

1,5 3 4,5 6 7,5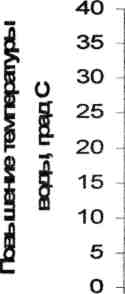
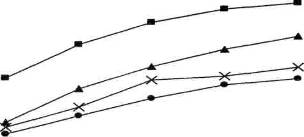

Расход воды, л/мин на мм ширины
Струйное
охлаждение

Ламинарное охлаждение
 Моталки
Моталки
Каждая моталка размещена за соответствующим тянущим устройством (А) и служит для смотки полосы, поступающей с чистового стана, в рулон. Для этого полоса подается тянущим устройством через входной канал моталки (В) в зазор между первым формирующим роликом (С) и барабаном моталки (D). Размещенный под формирующим роликом направляющий козырек ведет полосу вокруг барабана. Этот же процесс продолжается на втором и третьем формирующих роликах с соответствующими направляющими козырьками. С целью предупреждения повреждений при перемотке переднего конца полосы и меток формирующими роликами, данные ролики приподнимаются на время смотки переднего конца (система пошагового управления (Stер Сontrol). После того, как необходимое натяжение полосы создано барабаном, формирующие ролики отводятся в крайнее конечное положение.
Принципиальная схема:
|

К онцепция
компоновки оборудования современного
широкополосового стана
онцепция
компоновки оборудования современного
широкополосового стана

Чистовая группа клетей
«Волновая профилировка»

Механизмы управления профилем и плоскостностью
 Вопросы
выходного контроля
Вопросы
выходного контроля
Назвать четыре основных металлургических производственных передела
Какие геометрические параметры нормируются стандартами при производстве листовой стали?
Классификация листовой стали по толщине и технологии производства.
Классификация листовой стали по химсоставу и технологическим свойствам.
Классификация способов производства горячекатаной листовой стали.
Основное оборудование широкополосового стана.
Преимущества и недостатки листового способа прокатки.
Преимущества и недостатки рулонного способа прокатки.
Основная проблема производства широкополосовой стали в диапазоне толщин 1,8 – 20 мм.
Ограничения по температуре конца прокатки на НШПС.
Ограничения по температуре смотки на НШПС.
Влияние снижения tкп на механические свойства листовой стали.
Влияние снижения tсм на механические свойства листовой стали.
Основная проблема управления температурным режимом при прокатке толстых полос на НШПС. Получение какого механического свойства является проблемным?
Основная проблема управления температурным режимом при прокатке тонких полос на НШПС. Получение какого механического свойства является проблемным?
Способы повышения t
 НШПС
при прокатке тонких полос.
НШПС
при прокатке тонких полос.Способы снижения
 на НШПС
при прокатке толстых полос.
на НШПС
при прокатке толстых полос.Основные дефекты геометрии горячекатаной широкополосовой стали.
Симуляция 1, с использованием обучающей программы сайта www.Steeluniversity.Org Испытания на растяжение
Задача: изучение методики исследования прочностных и
пластических свойств сталей разного назначения
Основные этапы занятия Номер раздела на сайте
1. Введение в «Испытание на растяжение» (1)
2. Машины для испытания на растяжение (2)
3. Определение предела текучести (4)
4. Проведение испытания на прочность (17)
4.1. Испытание на растяжение «повторно упрочнённой полосовой стали»
1) Рассчитать и ввести параметры:
- площадь поперечного сечения……….мм2;
- ожидаемая прочность на растяжение ………МПа;
- ожидаемое максимальное усилие……….кН.
2) Выбрать диапазон нагрузок – «окно 10 кН»
3) Начать нагрузку;
4) Мышкой навести перекрестие на диаграмму нагружения P=f(l) и
определить усилие, соответствующее:
- временному сопротивлению (пределу прочности) Pв
- верхнему пределу текучести Ртв
- нижнему пределу текучести Ртн
Также определить величину удлинения l. Результаты занести в таблицу 1 (стр. 26).
Выполнить раздел «Cм. Результаты испытания высокоуглеродистого стального прутка»
Выполнить раздел «См. результаты испытания закаленной и отпущенной высоколегированной стали (300Н)»
Результаты испытаний трёх сталей занести в таблицу 2 (стр. 26) и оценить диапазон изменения прочностных и пластических свойств сталей разного назначения.