

Глава 10
Примеры изготовления инструмента
10.1. Плоские продольно-поперечные клещи
Для изготовления одной клещевины продольно-поперечных клещей применяется заготовка из круглого проката сталей 15, 20 или 25 диаметром 35 и длиной 145 мм. Их также можно ковать из проката квадратного или прямоугольного сечения.
Один из концов заготовки, предназначенный для формирования губки клещевины, нагревают до ковочной температуры и протягивают до размеров, указанных на рис. 10.1, а. Кон тролируют размеры.
Переворачивают заготовку на 90° и протягивают оставшуюся цилиндрическую часть на полосу с размерами 30х10 мм (рис. 10.1,6). Контролируют размеры.
Намечают шарнирную часть клещевины, пережимают ее по намеченному месту до размера 30 мм (рис. 10.1, в), затем протягивают ручку, начиная с размеров в сечении 18х10 и уменьшая его к концу до размеров 10х10 (рис. 10.1, в). Контролируют размеры.
Намечают и пробивают пробойником отверстие для оси шарнира. Подгибают губки, шарнирную часть и рукоятку по размерам на поковку и проверяют их по шаблону. Отделывают рукоятку и обрубают концы по размерам. Длину проверяют линейкой. Готовая клещевина показана на рис. 10.1, г.
Аналогично отковывают вторую клещевину. Насаживают обе клещевины на подготовленную ось шарнира диаметром 10 мм. Концы оси расклепывают до плотного прилегания клещевин, но со свободным движением их относительно друг друга. Нагревают губки клещей и окончательно подгоняют их, доводя захватную часть до требуемых форм и размеров.
203
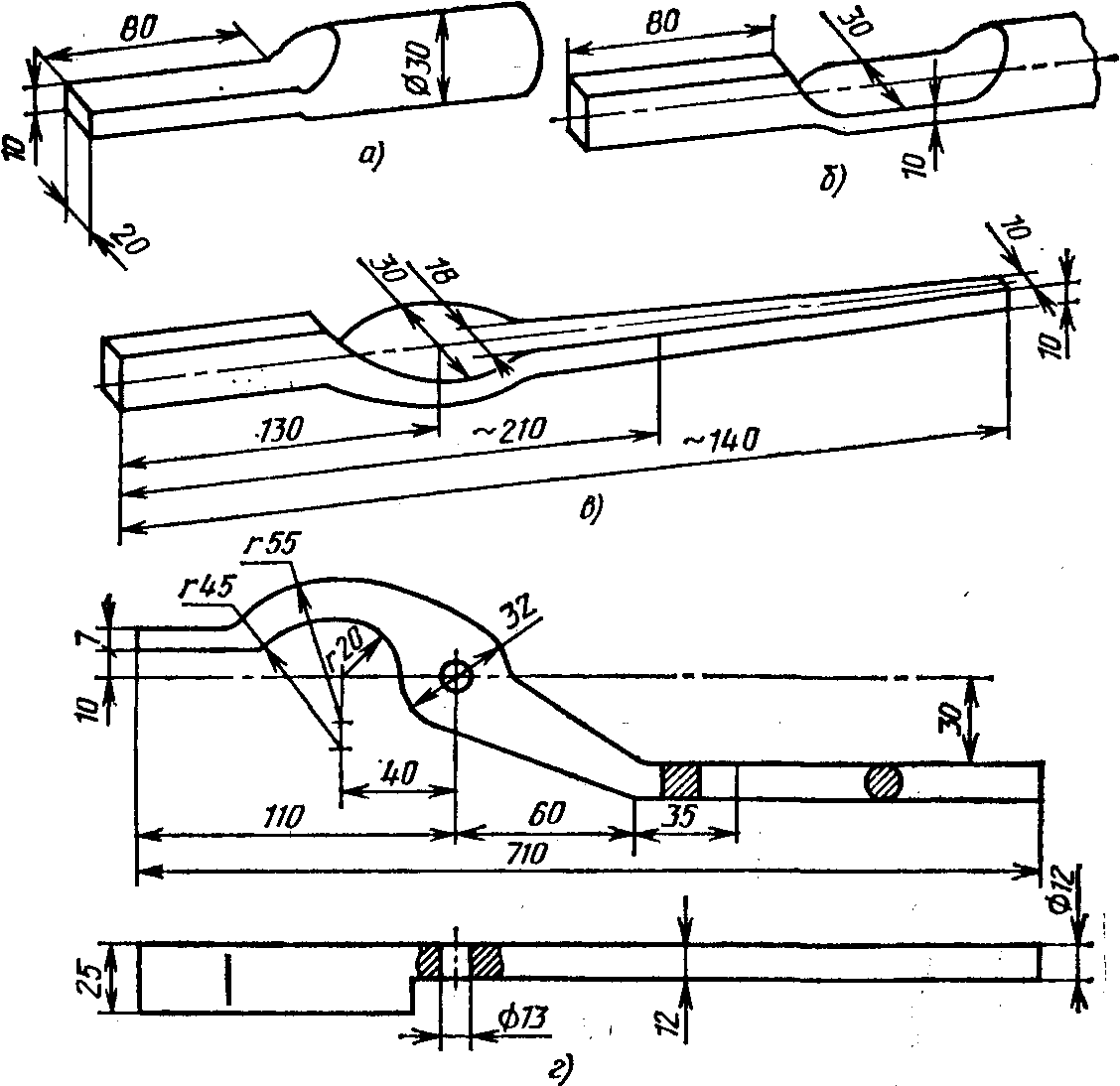
Рис. 10.1. Ковка клещевины для продольно-поперечных клещей
Так можно ковать любые кузнечные клещи. Разница в основном будет в форме губок. Следует помнить, что губки можно формировать и отделывать с использованием заготовки, для которой предназначаются клещи. В этом случае заготовка используется как оправка.
10.2. Кузнечный инструмент для ручной ковки
Сведения о материалах, термической обработке, массе и формах готового кузнечного инструмента имеются в гл. 3, а изготовляют его следующим образом.
Зубило можно изготовить из заготовки круглого сечения диаметром 60мм или с квадратным сечением 50 х50 мм. Причем длину заготовки можно принимать большей, примерно на два-три зубила. Потом, в процессе ковки, отрубать непосредственно от проката полуготовое зубило. Это позволяет уменьшить расход металла.
204
Конец заготовки нагревают до ковочной температуры и протягивают на квадратное сечение 40 х40 (рис. 10.2, а), формируют головку зубила (рис. 10.2, б) и пробивают отверстие (рис. 10.2, в), а затем формируют в нем уклоны 1 : 10 (рис. 10.2, г) с обеих сторон. После этого отрубают заготовку требуемой длины (рис. 10.2, д}. Формируют рабочую часть зубила и отрубают излишки металла (рис, 10.2, е, ж}. Вставляют в отверстие зубила оправку и отделывают все грани (рис. 10.2, з). Готовое зубило должно соответствовать размерам, указанным на рис. 10.2, и. После этого затачивают лезвие зубила под требуемым углом (см. рис. 3.3, а) и подвергают его термической обработке (см. гл. 8).
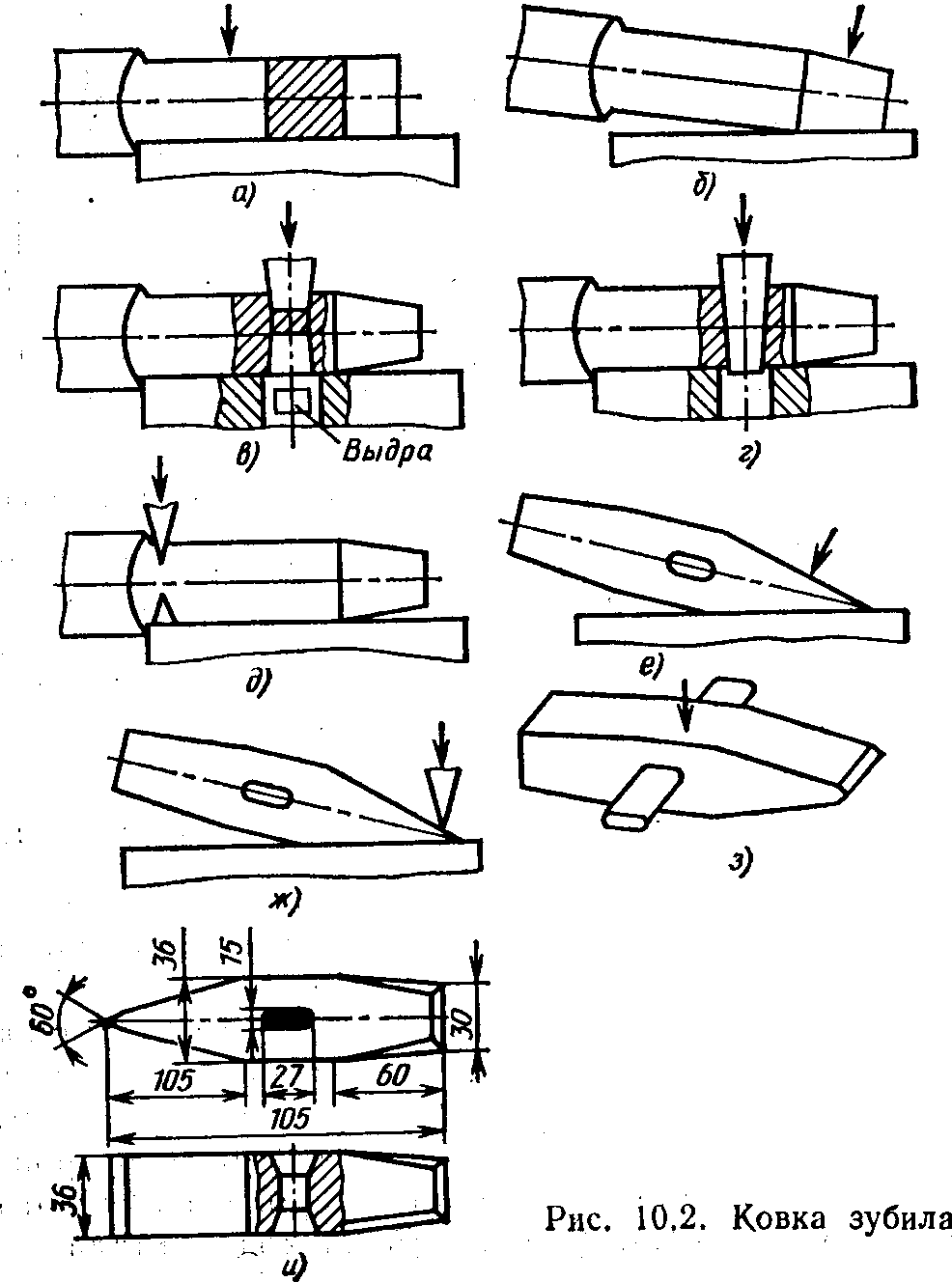
Молоток изготовляют точно так же, как зубилбЗ до операции отрубки заготовки от проката, т. е. включая операции, показанные на рис. 10.2, а—д. При последуют щей ковке молотка его грани формируют в соответствие с чертежными размерами, я
Накладной инструмент (см. рис. 3.3, б—8^1 рекомендуется изготовлять с отверстиями для ручек бе» уклонов, а остальное можно ковать по аналогии с зубилом и молотком, так как рабочие части имеют не сложную» форму и каждый кузнец сумеет найти способ, как их сформировать. |
Подкладной инструмент (см. рис. 3.4) | проще накладного инструмента. В нем не требуется про-1 бивать отверстия. Рабочие части его и головки аналогичны ;
накладному инструменту, а хвостовики для постановки :
в отверстие наковальни просты по форме и не представ- ' ляют каких-либо затруднений при ковке. ]