

4.4. Пневматические молоты и оборудование
Пневматические молоты имеют ряд преимуществ по сравнению с паровоздушными молотами. Они не требуют котельных и компрессорных установок, обладают большой быстроходностью, экономичностью, компактностью, не требуют больших капитальных затрат, транспортабельны в собранном виде и просты в обслуживании. Их можно устанавливать в любом месте, где есть подвод электроэнергии. Поэтому пневматическим молотам практически всегда отдается предпочтение при организации кузниц и ремонтных мастерских на не машиностроительных предприятиях и в сельском хозяйстве. Недостатками любых молотов являются малый КПД и вибрационные нагрузки, из-за которых могут разрушаться здания.
Пневматические молоты используются в кузницах, изготовляющих поковки массой более 20 кг, и при ковке металла в подкладных штампах.
На рис. 4.6 показана конструкция и схемы для пояснения принципа работы пневматического молота. Размеры, показанные на рис. 4.6, а, позволяют судить о высоте,
61
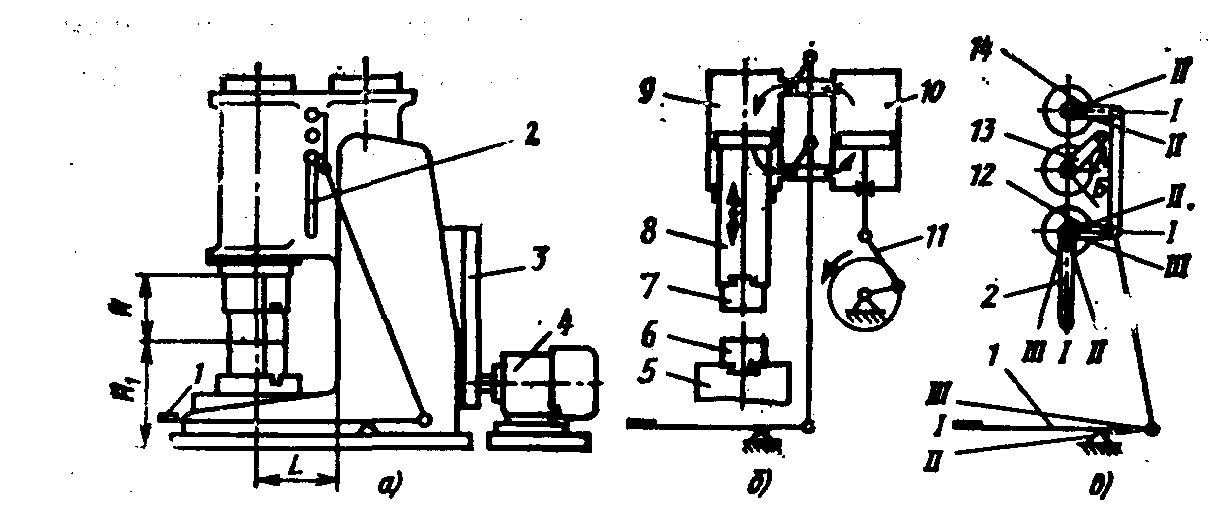
Рис. 4.6. Пневматический колот:
/ — педаль; 2 — ручка управления молотом; 3 — передаточный механизм
4 - электродвигатель; 5 — шабот; 6 — нижний боек; 7 — верхний боек
5 -• поршень-баба; 9 — рабочий цилиндр; 10 — компрессорный цилиндр // — кривошип; 12, 13 и 14 — ручки кранов воздухораспределительной устройства
на которую надо поднимать заготовку, и о размерах пс ковки, которую можно ковать на данном молоте: /у) = == 750 ... 800 мм, Hi — расстояние от зеркала нижнег бойка дл уровня пола.
Для работы на молоте кузнецы крепят клиньями верхний боек к поршню-бабе, а нижний боек к шаботу, а управление молотом осуществляют педалью или ручкой 2, которые соединены жестко с ручками кранов распределительного устройства 12 и 14 (рис. 4.6, е).
Работает пневматический молот (рис. 4.6) следующим образом. В исходном положении рабочий поршень занимает крайнее нижнее положение, а поршень компрессорного цилиндра — крайнее верхнее. Верхний боек лежи1 на нижнем бойке или на заготовке. При включении элект-родвигателя кривошип поворачивается и перемещает компрессорный поршень вниз, поршень-баба рабочего цилиндра поднимается вверх за счет разряжения воздуха в верхней полости и сжатия — в нижней, что показано стрел' ками на рис. 4.6, б. После достижения поршнем-бабоя верхнего положения поршень компрессорного цилиндра достигает нижнего положения и за счет движения криво" шипа, сообщаемого ему электродвигателем, меняет сво< движение на обратное, т. е. начинает двигаться вверх] В верхнюю полость рабочего цилиндра поступает сжатые воздух из компрессорного цилиндра. За счет давления воз| духа и силы тяжести (поршня-бабы с верхним бойком! подв1жнь:е (ударные) части молота с ускорением движутся
62
вниз и наносят удар по заготовке. Таким образом, при каждом обороте кривошипа по заготовке наносится один
удар.
Воздухораспределительное устройство имеет несколько полостей и каналов, через которые соответствующим положением ручек 12, 13, 14 кранов можно получать различные сочетания соединений полостей между собой и с атмосферой. Эти соединения подбираются так, что молотом можно действовать в следующих пяти режимах (рис. 4.6, в).
Удержание бойка в верхнем положении достигается установкой ручки 2 или педали в положении /, а ручки 13 в положении Б. При этом верхние полости обоих цилиндров соединяются с атмосферой, а нижние — Друг с другом. Сжатый воздух из нижней полости компрессорного цилиндра поступает в нижнюю полость рабочего цилиндра, что и удерживает подвижные части в верхнем положении.
Единичный удар получают установкой ручки 13 в положение А или Б, а ручку 2 из положения / быстро переводят в положение // и сразу же возвращают обратно. После удара боек поднимается вверх и остается там, пока ручка 2 будет находиться в положении /.
Прижим заготовки осуществляется установкой ручки 13 в положение Л, а ручки 2 в положение ///. В этом положении ручек верхняя полость компрессорного цилиндра и нижняя полость рабочего цилиндра соединя-нпются с атмосферой, а сжатый воздух из нижней полости компрессорного цилиндра через специальные каналы постоянно подается в верхнюю полость рабочего цилиндра, что обеспечивает прижим поковки между бойками. Избыточный сжатый воздух выбрасывается в атмосферу через предохранительный клапан, установленный в верхней полости рабочего цилиндра.
Автоматический режим получают установкой ручки 13 в положение А или Б и ручки 2 в положение //. При этом положении ручек средний кран закрывает выход воздуха в атмосферу, верхний кран соединяет верхние полости цилиндров, нижний —нижние. Электродвигатель перемещает вверх и вниз поршень компрессорного цилиндра и поршень рабочего цилиндра будет, соответственно, двигаться вниз и вверх. Силу удара при этом режиме регулируют ручкой 2 или педалью. Чем ближе ручка к положению //, тем сильнее удары.
63
: X' о л о t т о и ход происходит при установке дуч кй 13 в положение А и ручки 2 в положение /, При тай>| положении ручек верхняя и нижняя полости kumti^ сорного цилиндра соединяются с атмосферой и возду^ этого цилиндра без сопротивления постоянно выбрас вается наружу, а верхний боек под действием своей тя жести опускается вниз и лежит на нижнем бойке. Электре двигатель работает, пресс не действует. Такой режи! работы молота предохраняет компрессор от перегрева во время длительных пауз в работе.
Все детали пневматического молота крепят на лито< чугунной станине. Сам молот и электродвигатель монти руют на одном бетонном фундаменте, а шабот являете? опорой для нижнего бойка. Его устанавливают и крепяч на отдельном фундаменте, чтобы уменьшить вибрацик| на молот. Под шабот подкладывают деревянную подушка из дубовых или буковых брусьев для снижения ударные нагрузок. Верхняя часть шабота находится в проема окна станины и расклинивается деревянными клиньями,
Пневматический молот выбирают в зависимости от сечения .заготовок, из которых будут коваться нужны< предприятию поковки. Технические характеристики пневматических молотов приведены в табл. 4.1.
Заготовки и поковки при ковке на молотах имеют достаточно большие размеры и массу,, транспортировать их| вручную не всегда возможно, затруднительно .равномерно и на всю глубину прогреть их в горнах как, для 'ковкие так и для термической обработки. Поэтому в кузница^ целесообразно дополнительно применять транспортные средства, оборудованные для разделки металла на заго-| товки и нагревательные печи, которые облегчают ра-| боту по обслуживанию кузнечных молотов. ' |
Транспортные средства различных тЫ пов: поворотный кран, кран-балка» таль, тельфер и др.,
Оборудование для разделки ме-J т а л л а на заготовки может быть следующим. Наиболее распространены сортовые пресс-ножницы. Они применяв ются для отрезки заготовок из проката с круглым, квад-| ратным, прямоугольным (полосовым) и угловым сечени-1 ями. Кроме этого, для разделения металла на заготовки применяют отрезные станки с ножовочной или дисковой пилой, электромеханические пилы, хлаДноломы для ломки прутков и др. Наиболее подробное описание этого оС рудования имеется в работах 19, 231.
64
Таблица 4.1 Технические характеристики пневматических молотов
|
|
|
Модел
|
ь молота
|
|
|
|
|
<
|
|
«<
|
|
|
Параметр
|
h» М
|
0> Сч
|
<
|
^t" CO
|
<0 СО
|
е
|
|
•<*< т
|
5 » <
|
СО
|
5
|
S
|
|
|
S.
|
а
|
g
|
s
|
и
|
и
|
Масса молота без
|
2,2
|
3,1
|
5,3
|
7,9
|
13,1
|
37
|
шабота, т
|
|
|
|
|
|
|
Размеры, мм
|
1575Х Х710Х
|
1560Х Х830Х
|
2300X X930X
|
2680X X1115X
|
3020Х Х1310Х
|
4300Х X1650Х
|
|
Х1725
|
Х1900
|
X2160
|
X2210
|
Х2690
|
Х3360
|
Расстояние L от
|
280
|
300
|
340
|
420
|
530
|
800
|
оси бабы до ста
|
|
|
|
|
|
|
нины (вылет), мм
|
|
|
|
|
|
|
Высота Н рабочей
|
220
|
260
|
360
|
450
|
530
|
750
|
зоны в свету, мм
|
|
|
|
|
|
|
Размер зеркала
|
100Х56
|
130Х63
|
190X 75
|
210Х80
|
250Х 90
|
360Х140
|
верхнего бойка,
|
|
|
|
|
|
|
мм
|
|
|
|
|
|
|
Примерная произ
|
До 45
|
До 75
|
До 100
|
До 140
|
До 200
|
До 500
|
водительность,
|
|
|
|
|
|
|
кг/ч
|
|
|
|
|
|
|
Максимальные по
|
40
|
50
|
65
|
75
|
100
|
100..
|
перечные размеры
|
|
|
|
|
|
160
|
заготовки (диа
|
|
|
|
|
|
|
метр, сторона ква
|
|
|
|
|
|
|
драта и др.), мм
|
|
|
|
|
|
|
Пример- глад
|
До 8
|
8... 12
|
12...
|
18 ...35
|
35 ... 60
|
60...
|
кая ких
|
|
|
18
|
|
|
250
|
масса по- фасон-
|
До 1,5
|
1,5...2
|
2... 5
|
5...8
|
8... 18
|
18... 70
|
ковок, кг ных
|
|
|
|
|
|
|
3 В. Г. Шмаков
69
' Наг ревательные печи применяют для на-1 грева заготовок перед ковкой и при термической обра-;
ботке. Они могут быть пламенными или электрическими. Пламенные печи работают на твердом, жидком и газообразном топливе. Наибольшее распространение получили печи на жидком топливе. Для кузниц можно рекомендовать однокамерную переносную пламенную печь, работающую на жидком или газообразном топливе [23].