

9.2. Гайки
Гайки для болтов диаметром до 25 мм| рационально изготовлять из полосы. Для этого исполь-j зуют полосовую сталь с размерами, приближенно равными 0,8—по толщине и 2—по ширине от диаметра болта, или же полосу отковывают длиной около 1 м из круглого, или квадратного проката. Полоса должна быть из стали обыкновенного качества (см. табл. 2.2).
На полосе намечают места для отверстий и отрубки заготовок на гайки (рис. 9.4, а). Потом полосу нагревают в горне и пробойником в намеченных местах пробивают отверстия. Диаметр отверстия должен быть меньше диаметра болта с припуском на резьбу. По местам, намеченным для отрубки, полосу надрубают с двух сторон на Уз ее толщины с каждой стороны и погружают в воду, чтобы быстрее остыла заготовка и стала хрупкой. По надрубкам полоса легко ломается от ударов молотка (рис. 9.4, а).
Дальнейшее формирование поковок для гаек состоит в окончательном оформлении граней на квадрат или шестигранник и придании отверстию правильной формы и размера. Для этого на тонкий прут надевают по восемь—десять заготовок и нагревают их в горне. Нагретые заготовки подают на наковальню, надевают их на оправку и придают форму граням (рис. 9.4, б). Окончательно грани гаек, Также на оправке, оформляют в нижнике (рис. 9.4, в). Углы гайки скругляют так же, как у головки болта (см. рис. 9.1, е). При необходимости, грани гайки прогла-бкивают и проверяют размеры поковок для гаек.
s)
^ е) -
— г) Рис. 9.4. Ковка гаек с шестью
гранями
188,
Готовые гайки отжигают, чтобы получить мелкозернистую структуру стали и предотвратить поломку метчиков при нарезании резьбы в гайке.
Гайки для болтов диаметром больше 25 мм куют кузнечным молотом. Заготовку выбирают из круглого проката (рис. 9.4, г), нагревают и осаживают до высоты гайки, затем в заготовке пробивают отверстие, как показано на рис. 7.27, б, в, г и 9.4, г. Далее, на оправке оформляют грани и отверстие так же, как для небольших гаек (см. рис. 9.4, б, б и 9.1, е), отделывают, проверяют размеры и отжигают.
При изготовлении большого количества гаек рекомендуется применять штампы.
9.3. Костыли
Костыли изготовляют из углеродистых сталей обыкновенного. качества (см. табл. 2.2). Заготовку подбирают из проката квадратного сечения с размерами, соответствующими размерам стержня костыля, или отковывают из другого профиля.
Конец заготовки нагревают в горне и кладут на наковальню, так чтобы нагретый конец выступал на длину, требуемую для формирования головки. Затем этот конец отгибают ударами молотка (рис. 9.5, а). Если требуется подогрев, то заготовку снова нагревают до ковочной температуры и устраняют утяжку, образовавшуюся в месте изгиба, т. е. получают прямой угол (рис. 9.5, б). После этого нагревают второй конец заготовки, протягивают и отковывают его на наковальне сначала накоротко (на
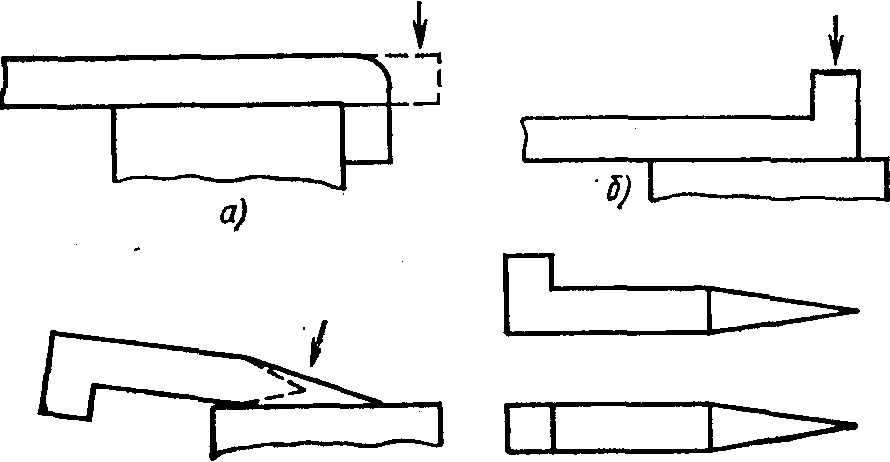
С) г) Рис. 9.5. Ковка костыля
189
рис. 9.5, в показано пунктиром), а затем по размеру щ чертеже. После этого выправляют костыль на наковалы| до получения формы, показанной на рис. 9.5, г н размера! по чертежу.
9.4. Заклепки
Для получения заклепок используют сталь Ст2 и СтЗ, медь и другие мягкие металлы. Изготовление заклепо! состоит в образовании головок высадкой холодным споса бом с диаметром стержня до 10 мм и горячим — боле< 10 мм. Высадку головок осуществляют в гвоздильне или в кузнечной форме (см. рис. 3.4, г, д}, а также в специаль' ных приспособлениях.
Одно из таких приспособлений показано на рис. 9.6, Оно состоит из стальной колодки / и накладки 6. В колодк( просверлены глухие отверстия, соответствующие диаметр) заклепок, а длина этих отверстий короче заклепок на толщину накладки. В накладке сквозные отверстия выполнень так, чтобы они совпадали с соответствующими отверстиями в колодке. Кроме этого, отверстия в накладке имеют дополнительное расширение, соответствующее форме головки ваклепки.
Заклепки в холодном состоянии изготовляют в следующей последовательности. Отрубают заготовку от круглой проволоки (прутка) с учетом формирования головки и диаметром, равным диаметру стержня заклепки. Длину заготовки на заклепку определяют по методике, изложенной в гл. 6. Заготовку вставляют в соответствующее отверстие колодки через накладку. Ударами молотка формируют головку заклепки, например круглую 3, произвольной формы 4 и потайную 5. После формирования головок накладку поднимают, заклепки вынимают из отверстий колодки, а затем и из отверстий накладки.
У заготовок под заклепки диаметром больше 10 мм нагревают один конец до ковочной температуры, холодным концом вставляют в отверстие колодки и оправкой 2

Рис. 9.6. Приспособление для изготовления заклепок
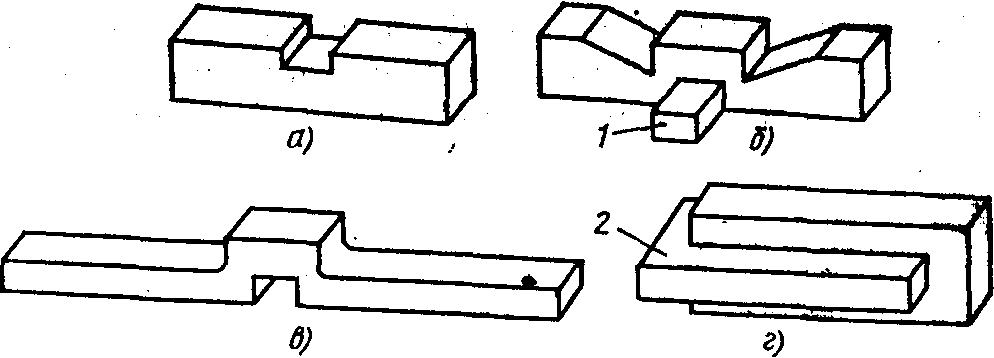
Рис. 9.7. Получение поковки для деталей в виде скобы, серьги ил«| вилки '3
формируют головку заклепки. В этом случае холодный] конец не деформируется и после формирования головой' заклепку свободно удаляют из отверстия колодки. Если же заготовка нагревалась полностью, то готовая заклепки легко удаляется из отверстия в колодке после остывания^ Если будет затруднительно извлечь заклепки из отверстйЦ колодки, то можно применять накладку, так же как npll изготовлении залепок холодным способом.
Описанное выше приспособление можно применять длр изготовления различных заклепок или использовать для получения заклепок одного типоразмера.
9.5. Скобы, серьги или вилки
Скобы, серьги или вилки куют в следующей последовательности. В нагретой заготовке соответствующих размеров посередине оформляют выемку (рис. 9.7, а) при помощи оправки 1 (рис. 9.7, б), которая на рис, 9.7, а не показана. Не вынимая оправки, заготовку переворачивают и с другой стороны заготовки односторонней треуголь-ной пережимкой (см. рис. 3.9, а) получают углубления, как показано на рис. 9.7, б. Концы заготовки протягивают (рис. 9.7, в). Затем, в полученную ранее выемку вставляют брусок 2, на нем загибают концы заготовки, как показано на рис. 9.7, г. Если требуется, то, не вынимая бруска, наружную часть поковки отделывают до требуемых размеров и формы.
9.6. Вилка с хвостовиком
Заготовку из проката прямоугольного сечения пережимают (рис. 9.8, в). Один конец протягивают для образования хвостовика (рис. 9.8, б). На другом конце пробивают
191
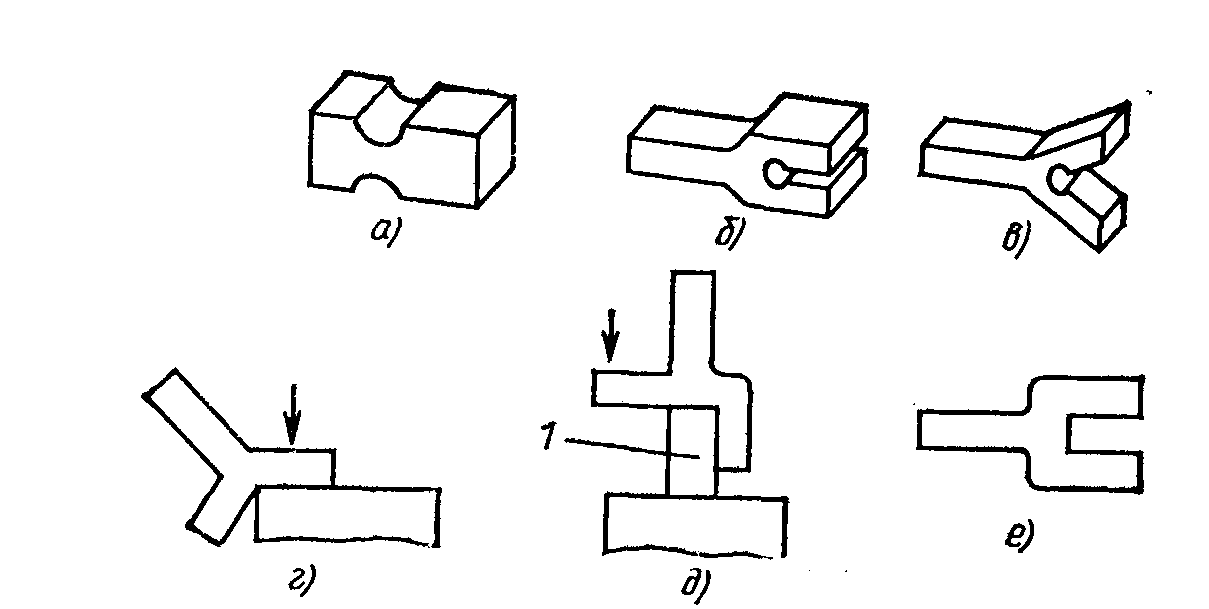
Рис. 9.8. Ковка вилки с хвостовиком
отверстие и оформляют паз (рис. 9.8, б), а затем по этому пазу раздвигают конец (рис. 9,8, в). На наковальне отковывают проушины вилки (рис. 9.8, г). Затем на оправке / отгибают проушины вилки (рис. 9.8, д) и, не вынимая оправки, отделывают проушины вилки (рис. 9.8, е).