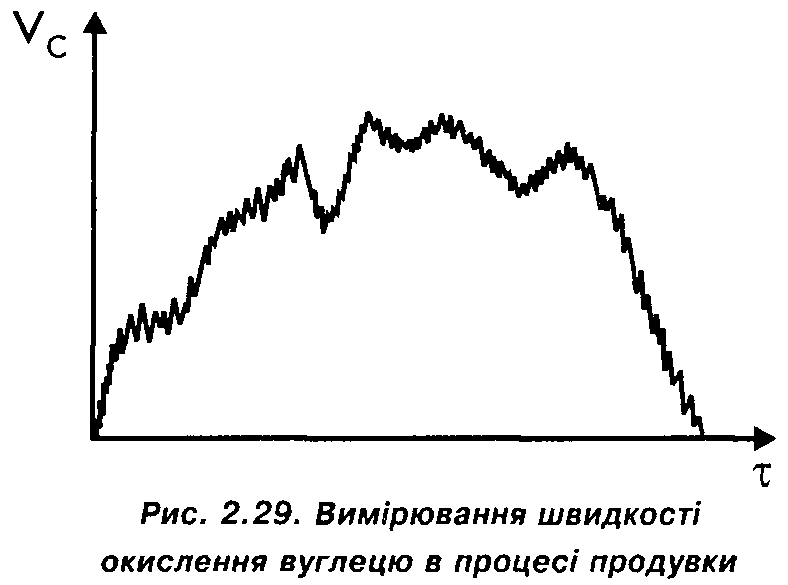 ри
використанні системи безперервного
аналізу газів, що відходять, у тракт
газоочистки, оператор може стежити
за швидкістю вигоряння вуглецю (рис.
2.29), яка поступово збільшується в міру
окислення кремнію і зростання температури
ванни і досягає максимуму в першій
половині продувки. В останній третині
продувки вона знижується через зниження
концентрації вуглецю у ванні нижче за
критичну величину [С]*, коли з металом,
що перемішується, в зону взаємодії
надходить вуглецю менше, ніж може бути
окислено киснем, який вдувається.
ри
використанні системи безперервного
аналізу газів, що відходять, у тракт
газоочистки, оператор може стежити
за швидкістю вигоряння вуглецю (рис.
2.29), яка поступово збільшується в міру
окислення кремнію і зростання температури
ванни і досягає максимуму в першій
половині продувки. В останній третині
продувки вона знижується через зниження
концентрації вуглецю у ванні нижче за
критичну величину [С]*, коли з металом,
що перемішується, в зону взаємодії
надходить вуглецю менше, ніж може бути
окислено киснем, який вдувається.
Коливання величини Vc з періодичністю 10°- 101 Гц пов'язані з періодичністю взаємодії струменя кисню з ванною. Для контролю стану шлаку частіше всього використовують прилади акустичного або вібраційного контролю, що фіксують шум продувки або вібрацію корпуса конвертера. Якщо контроль здійснюється на частоті 102-103 Гц, то інтенсивність сигналу N змінюється в процесі продувки так, як показано на рис. 2.30.
На початку продувки (1), коли шлак ще не піниться до рівня лобовини фурми, струмені, що витікають з відкритих сопел фурми, створюють високу інтенсивність звуку на цих частотах. Коли шлак, що піниться, затоплює сопла, інтенсивність сигналу падає (2) і досить низька величина N вказує на небезпеку викидів спіненого шлаку із конвертера.
У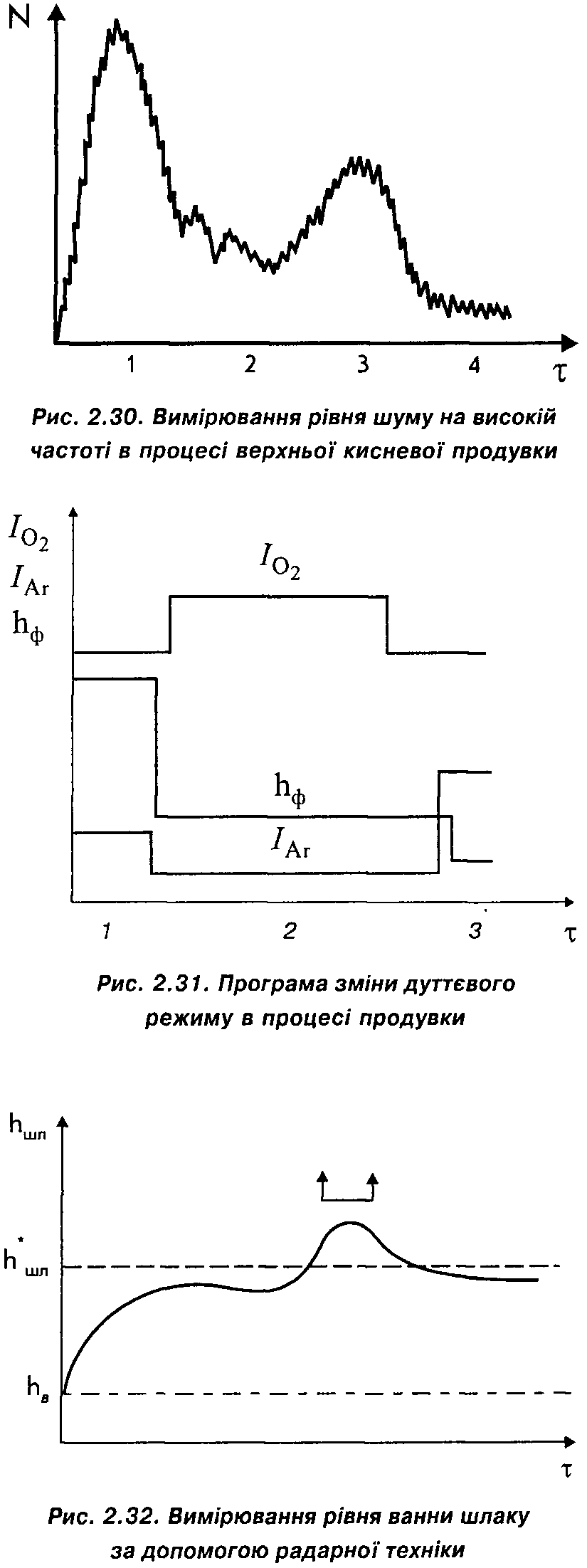 подальшому, якщо шлак гєтерогені-зується
і згортається, знову зростає інтенсивність
сигналу (3), що вказує оператору на
інтенсивність винесення крапель металу,
небезпеку заметалювання фурми, горловини
і кесона.
подальшому, якщо шлак гєтерогені-зується
і згортається, знову зростає інтенсивність
сигналу (3), що вказує оператору на
інтенсивність винесення крапель металу,
небезпеку заметалювання фурми, горловини
і кесона.
Якщо оператор додав плавиковий шпат або підняв фурму для збільшення вмісту у шлаку оксидів заліза і розрідження шлаку, то він знову стає рідким, піниться, затоплює сопла фурми й інтенсивність сигналу падає (4).
Разом з ручним керуванням, коли оператор змінює вручну витрати кисню і висоту фурми в процесі продувки, використовується більш досконале програмне керування.
При програмному керуванні задаються тривалості періодів, у перебігу кожного з яких інтенсивність подачі зверху кисню Іо2 , а при комбінованій продувці - знизу аргону IАг., і положення фурми відносно рівня ванни hф підтримується на заданій величині. На рис. 2.31 така програма складається з трьох періодів.
На початку продувки (1) Io2 понижена, а IАг підвищена, що при підвищенні hф забезпечує швидке шлакоутворення.В другому періоді (2) підвищується Io2 , знижується IАг і hф, що сприяє швидкому окисленню вуглецю. В заключний період (3) Io2 і hф знижується, а IАг збільшується для мінімізації окислювання заліза у шлак.
Подібні програми розробляються і для груп марок сталі, близьких за хімічним складом, і реалізуються в автоматичному режимі, що усуває різницю в результатах управління внаслідок різної кваліфікації операторів. Оскільки програма повинна враховувати можливі ускладнення продувки, що в первинну схему керування (рис. 2.31) не було закладено, необхідний автоматичний контроль ступеня спіненості шлаку, наприклад, з використанням доплерівського ефекту, коли до ванни випромінювачем надсилається ультразвуковий сигнал і вимірюється час, протягом якого він іде до ванни, віддзеркалюється від неї і повертається до випромінювача, що дозволяє оцінити положення рівня шлаку відносно випромінювача і, отже, висоту шару шлаку
hшл (рис. 2.32). Потім визначається та критична величина hшл* , при якій починаються викиди, і за умови, що фактична hшл > hшл* в програму керування (рис. 2.31) автоматично вносяться корективи: зниження Io2 і hф , підвищення IАг до настання положення hшл < hшл* .