

Глава 12 Способы ремонта деталей машин| с применением кузнечных операций
12.1. Правка деталей
Наиболее распространенным способом восстановления деформированных деталей, не имеющих трещин и износа поверхностей до недопустимых пределов, является кузнечная правка. Чаще других деформируются (изгибаются) детали машин, имеющие малые размеры по сечению и толщине и большие по длине и ширине. К таким деталям относятся валы, оси, рычаги, ободы, балки, швеллеры рам и т. п. Правку их выполняют в холодном или в горячем состояниях. Холодную правку применяют только для малоответственных деталей, так как после правки они со временем теряют свою первоначальную форму и снова изгибаются. Для снятия внутренних напряжений, образовавшихся при холодной правке, ответственные детали, если позволяют их размеры, подвергают среднему отпуску (см. рис. 8.2), т. е. нагревают до температуры 400 °С, а затем медленно охлаждают на воздухе или в песке.
Правят детали и сборочные единицы на наковальнях или правильных плитах (см. рис. 7.12, е) кузнечными молотами и с помощью специальных приспособлений и стендов.
Способы холодной правки валов и осей показаны на рис. 12.1. Валы или оси укладывают в призмы выпуклостью вверх и выправляют их с помощью ручного при-приспособления (рис. 12.1, а) или винтового пресса (рис. 12.1, б). Валы или оси из низкоуглеродистых и сред-неуглеродистых сталей выправляют двойной правкой. Для этого вал или ось укладывают в призмы выпуклой стороной вверх (рис. 12.1, в) и изгибают их на //i (рис. 12.1, г) в несколько раз больше первоначального
258
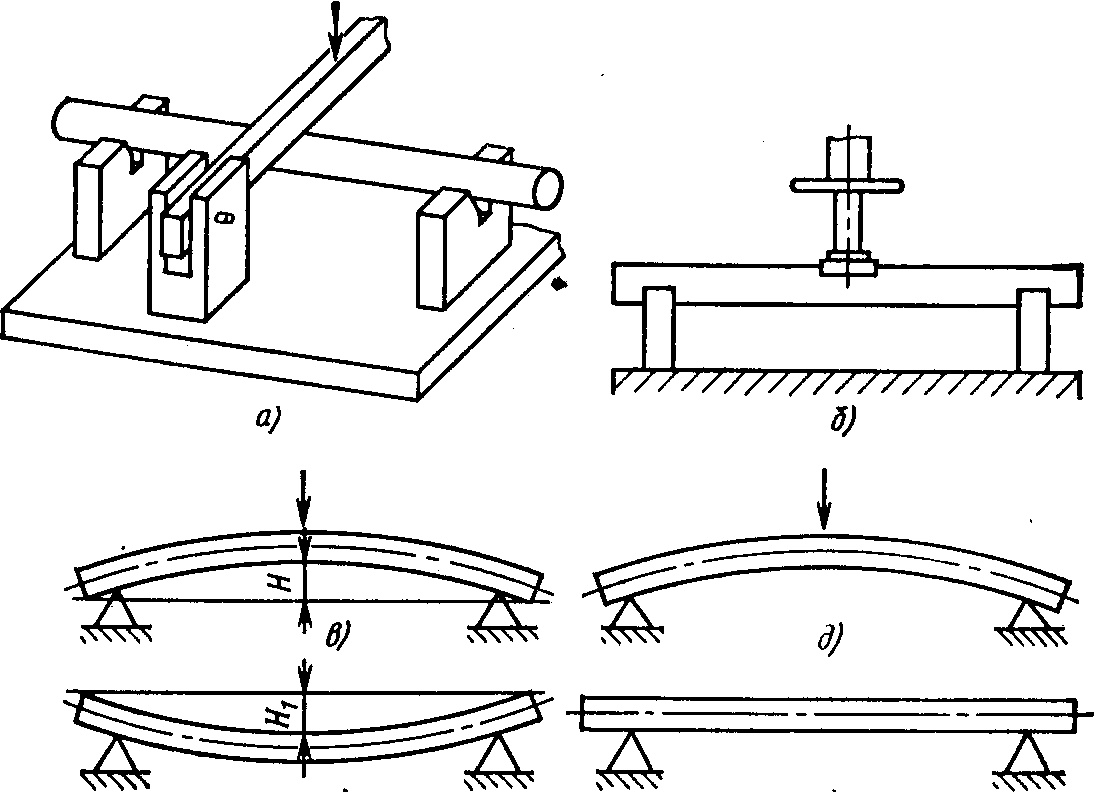
Рис. 12.1. Способы правки стержней и валов
прогиба Н. После снятия нагрузки прогиб вала в обратную сторону будет приближенно равен первоначальному прогибу Н. Затем вал поворачивают на 180° (рис. 12.1, д) и гнут его до устранения прогиба (рис. 12.1, е).
Валы диаметром более 30 мм, изготовленные из высокоуглеродистых сталей, сначала нагревают в местах прогиба в горне или газовой горелкой до температуры 750 ... 800 °С (светло-вишневый цвет каления), а затем выправляют с помощью кувалды и обжимок с достаточно большой точностью.
Валы, изготовленные из труб, для предохранения от смятия перед правкой засыпают сухим песком, а в торцовые отверстия забивают деревянные пробки. Правку следует вести осторожно, чтобы не допустить раскрытия шва трубы. Небольшие местные деформированные места устраняют в холодном состоянии. Если же шов раскроется, то его заваривают газовой сваркой.
Скрученные валы в средней части нагревают до температуры 830...900°С (красный цвет каления). Один конец вала зажимают в тисках, а другой поворзчивают в направлении, противоположном направлению скручивания (см. рис. 7.17). Если вал термически обработан,
253
Направление
уЗараВ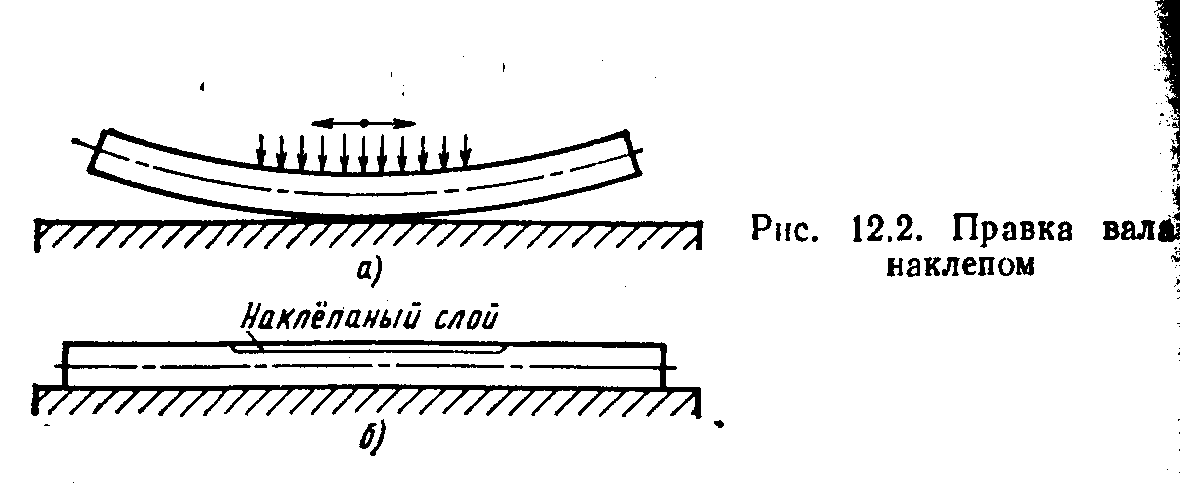
то после правки с нагревом нагреваемые участки необ-' ходимо снова термически обработать. |
Погнутые закаленные валы или валы из среднеугле-родистой стали выправляют способом холодного наклепа. ] Для этого вал укладывают на наковальню выпуклостью вниз (рис. 12.2, а) и носком небольшого молотка наносят частые, но не сильные удары по валу, начиная от середины к концам его. Молоток должен быть с клинообразным задком (см. рис. 3.2, в) без забоин. В результате образования наклепанного слоя вал выпрямляется (рис. 12.2, б). После такого выпрямления получают почти нулевое биение и термическая обработка в этом случае не требуется.'
Раскосы, поперечины, косынки и другие детали, легко снимаемые с рам и других частей машины, правят на наковальне или правильной плите (см. рис. 7.12, е) в холодном и горячем состояниях.
Небольшие детали с прямоугольным сечением можно выправлять так же, как валы и оси, или с помощью простейшего винтового приспособления, показанного на рис. 12.3, а.
Изогнутые крупные детали и сборочные единицы из проката в виде балок обычно выправляют с помощью домкратов и несложных винтовых приспособлений.
В приспособлении <рис. 12.3. б) выправляют балки рам 3 усилием от домкрата 6. Домкрат устанавливают на брус /, к которому прикреплены хомуты 2, между хомутами на домкрат укладывают погнутую балку рамы 3, выше ее в отверстия хомутов вставляют пальцы 4 и между полками устанавливают шпильки 5 с гайками, которые предохраняют полки балки от дополнительной деформации.
Приспособление, показанное на рис. 12.3, в, состоит из винтового механизма 7, коробки 8, сваренной из двух швеллеров, и хомутов 9. Место прогиба у швеллера 10
нагревают до температуры 800 °С (светло-вишневый цвет каления), с помощью хомутов приспособление устанавливают на швеллер и винтовым механизмом швеллер
выправляют.
Приспособление для правки отогнутых полок швеллера показано на рис. 12.4. Оно состоит из стойки /, зажимной накладки 4 и болта^З. Швеллер 2, нагретый до температуры 650 ... 750 °С (вишневый цвет каления) в месте деформации, устанавливают на стойку и прижимают с помощью зажимной накладки и болта, а затем ударами кувалды выправляют деформированное место швеллера.
Скрученный швеллер 3 рамы (рис. 12.5) можно править на правильной плите / со шпильками 2 с помощью приспособления, состоящего из скобы 6 и изогнутого рычага 4, на который, для создания большого усилия,
насаживают трубу 5.
Такие приспособления можно использовать для правки швеллеров и других прокатных профилей, не отделяя их от рамы или других частей машины.
Технологию правки фасонных деталей можно показать на примере правки металлического обода колеса сельско-
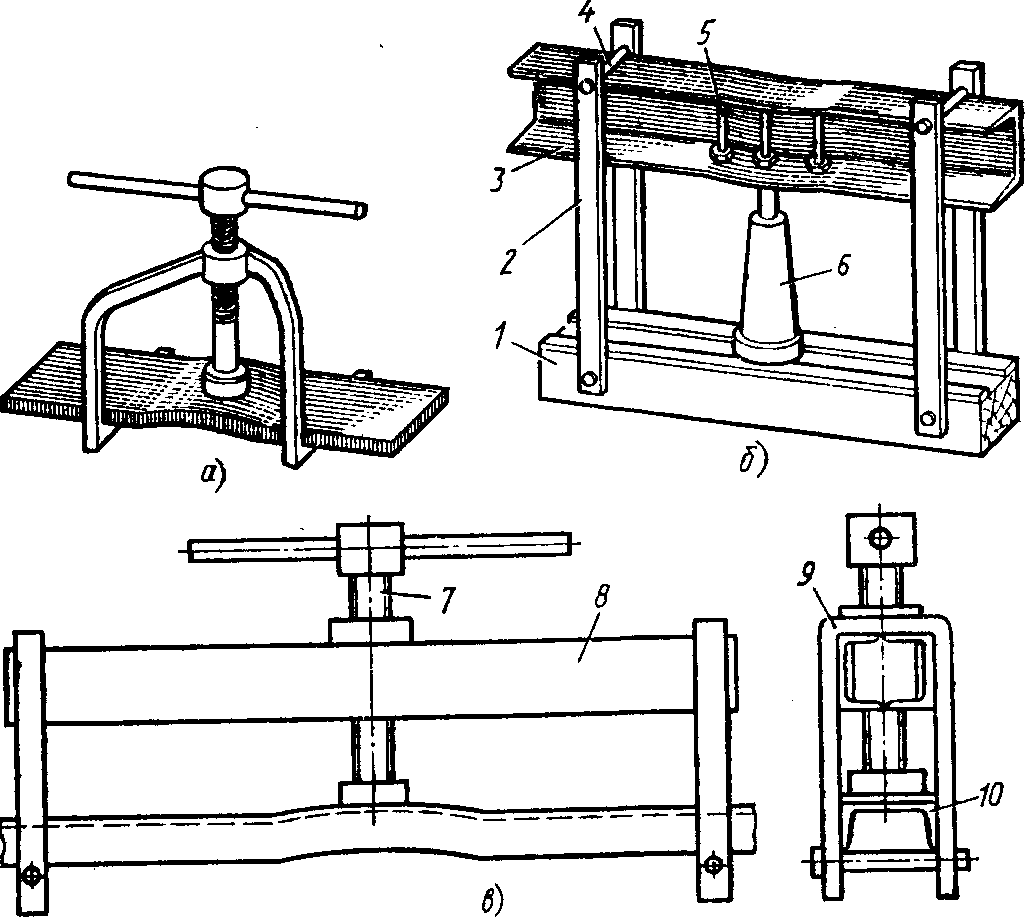
Рис. 12.3. Приспособление для правки изделий типа балок
255
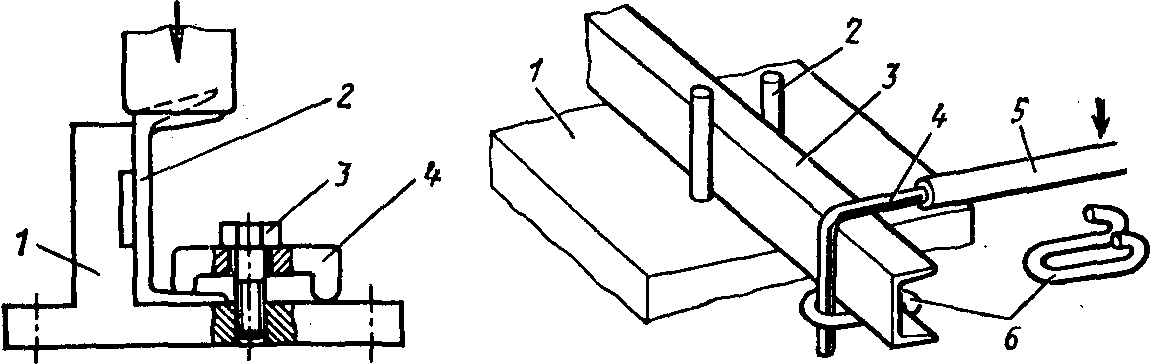
Рис. 12.4. Правка отогнутой Рис. 12.5. Правка скрученного стенки швеллера швеллера
хозяйственной машины. Сечения таких колес бывают самых разнообразных форм: плоской прямоугольной, низ-кокорытной, кругложелобчатой, плоскожелобчатой и др.
Деформированный обод колеса правят в кузнице. Если обод очень деформирован и не поддается правке в холодном состоянии, то его предварительно надо нагреть до температуры 800 ... 850 °С в горне или с помощью газовой горелки. Обод с плоским прямоугольным сечением правят на наковальне гладилкой и кувалдой. Обод со сложным профилем правят в специальном приспособлении (рис. 12.6), состоящем из плиты /, откидной скобы 4, оси £ и сменных обжимок 2 с рабочей поверхностью, выполненной по форме обода. Нагретый деформированный обод 5 устанавливают между обжимками и ударами кувалды 3 по откидной скобе выполняют правку обода, поворачивая его по мере необходимости. Поворот осуществляется свободно благодаря откидной скобе.
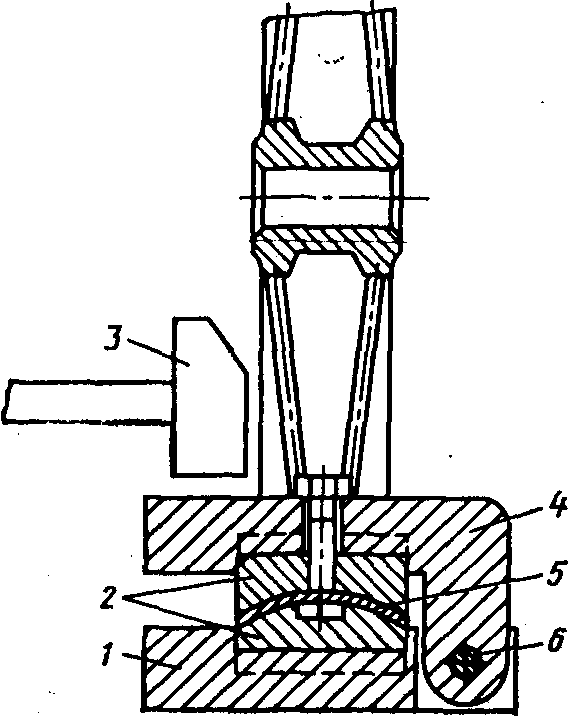
Рис. 12.6. Приспособление для правки обода колеса
256
Выправленные детали из профилей и фасонные детали после правки можно укрепить косынками, ребрами жёсткости и накладками, иначе они будут снова деформироваться при приложении усилия.