

9.15. Ушки и кольца
Ушко из круглого проката получают путем гибки» Последовательность операции при получении таких ушков изложена в гл. 7 и показана на рис. 7.11.
Кольцо из проката прямоугольного сечения изготовляют в следующей последовательности. Заготовку (рис. 9.18, а) нагревают и концы протягивают с образованием выступа для хвостовика или проушины (рис. 9.18, б). Затем заготовку дополнительно протягивают и при этом концы ее готовят для кузнечной сварки, а выступ проковывают до требуемых размеров хвостовика (рис. 9.18, в). Подготовленную заготовку изгибают на роге наковальни, затем концы нагревают до сварочной температуры и соединяют кузнечной сваркой (рис. 9.18, г). Если требуется, то в хвостовике пробивают отверстие и оформляют проушину (рис. 9.18, г), а потом выполняют отделочные операции и получают готовое кольцо с хвостовиком или проушиной. Кольца без хвостовика или проушины проще, так как не требуется операций по формированию их. Изготовление кольца без хвостовика или проушины показано на рис. 7.4, а.
9.16. Кольца для цепи
Кольца для цепи изготовляют из сталей с содержанием углерода до 0,3...0,4% (см. табл. 2.2). Преимущественно используется круглый прокат.
У подготовленной заготовки поочередно нагревают концы и высаживают их (рис. 9.19, а). После вторичного нагрева концы заготовки готовят под сварку внахлесг
19Э
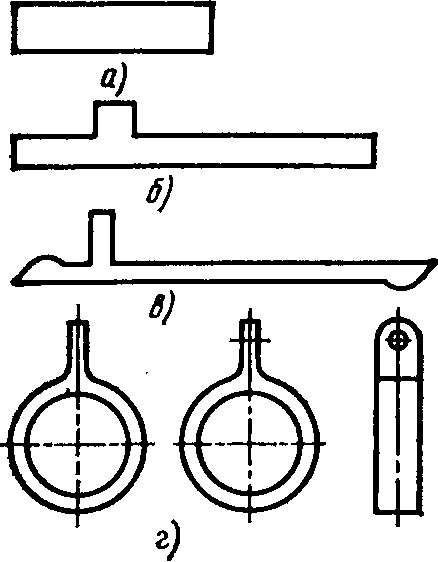

Рис. 9.18. Ковка кольца с проушиной
Рис. 9.19. Приемы и операции при изготовлении звеньев круг-лозвенной цепи
(рис. 9.19, б), а затем ее изгибают на роге наковальни (рис. 9.19, в) и концы сводят для сварки (рис. 9.19, г). Место, где сведены концы, нагревают до сварочной температуры и на роге наковальни ударами молотка выполняют кузнечную сварку и получают одно звено цепи. При этом следует соблюдать правила, изложенные в гл. 7. После отделки сварного шва и проверки звена по шаблону куют? второе звено так же, как первое, до получения полуфабриката (рис. 9.19, в), а перед сведением концов у второго звена на него надевают первое звено, сводят концы второго звена, нагревают их до сварочной температуры, сваривают, отделывают и получают неразъемно сцепленные два звена (рис. 9.19, д). И так поступают до получения цепи определенной длины или бесконечной цепи, если первое и последнее звенья соединить таким же образом. Цепи с небольшими звеньями сваривают на приспособлении 10 (см. рис. 3.4).
9.17. Пружины
Заготовки на пружины диаметром до 16 мм можно свивать в холодном состоянии, а большего диаметра — нагретыми. Материал для пружин выбирают по табл. 2.3.
Универсальное приспособление для изготовления пружин показано на рис. 9.20. Оно состоит из оправки 2, упора 3, основания 4 и крюка 5. Оправка имеет хвостовик с квадратным сечением подОтверстие в наковальне. Осно-
200,
вание не соединено с оправкой и имеет квадратное отверстие с размерами, равными размерам отверстия в наковальне. Универсальность приспособления состоит в том, что в отверстия основания и наковальни можно вставлять оправки различных диаметров, т. е. использовать для навивки пружин с разными внутренними диаметрами. Упор можно перемещать и закреплять на основании в зависимости от диаметров пружины и заготовки на пружину. Крюк для гибки заготовки на оправке имеет зацеп 6
(отогнутый конец).
Холодные заготовки свиваются в пружину так. Конец заготовки / закладывают между оправкой и упором (рис. 9.20, а). На оправку надевают крюк так, чтобы своим зацепом он зацеплял заготовку. При вращении крюка вокруг оправки, в требуемом направлении, заготовка зацепом будет изгибаться вокруг оправки.
Навитую пружину кладут на наковальню или плиту и растягивают ее до требуемых шагов между витками и длины (рис. 9.20, б), а затем пружину надевают на оправку и выправляют на равномерность округлости витков и
прямолинейность (рис. 9.20, в).
' Кузнец В. В. Шахно навивает пружины в холодном состоянии из заготовки диаметром 12 мм с внутренним

в)
Рис, 9.20. Универсальное приспособление для изготовления пружин

Рис. 9.21. Приспособление кузнеца В. В. Шахно для изготовления пружины
201
диаметром около 100 мм и высотой готовой пружин» более 500'мм. При этом он применяет изготовленное тл' приспособление, показанное на рис. 9.21. Оно состоит из оправки 2 и крюка 3. Оправка изготовлена из трубы с хвостовиком для квадратного отверстия в наковальне. В месте оправки в хвостовик к ней приварена петля 4. Крюк выполнен из арматурной стали диаметром около 40 мм и длиной 1,6м. Загнутый конец крюка расплющен и в нем имеется отверстие для заготовки. Оно несколько больше диаметра заготовки. К крюку приварены бобышка 5 и направляющая 6. Прямой конец крюка откован в ручку.
В этом приспособлении пружину навивают так (рис. 9.21, а). Конец заготовки / предварительно изгибают до диаметра, близкого к диаметру оправки, и продевают в отверстие в крюке. Крюк вместе с заготовкой надевают на справку и загнутый конец просовывают в петлю. Затем крюк вращают в требуемом направлении и заготовку свивают в пружину. При этом бобышка 5 (рис. 9.21, б) трется об оправку. Применение бобышки позволяет уменьшить трение между крюком и оправкой, так как в этом случае будет меньшей площадь соприкосновения двух тел и потребуется меньшее усилие для вращения крюка. Направляющая скользит по ранее навитому витку пружины и придает направление крюку.
При горячей свивке заготовки в пружину сначала нагревают до температуры 1200 °С одну половину заготовки и так же, как при холодной свивке, получают одну часть пружины. Затем заготовку снимают с оправки, нагревают вторую половину ее и получают пружину. В случае затруднения нагрева заготовки в два приема ее можно нагревать по частям и свивать в пружину за три и более приемов. Для выполнения операций растяжки до требуемых шагов и длины, правки витков и получения прямолинейности (см. рис. 9.20, б, в) пружину нагревают до 800 °С. После этого пружины подвергают термической обработке (см. табл. 8.3).