

12.3. Раздача и напрессовка деталей
Раздачей восстанавливают рабочее состояние деталей, имеющих вид полых цилиндров-втулок, пальцев и т. п. При этом увеличивают изношенный наружный диаметр за счет увеличения раздачей внутреннего диаметра.
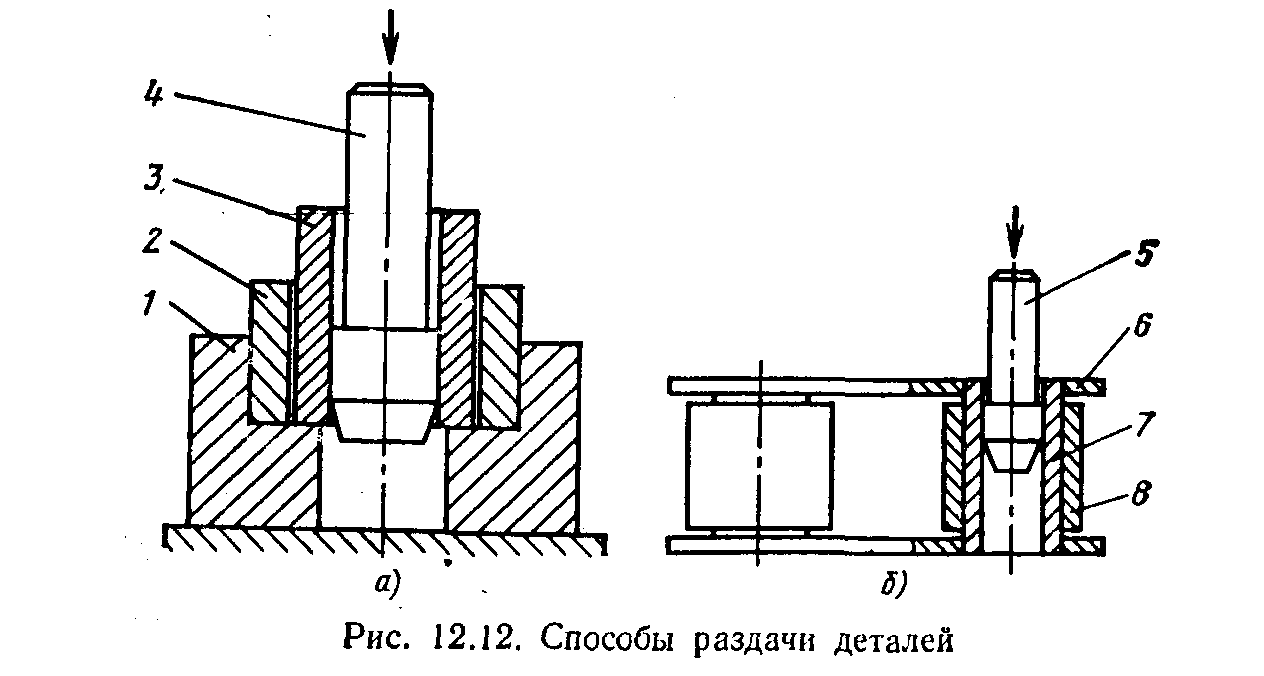
Например, изношенные поршневые пальцы ремонтируют в специальном приспособлении (рис. 12.12, а), состоящем из основания /, матрицы 2 и пуансона 4. На нижний боек молота устанавливают основание с матрицей, в матрицу вставляют предварительно отожженный поршневой палец 3, во внутреннее отверстие пальца вводят заходную коническую часть пуансона и вследствие ударов верхним бойком пуансон проходит через внутреннее отверстие пальца, палец раздается, т. е. увеличивается его наружный диаметр.
При выборе диаметра рабочей части пуансона следует учитывать, что после выполнения операции вследствие упругих деформаций наружный диаметр пальца уменьшится. После раздачи пальцы подвергают закалке, от
пуску, шлифовке и другим операциям, требующимся для восстановления размеров наружной рабочей поверхности.
При ослаблении посадки между пластинами 6 и полым валиком 7, увеличении зазора между роликом 8 и полым валиком 7 у тяговых пластинчатых цепей отверстие в полом валике раздают (рие. 12.12, б) оправкой 5.
Напрессовкой восстанавливают износившиеся наружные поверхности деталей. Их обтачивают до исчезновения следов износа, а вместо износившегося и снятого при обточке слоя металла изготовляют охватывающие детали в виде колец. Эти кольца в горячем состоянии насаживают на подготовленные охватываемые поверхности изношенных деталей. При остывании кольца охлаждаются и зажимают охватываемую поверхность восстанавливаемой детали, чтобы гарантировать прочность соединения, кольца приваривают к восстанавливаемым деталям. После этого выполняют необходимые доводочные операции, позволяющиеПолучить требующиеся по чертежу размеры и прочность детали.
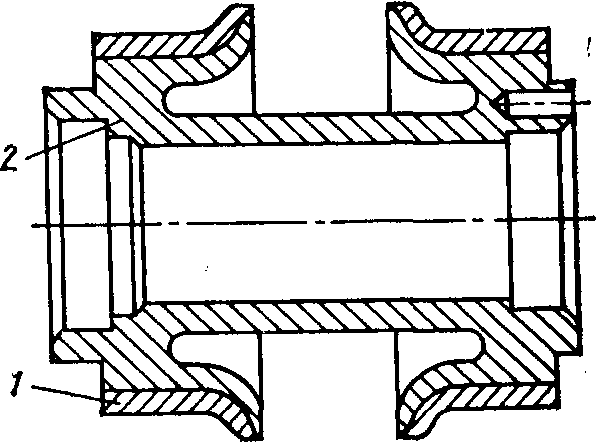
Например, изношенные поверхности беговых дорожек поддерживающих роликов 2 трактора, восстановленные путем напрессовки колец /, показаны на рис. 12.13. Из полосовой стали требуемых размеров изготовляют кольцо (длина заготовки рассчитывается по формуле из табл. 6.3, без длины /), концы которого кузнечной сваркой соединяют внахлест (см. рис. 7.18, а) или вращеп (см. рис. 7.18, г) и раскатывают кольцо на роге наковальни (см. рис. 7.4, о). Внутренний диаметр кольца раскатывают так, чтобы он был немного меньше наружного диаметра ролика, подготовленного для насадки кольца. Это делается для обеспечения натяга после горячей напрессовки кольца на ролик. Затем кольцо / нагревают до температуры 750 ... 800 °С (светло-вишневый цвет каления), напрессовывают на ролик 2 в горячем состоянии до упора в реборду и охлаждают в воде. После этого кольцо приваривают к
265
ролику электросваркой с обеих сторон по всей окру» ности. Если требуется, обрабатывают наружную поверд ность до нужных размеров.
12.4. Сварка и наплавка деталей
Износившиеся или выкрошившиеся рабочие части деталей можно восстанавливать кузнечной или электродуговой сваркой и наплавкой на них металла или твердого сплава'
Кузнечной сваркой, например, восстанавливают сильно износившееся и негодное для ремонта разгонкой лезвие' лемеха плуга. Порядок выполнения операций следующий. Лемех нагревают так же, как для разгонки, изношенную часть лезвия отрубают и выравнивают кромку, а затем ее немного осаживают и скашивают для кузнечной сварки внахлест.
Из старого лемеха или рессорного листа отковывают полосу толщиной 4 ... 5, шириной 30 мм и длиной 600 мм. Для подготовки к сварке полосу нагревают в горне и скашивают у нее кромку. После этого подготовленную кромку лемеха и полосу нагревают в горне до температуры 1200 °С (светло-желтый цвет каления). Полосу и лемех нагревают не сразу, а несколько раз, начиная от середины. Поэтому при нагреве весь жар пламени должен быть направлен на свариваемые части лемеха и полосы. Всю остальную поверхность закрывают углем, чтобы она не окислялась. При нагреве под сварку лемех и полосу не следует глубоко закладывать в горн, чтобы они не находились слишком близко от воздушного сопла и не подвергались окислению и обезуглероживанию. При достижении ковочной температуры их вынимают из горна, посыпают флюсом, счищают окалину и накладывают друг на друга подготовленными к сварке местами. Затем частыми ударами кувалды или верхнего бойка молота соединяют полосу с лемехом. Сначала удары должны быть не сильными, а затем все сильнее и чаще. Для лучшей проковки свариваемого участка места ударов должны перекрывать друг друга, чтобы не оставалось непроварениых мест. Приварку, полосы начинают со средней части лемеха и ведут ее отдельными участками к его концам по длине. После сварки средней части в горне поочередно нагревают соседние участки и соединяют их кузнечной сваркой вправо и влево от середины. Затем окончательно отделывают сварочный шов и получают лемех с восстановленными раз-
266
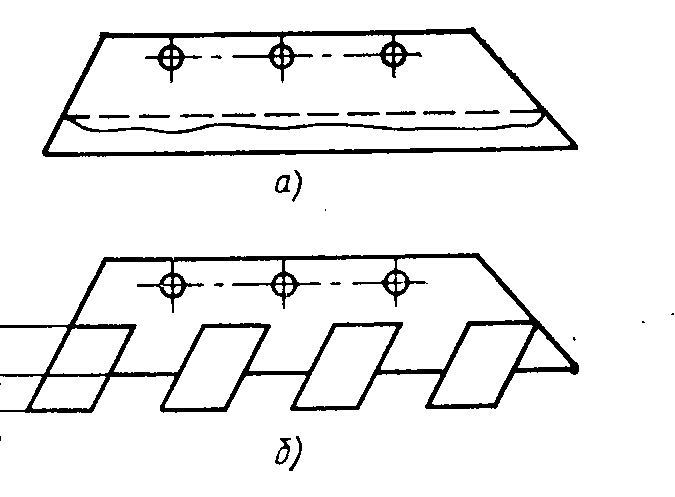
мерами (рис. 12.14, а). Размеры проверяют шаб- ^ лоном,затачивают лезвие, в3 закаливают и проверяют твердость лезвия так же, как при ремонте лемеха с^ способом разгонки. "^
Ручная электродуговая сварка, сведения о которой
имеются в работах [6, i7, 181, широко применяется при ремонте деталей в сочетании с кузнечными операциями. Например, лемехи плугов с помощью электросварки ремонтируют следующим образом.
Если у лемеха плуга трудно восстановить изношенное лезвие' кузнечной сваркой или при отсутствии твердого сплава для восстановления его наплавкой, то лезвие приваривают электросваркой. Для этого обрубают изношенную часть лезвия и кузнечным способом изготовляют полосы для лезвия сечением 4х30 мм для трапециевидного лемеха или 5 хЗО мм для долотообразного лемеха соответствующей длины. Полосу приваривают к лемеху, после чего зачищают сварные швы с лицевой и тыльной сторон и проверяют размеры. Затем закаливают и определяют твердость лезвия так же, как при ремонте лемеха способом
разгонки.
В некоторых случаях на сухих и сильно абразивных почвах к изношенным лемехам приваривают зубья. Зубья изготовляют кузнечным способом из выбракованных автомобильных рессор и электросваркой приваривают к лицевой стороне три-четыре зуба на одинаковом расстоянии друг от друга. В некоторых случаях первый зуб приваривают с тыльной стороны, а два других — с лицевой. Размеры и размещение приваренных зубьев на лемехе показаны на рис. 12.14, б. Лемех с приваренными зубьями подвергают закалке и отпуску. Проверяются размеры и твердость так же, как при ремонте лемеха разгонкой.
Опыт применения лемехов с зубьями показывает, что они работают в 7 ... 10 раз дольше обыкновенных заводских лемехов.
267
Если кромки лезвия у лемеха выкрошились частямй| больше чем на 10 мм от края, то их нельзя заточить. Тогда) вместо выкрошившихся частей вставляют и приваривакл-вставки. Сначала лемех готовят к приварке вставок. На] наждачном станке по выкрошившемуся периметру снимают фаску размером 3 х45° с обеих сторон. Затем кузнечным способом изготовляют вставки из выбракованного лемеха по форме, соответствующей формам выкрошившихся мест. С обеих сторон по форме линии стыка на ' вставках снимают фаски 3 х45°. Вставки и лемех уклады- ' вают так, чтобы их плоскости совпадали, и сваривают их электродуговой сваркой встык с обеих сторон. После сварки швы зачищают на наждачном станке с лицевой и с тыльной сторон лемеха заподлицо с его поверхностями. Затем проверяют размеры, затачивают лезвия, подвергают термообработке, проверяют твердость лезвия так же, как при ремонте лемеха способом разгонки.
Наплавка является одной из разновидностей электродуговой сварки, выполняемой путем нанесения на деталь слоя электродного металла в расплавленном состоянии, который сплавляется в единый монолит с металлом детали, образуя металлическое покрытие на этой детали. Сведения о способах наплавки и областях применения их имеются в литературе [19, 22]. При восстановлении размеров и упрочнении деталей машин на не машиностроительных предприятиях в основном применяют ручную дуговую наплавку электродами с покрытием.