

Сопоставление нормируемых показателей механических свойств конструкционной стали (предназначенной для холодной штаповки)
ГОСТ |
Категория, способность к вытяжке, гр. прочность |
σв |
σт |
δ4 |
δ10 |
Изгиб 180 ͦ |
Глубина лунки |
Твердость |
Балл зерна |
Примечание |
||||
HRC |
HRB |
ф |
ц |
|||||||||||
16523-89 (г/к и х/к) |
Н* |
+ |
- |
+ |
- |
+ |
+ |
- |
- |
- |
- |
* - только для х/к металла (качественного) ** - не более 6 балла |
||
Г* |
||||||||||||||
группы |
+ |
- |
+ |
- |
+ |
+ |
- |
- |
+** |
+ |
||||
(К260-К490) |
||||||||||||||
9045-93 х/к |
ВГ |
+ |
- |
+ |
- |
- |
+ |
- |
-** |
- |
+ |
* (1-5) категории проката ** HR15T (h = 0,5-0,8) HR30T (h = 0,8-1,7) HRB (h = 1,7-2,0) |
||
СВ, |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
||||
ОСВ, |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
||||
ВОСВ, |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
||||
ВОСВ-Т |
+ |
+ |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
||||
4041-71 г/к |
1 |
+ |
- |
+ * |
+ |
- |
- |
- |
- ** |
- |
- |
* - δ5 |
||
2 |
+ |
- |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
** - предусмотрены испытания HR |
|||
3,4 |
+ |
+ |
+ |
+ |
+ |
- |
- |
+ |
+ |
+ |
||||
1542-71 г/к и х/к |
- |
+ |
- |
+ |
+ |
- |
+ |
+ |
- |
- |
- |
- |
||
1286-76* г/к и х/к |
1,3 ** |
+ |
- |
+ *** |
+ |
- |
- |
- |
- |
- |
- |
* - поставка с т/о |
||
2 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
** - различаются видом т/о |
|||
4 |
+ |
- |
+ |
+ |
- |
+ |
- |
- |
- |
- |
||||
*** - δ5 |
||||||||||||||
17066-80 г/к и х/к |
1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||
2 |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
||||
3 |
+ |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
||||
4 |
+ |
+ |
+ |
- |
+ |
- |
- |
- |
- |
- |
||||
1 Максимальная штампуемость нормируется ГОСТ 9045-93; 2 Максимальная прочность по ГОСТ 11268-76 за счет термической обработки; 3 Толстый лист для штамповки по ГОСТ 4041-71 |
||||||||||||||
Классификация способов производства горячекатаной листовой стали

Схемы расположения оборудования широкополосовых станов горячей прокатки

Толстолистовой стан 5000

Горизонтальная прокатная клеть

Универсальная прокатная клеть


Технологическая схема производства горячекатаной листовой стали

Изменение структуры при горячей прокатке

Влияние температуры конца прокатки на размер ферритного зерна

800
700
А (γ)
А + Ф (γ+α)
Ф (α+Fe3C)
↓σт; ↑δ
тонкий лист
↑σт; ↓δ; ↑KCV
толстый лист
↓σт; ↓δ; ↓KCV
брак
Ar3
Ar1
Начало превращения
Конец превращения
Ткп=780 С
Ткп=800 С
Ткп=900 С
Увеличение tкп позволяет повысить пластические свойства тонколистовой стали в результате роста ферритного зерна. Снижение tкп обеспечивает повышение вязких свойств толстолистовой стали в результате уменьшения размера ферритного зерна.
Структурные составляющие стали в зависимости от скорости охлаждения

Промежуточный рольганг
Теплозащитные экраны

Теплозащитные экраны
Падение конечной температуры с экранированием и без экранирования

Свертывание подката на промежуточном рольганге
(промежуточное перемоточное устройство)


Варианты компоновки оборудования литейно-прокатного комплекса


Чистовая группа клетей
Межклетевое оборудование
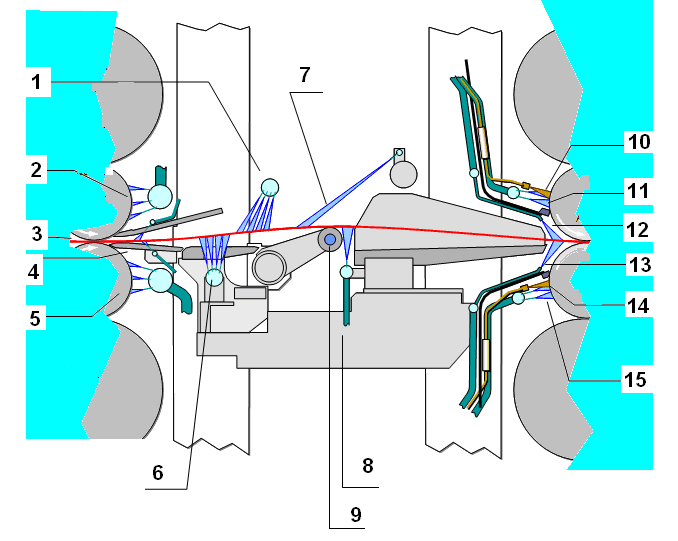
1 – Верхнее межклетевое охлаждение
2 – Охлаждение верхнего рабочего валка
3 – Нижний пароотвод (подавление парообразования)
4 – Верхний пароотвод (подавление парообразования)
5 - Охлаждение рабочего валка на выходе из клети
6 – Нижнее межклетевое охлаждение
7 – Спреерное охлаждение по ширине полосы
8 – Охлаждение нижней стороны полосы
9 – Охлаждение петледержателя
10 – Смазка рабочих валков сверху
11 – Охлаждение рабочего валка на выходе из клети
12 – Охлаждение полосы сверху (устройство антишелушения)
13 - Охлаждение полосы снизу (устройство антишелушения)
14 – Смазка рабочего валка снизу
15 - Охлаждение нижнего рабочего валка
Варианты подачи воды для охлаждения полосы на отводящем рольганге


1 – Щелевое душирование; 2 – Безинерционная ламинарная установка (сифонное душирование); 3 – Струйная ламинарная установка под давлением; 4 – Подача воды снизу
Эффективность способов подачи
охлаждающей воды