

2.6 Теспелерді оқтауды механикаландыру
Жаңа атылғыш заттарды жерасты кеніштеріне кеңінен енгізуге айтарлықтай себепкер болып қысымдық оқтағыштарды шығаруды ұйымдастыру және автономды дизельдік жүргізушіден тұратын арнайы оқтама-жеткізуші машиналарды құру саналады (2.19 - сурет). Осының арқасында ұңғымашылардың еңбек өнімділіктері біршама артады. Өзіжүргіш оқтағыш машиналар атылғыш материалдарды жеткізуді және қимасының ауданы 9 – 12-ден 70 м2 –ге дейінгі кенжарда теспелерді оқтауды, сондай-ақ, диаметрі 70 - 150 мм-лі төтелдерді қамтамасыз етеді. Машинаның шассасына оқтауыш қондырғысы, АЗ арналған шанақ (бункер) және тығындама, инициаландыру жолдарына (ИЖ) арналған жәшік және манипулятор жиналған. Теспелер мен төтелдерді оқтауға арналған ЗМКД-1, ЗМКД-2 және „Ульба-С1А" типті өзіжүргіш машиналар істелінді [3].
Машиналардың жұмыс жабдықтары максимальды жетілдірілген және түйіршіктелген АЗ орналастыруға арналған шанақты (бункерді), ЗМК-1 типті екі қысымоқтағышты, биіктігі 5,5 м-ден 8 м-ге дейінгі кенжарларға қызмет көрсетуге арналған ЗМКД-1, ЗМКД-2 және ЗМКД-1К типті мойынды гидравликалық көтергішті құрайды.
2.9 – кесте – «Тамрок» фирмасы шығаратын бұрғылау қондырғыларының техникалық сипаттамалары
Қондырғыныңтипі |
«Микроматик» |
«Мономатик» |
«Миниматик» |
«Параматик» |
«Максиматик» |
«Суперматик» |
«Датаматик» |
Қазба қимасының ауданы, м2 |
4 - 10 |
5 - 43 |
8 - 55 |
14 - 85 |
16 - 101 |
20 - 120 |
14 - 120 |
Алып берудің типі және саны |
1хКS30Н |
1xCP145H 1xEXT140H |
2xCP145H 2xEXT140H |
3xCP145H 3xEXT140H |
3xCP145H 3xEXT140H |
3xCP145H 3xEXT140H |
3xCP145H |
Тақтың (ма-нипулятор-дың) типі және саны |
1xFB201H |
1xMP600 1xZR700 |
2xMP600 1xZR1000 |
3xZR700 3xZR1000 |
3xZR1000 |
3xZRV1500 |
3xMR600 3xZR700 3xZR1000 3xZRV1500 |
Бұрғы ұшы-ның типі |
HE322 |
HE425; HE410 |
HLR438 L410 |
HLR438 HL538 L410 L510 |
HP438 H538 L410 L510 |
HL538 L510 |
HL538 L510 |
Жеңіп алу еңісі, градус |
20 |
18 |
20 |
18 |
15 |
16 |
14 |
Бұрылу радиусы, м: - сыртқы - ішкі |
4,2 2,9 |
5,5 3,4 |
5 2,6 |
6,7 3,7 |
7 3,3 |
10,2 4,4 |
9,6 4,4 |
Жылжу жылдамдығы, км/сағатына: - жазықтық жол бойынша - 8° құлама бойынша |
15
2 |
9
7 |
10
3,7 |
9
2 |
10
3 |
15
3,2 |
15
3,2 |
Қондырғы-ның өлшемде-рі, мм: - ұзындығы - ені - биіктігі |
7550 1300 1600 |
9050 1700 1600 |
10800 1940 2400 |
13180 2500 2690 |
13715 2880 3200 |
15000 3100 3300 |
15300 2500 3200 |
АЗ бойынша машинаның жүк көтергіштігі 900 кг құрайды. Востокмашзавод ВНИИцветпен біріге „Ульба-С1А" типті өзіжүргіш оқтағыш машинасының конструкциясын жасап шығарды. Машинаның шассасына «Ульба» типті автоматтандырылған оқтаушы-жеткізуші қондырғы (АОЖҚ) орналасқан.
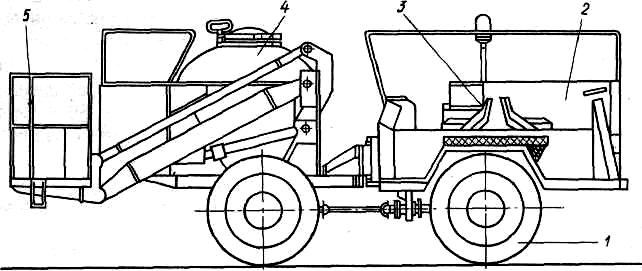
2.19 – сурет - Теспелерді оқтауға және АЗ жеткізуге арналған машиналар: 1 - жүргізу базасы; 2 – машина жүргізушінің орны; 3 – аттырушының орны; 4 – аттырушыға арналған сыйымдылық; 5 – көтерме алаңы
Басқару блогінде АЗ, ауаның және сұйықтың мөлшерін анықтайтын датчиктер, кнопкалар мен оқтау циклін жүзеге асыратын тумблер және дистанциондық басқару, сондай-ақ, АЗ шығынын және реттеу уақытын бақылайтын аспап орналасқан.
„Ульба" типті оқтау машиналары диаметрі 40 - 200 мм теспелер мен төтелдерді оқтауды және 300 м-ге дейінгі арақашықтыққа АЗ тасымалдауды қамтамасыз етеді. Теспелерді оқтауда техникалық өнімділік - 10 – 25, ал төтелдерді оқтауда - 20 - 120 кг/мин құрайды. Алып баратын оқтағыштардың орнына өзіжүргіш машиналарды қолдану АЗ жеткізу бойынша еңбек өнімділігін және теспелер мен төтелдерді оқтауды 1,5 - 2 есе арттырады, оқтаудың өзіндік құнын 15-20 % төмендетеді.
Жаңартылған «Ульба-100» және «Ульба-400» типті оқтау машиналары алғашқы болып Лениногорск КБК Риддер-Сокольді кен орнының кеніштерінде енгізілді. «Ульба-400» типті оқтау машинасының пайдалану өнімділігі 30-35 кг/мин құрады.
Оқтау-жеткізу машинасының техникалық сипаттамасы
«Ульба-100» «Ульба-400»
Өнімділігі, кг/мин.............................................10-60 10-100
Теспенің, төтелдің диаметрлері, мм................36-20 36-240
Айдаушы камераның сыйымдылығы, л............150 400
Оқтаушы құбырдың ұзындығы, м.....................300 350
«Қазақмыс» Корпорациясының кеніштерінде қолданылатын «ЖезқазғанНИПИцветмет» ұсынылған ПМЗШ-2 типті конструкция теспелерді оқтауға арналған машина. Машинаның өнімділігі 25 кг/мин құрайды. Машинаны қолдануда атылғыш заттың жұмсалынуы төмендеді және өнімділігі 6-7 % артты.
МАЗ типті толық жетекті шассидің негізімен (базасымен) дайындалған ПМЗШ-5К типті жаңа оқтаушы машина сығылған ауаны қазбаға беруге арналған жеке компрессорды және шақтының торларынан жабдықталынған электрлік жетектен тұратын жұмыс жабдықтарын қамтиды. 2003 жылдан бері қолданылатын жаңа машина теспелерді оқтау үдірісін тездетуге, оқтаманың сапасы мен қажетті тығыздығын қамтамасыздандыруға және БАЖ тиімділігін арттыруға мүмкіндік жасады [8].
Заводтан жасалынған қымбат тұратын патрондалынған АЗ қолдануда аттырыс жұмыстары қымбаттайды, қазып алынатын пайдалы қазбалардың өзіндік құны артады, кенөндіруші кәсіпорындарының кірісі (пайдасы) төмендейді. Сондықтан кіші заводтарда жасалынатын патрондалынған АЗ өнеркәсіптік игерудің практикалық маңызы өте зор.
Қолданылатын орындарында жасап шығарылатын өнеркәсіптік атылғыш заттарды (АЗ) қолдануға ауысу өте тұрақты беталыс болып саналады [9].
Қазіргі кезде Қазақстанда патрондалынған АЗ жасауға арналған үлкен өндірісті салу экономикалық тұрғыдан қарағанда тиімсіз. Себебі, бұған үлкен күрделі шығын жұмсалуы қажет. Патрондалынған АЗ жасауға арналған кішігірімді өнімді заводтың құны шамамен 3-тен 4 млн-ға дейінгі евроны құрайды. Сондықтан болашақ минимальды күрделі шығынды қажет ететін мини-заводқа жатады
"Интеррин" ҒӨК-да АЗ қысымдық патрондауға арналған қондырғы жасалынған. Қондырғы бірнеше жыл "Қазақмыс" Корпорациясында қолданылуда. Жыл сайын диаметрі 32 мм, массасы 200 - 250 г-дық 50 - 60 т патрондалынған граммонит 79/21 типті АЗ дайындалып шығарылады [15]. Осындай патрондар өздерінің атылғыштығымен және жарылу (детонациялық) көрсеткіштерімен заводтан шығарылатын аммонит № 6 ЖВ типті АЗ ұқсас, ал құны 20 %-ға дейін төмен.
Шнекті аппаратты қолданып, аз мөлшерлі технологиямен патрондалынған АЗ дайындау жетілдірілген тәсілге жатады. Тәсілді Д.А. Қонаев атындағы Тау-кен ісі институты мен "Интеррин" ҒӨК бірігіп жетілдірген.
Шнектік тәсілмен диаметрі 32 мм және массасы 0,2 - 0,3 кг патрондалынған АЗ жасауға арналған технологиялық тізбек сынақтан өтілген және жабдықтың толық комплектісі дайындалған.
Күрделі және тұтынымдық шығынның төмендігінен:
- барлық технологиялық жабдықтар ауданы 80 м2 аспайтын үй-жайға орналасуы мүмкін. Сонымен қатар, оны құрастыруға фундаментті салудың қажеті жоқ;
- жабдық күрделі түйінді және жүргізуші тетігін құрамайды. Оны белгіленген жұмыс режимі күйіне келтіруге ыңғайлы. Сондықтан оны пайдалану оңай;
- қондырғыға қызмет көрсетуге жоғары квалификациялы жұмысшының қажеті жоқ. Оператор 3 - 5 жұмыс ауысымы аралығында жұмысты игеріп кетеді;
- мобильдік вариантпен технологиялық тізбекті дайындаудың мүмкіндігі бар. Осының арқасында патрондалынған АЗ құны тағы да төмендейді.