

9.12. Хомуты
В качестве заготовки можно использовать стальной Прокат прямоугольного сечения. После отрубки Заготовки требуемой длины и нагрева ее до ковочной температуры на концах заготовки делают па два углубления на каждом конце (рис. 9.15, а). Среднюю и концевые части заготовки протягивают до ширины и толщины, равных ширине и толщине хомута (рис. 9.15, б), при этом оставляют выступы, требующиеся для компенсации утяжки при последующей гибке заготовки.
Затем один конец заготовки нагревают и изгибают под прямым углом с помощью нижника с прямоугольным вырезом и верхника с прямым углом в сечении (рис. 9.15, и). Удерживая заготовку клещами, нагретую часть ее изгибают на роге наковгльни по радиусу, равному радиусу
•КЮ
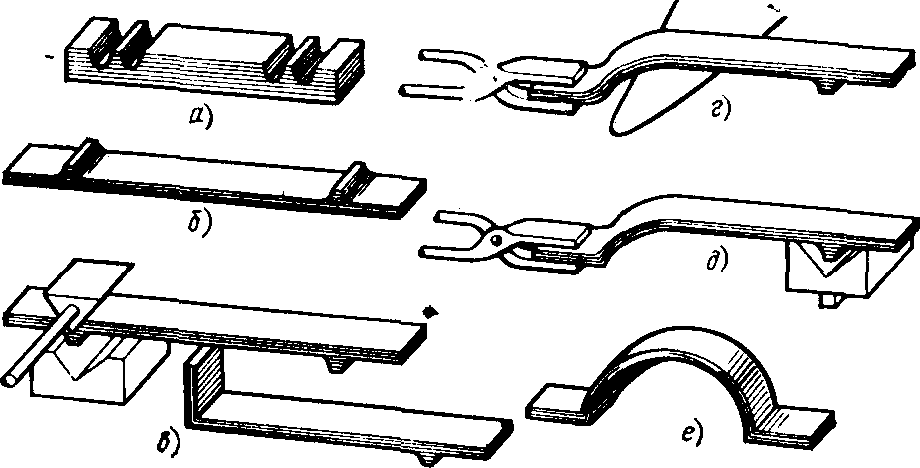
Рис. 9.15. Ковка хомута
хомута (рис. 9.15, г). Нагревают прямой конец заготовки и оформляют его аналогично описанному, вначале под прямым углом (рис. 9.15, д), а затем по радиусу хомута и получают поковку, являющуюся половиной хомута (рис. 9.15, е). Вторую половину хомута изготовляют аналогично.
Можно отковать поковку для хомута, состоящую из ' одной детали. При этом выполняют операции, показанные на рис. 9.15, а—в, а затем среднюю часть заготовки изгибают на оправке или роге наковальни до замкнутого круга и получают поковку для хомута, состоящую из одной детали.
9.13. Шарнирные петли
Наиболее простой способ изготовления шарнирных петель состоит в следующем. Для заготовки выбирают полосовой прокат с размерами по толщине и ширине, равными толщине и ширине хвостовика шарнирной петли. Нагревают один конец заготовки до ковочной температуры, оттягивают для кузнечной сварки лацканы в виде двух зубьев и делают два разруба, разделяющие заготовку на три равные части по ширине (рис. 9.16, а). Будущие ушки загибают на оправке /, подготавливают это место для кузнечной сварки, нагревают петлю до сварочной температуры и выполняют все операции кузнечной сварки (рис. 9.16, б).
Затем вынимают оправку, отгибают крайние ушки для получения внутренней петли (рис. 9.16, в) и отрубают их,
197
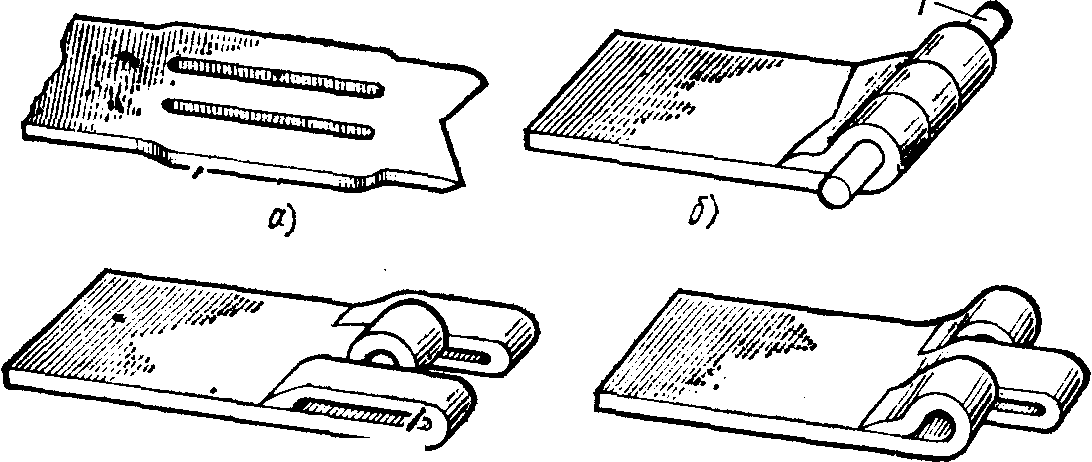
В) ——- г) Рис. 9.16. Ковка шарнирной петли
а для получения наружной петли отгибают среднее ушко (рис. 9.16, г) и отрубают его. После отделочных операций петли готовы для сборки в шарнир.
9.14. Однорогий крюк
Грузовые крюки необходимо изготовлять только из мягких сталей, которые не ломаются, а гнутся, так как внезапная поломка крюка может привести к аварии или травме, а разгибающийся крюк можно во время заметить и восстановить или заменить его другим. Можно, например, использовать сталь 20. Если стали 20 нет, то крюки можно изготовлять из сталей 10; 15 и обыкновенного качества (см. табл. 2.2) с несколько увеличенными размерами.
198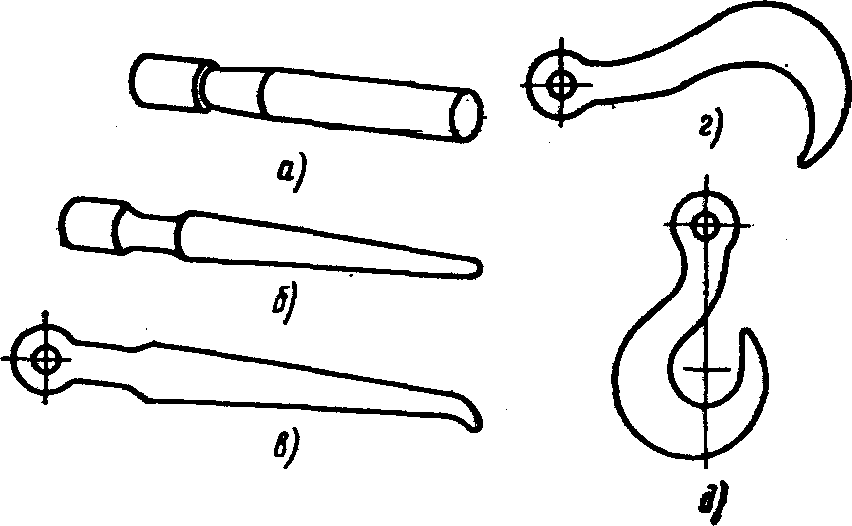
Рис. 9.17. Ковка небольшого однорогого крюка
![]()