

10.3. Кузнечный инструмент для ковки на молотах
Способы заделки и крепления ручек накладывают некоторые особенности изготовления кузнечного инструмента для ковки на молотах (см. рис. 3.8—3.14). Дело в том, что ручки к этому инструменту приваривать электродуговой сваркой нельзя, так как возможно разрушение сварного шва и ручка может оторваться от инструмента. За одно целое с инструментом изготовляют ручки только ;
для инструмента, используемого при ковке небольших ' поковок. Во всех остальных случаях ручки делают отдельно от инструмента, а затем их заделывают на глубину 50. -.100 мм в инструмент. Заделку ручек в инструмент можно осуществлять тремя способами.
Первый способ (рис. 10.3, а) состоит в том, что на конце ручки делают по две надрубки под углом 90° с противоположных сторон и глубиной до 0,25 от диаметра ручки. Этот конец вставляют в глухое отверстие, образованное в инструменте сверлением или прошивкой, а затем инструмент обжимают или проковывают в горячем ;
состоянии. ;
Второй способ (рис. 10.3, б) состоит в том, что ' конец ручки раскатывают и гнут, а затем закладывают 1 в паз, образованный путем разрубки части инструмента, 1 и заковывают в горячем состоянии, i
206 1
Рис. 10.3. Заделка ручек в кузнечный инструмент
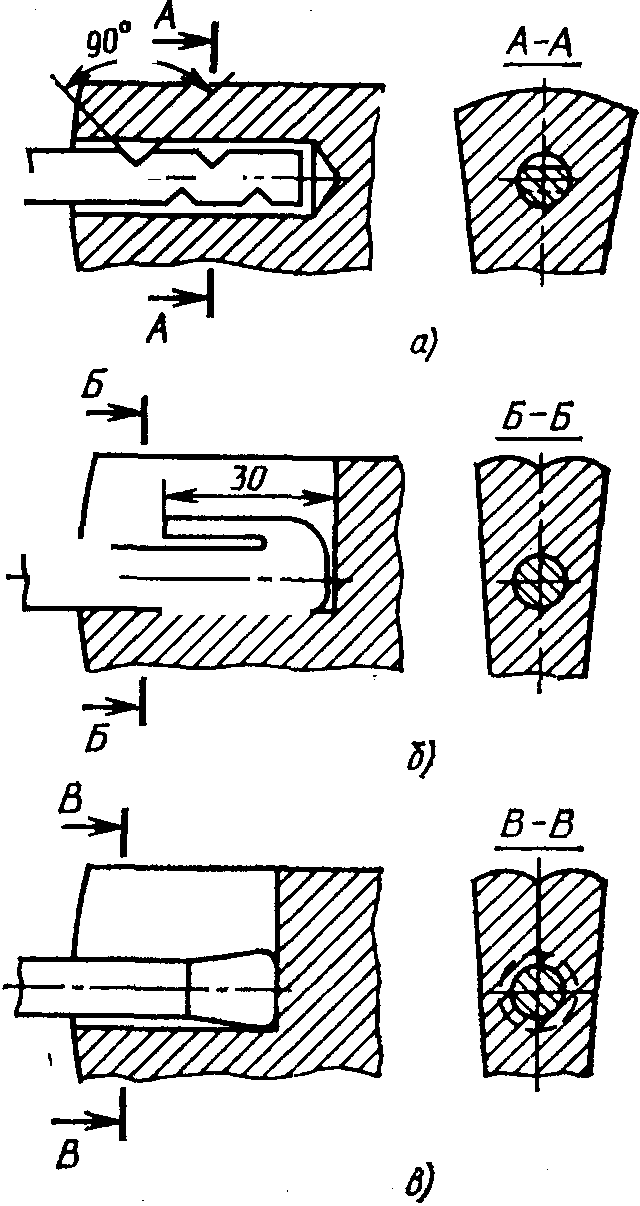
Третий способ-^^^Ш (рис. 10.3, в) состоит в том, Т~'—^—А~г что конец заготовки вы- \^^^^У саживают, а затем зако- » •',^-^Z/.
вывают в инструмент, как '" при втором способе.
10.4. Гаечные ключи
Двусторонний,—•— гаечный ключ мож-")—"____
но изготовлять из полосе- \Z/Ж/Z/Z/// вой стали с сечением боль- 1:у, ~ шего размера, чем у ручки, и последующей протяжкой • ручки или из полосы меньше ширины с ^высадкой головок.
Заготовку нагревают и пережимают (рис. 10.4, а), а затем протягивают место для ручки с образованием выступов для формирования головок ключа (рис. 10.4, б). Поочередно
нагревают концы заготовки, формируют головки ключа (рис. 10.4, е) и пробивают отверстия в них (рис. 10.4, г). Опять, поочередно, нагревают головки и вырубают зубилом зевы для гаек (рис. 10.4, д). После этого, поочередно, каждый зев ключа надевают на скобу с размерами по толщине несколько меньше размера гайки под ключ, отделывают зевы и головки ключа по внешнему диаметру (рис. 10.4, е). Скоба устанавливается на наковальне. Отделывают плоскости головок (рис. 10.4, ж), выправляют и отделывают ручку ключа (рис. 10.4, з).
Торцовый гаечный ключ изготовляют из круглой заготовки диаметром 50 и длиной 230 мм. Нагревают один конец заготовки на длине 100...120 мм. Заготовку ставят на наковальню холодным концом и в горячем конце прошивают пробойником / квадратное отверстие с размерами, несколько меньшими в сечении и большими
207
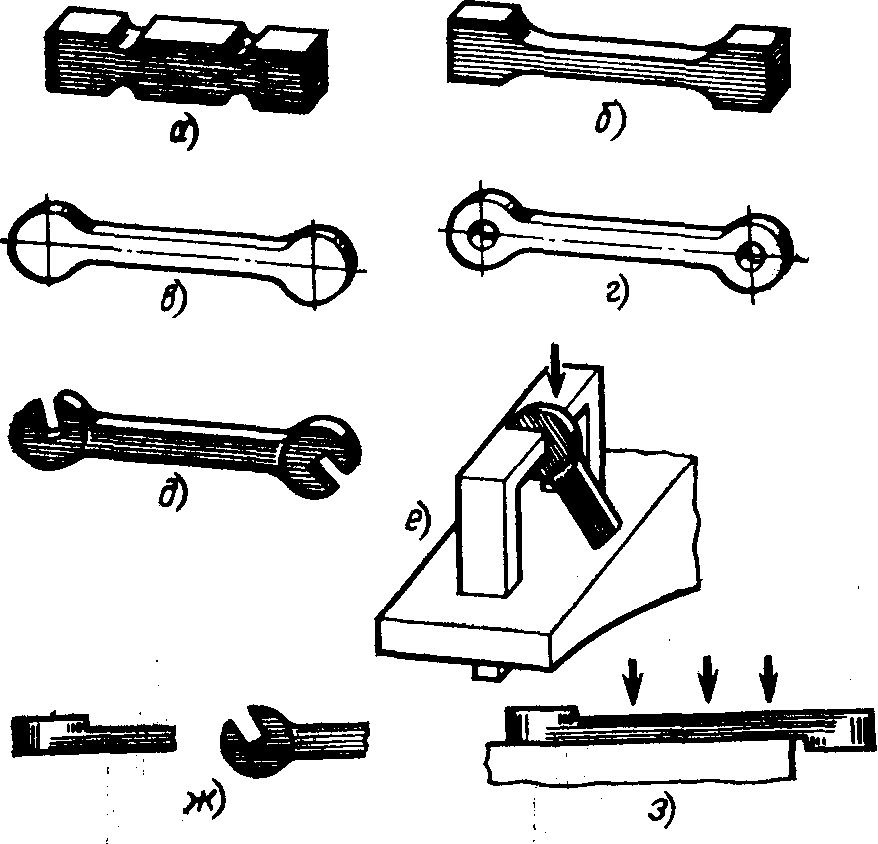
Рис. 10.4. Ковка двустороннего гаечного ключа
по длине, чем требуется для готового ключа (рис. 10.5, а).| Затем в отверстие забивают оправку 2 с размерами в сече-] нии, соответствующими размерам гайки под ключ;
(см. рис. 10.4,6). Вместе с оправкой заготовку кладут между, обжимками — нижником и верхником и ударами кувалды| устраняют выпуклость в заготовке, образовавшуюся при] забивке оправки (рис. 10.5,6, в), до диаметра, равного | размеру ключа по чертежу. , д
После этого из заготовки вынимают оправку, заготовку > нагревают на всю длину и в ней делают пережимки -(рис. 10.5, г) с образованием уступов для формирования ;
головки, стержня и ручек ключа. Протягивают середину;
ключа в стержень (рис. 10.5, д). Нагревают конец заго-'товки, предназначенный для ручек, разгоняют его в плос-, кую полосу толщиной до диаметра стержня. В этой полосе пробивают отверстие и разрубают ее (рис. 10.5, е). Затем половины полосы отгибают, изгибают стержень ключа,' как показано на рис. 10.5, ж в обжимках, поочередно, .половины полосы отковывают в ручки. Затем элементы (ключа выправляют, отделывают и получают ключ i (рис. 10.5, з). Остается выполнить операции закалки и ;
отпуска.
'208