

7 Изготовление обечаек
7.1 Подготовка кромок, сборка и сварка заготовок
Кромки под сварку подготавливают для получения заданной геометрической формы кромки и удаления дефектного слоя с измененными структурой и свойствами, появившегося на предшествующих операциях. Форма кромок обеспечивает правильное формирование сварного шва и может быть различной. Форма, размеры и отклонения кромок под сварку должны соответствовать стандартам, требованиям чертежа и технологическим условиям. Способы подготовки кромок свариваемых деталей должны исключать механическое повреждение кромок.
Подготовка кромок абразивным кругом предусматривает зачистку с двух сторон поверхности листа в местах разделки кромок и будущей сварки на ширине 40 мм от торцов. Кромки зачищаем до полного удаления окалины и ржавчины, трещин. Операцию выполняем на плиточном стенде с использованием электрической шлифовальной машины С-475 с применением шлифовальных кругов плоских прямоугольного профиля.
Подготовку кромок фрезерованием выполняем на заготовках, надежно закрепляемых на столах универсально- , продольно- и вертикально-фрезерных станков. В качестве инструмента для фрезерования кромок используют фрезерные головки, торцевые, концевые, цилиндрические, дисковые и фасонные фрезы. Фрезерованием подготавливаем заготовки 813-ЭК 2 штуки (стороны b =2600 мм), 813- РК 2 штуки (стороны b = 900 мм), 813-КК 2 штуки (стороны b =960 мм), 813-РЖ 15 штук (стороны b =940 мм), 813-КЦ (сторона b = 6345 мм), 813-РЦ (сторона b = 6976 мм).
Заготовки под сварку следует собирать на выверенных стеллажах, обеспечивающих точное взаимное положение элементов и их фиксацию. При сборке стыкуемые элементы выравнивают по упорам или при помощи линейки и угольника, а необходимый зазор в стыке получают при помощи кронштейна, толщина стенки которого соответствует величине зазора между заготовками. При стыковых соединениях элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому путем постепенного утонения более толстого элемента в соответствии с ГОСТ 8713—70, ГОСТ 5264—69, а в случаях, не предусмотренных стандартами, угол скоса элементов разной толщины должен быть не более 15°. После сварки эти планки срезают механическим способом или газовым пламенем.
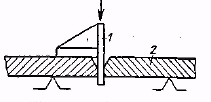
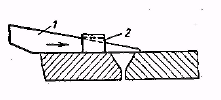
а) б)
а) схема сборки стыкового соединения;
б) схема выравнивания стыкуемых листов
Рисунок 7.1 – Подготовка кромок.
Стыкуемые листы в горизонтальной плоскости выравнивают при помощи клиньев. При сборке не допускается подгонка кромок, вызывающая дополнительные напряжения в металле и повреждение металла. Закрепляют стыкуемые детали механическими, магнитными или пневматическими прижимами, обеспечивающими плоскостность стыкуемых кромок. Одновременно со сборкой стыкового соединения устанавливают технологические планки для начала и окончания сварки шва. Для соединения плоских разверток (813-ЭК, а также 813-РЖ 3 раза) применяем электродуговую автоматическую сварку.
7.2 Вальцевание
Операцию вальцевания или круговую гибку выполняют в холодном состоянии до пределов, не вызывающих явления наклепа и роста зерна в результате рекристаллизации. Гибка является пластической деформацией металла путем непрерывного перемещения заготовки – это обработка между деформирующими валками давлением при напряжении более предела текучести.
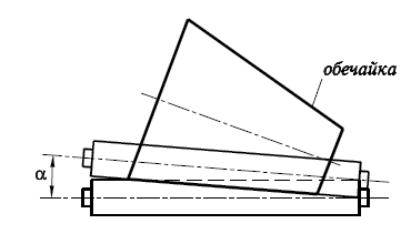
Рисунок 7.2 – Схема гибки конической обечайки на трехвалковой машине
Вальцевание выполняем на трехвалковой листогибочной машине с симметричным расположением валков. Вальцуются следующие заготовки – 813-КЦ, 813-КК, 813-РЦ, 813-РК, 813-П-200, 813-П-400.
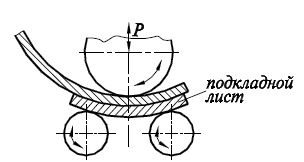
Рисунок 7.3 – Подгибка кромок в трехвалковой машине
Она является наиболее простой по конструкции, однако не обеспечивает подгибку кромок. Передняя и задняя кромки листа остаются прямыми на длине, равной половине расстояния между нижними валками. Схема гибки обечаек приведена на рис. 7.4.
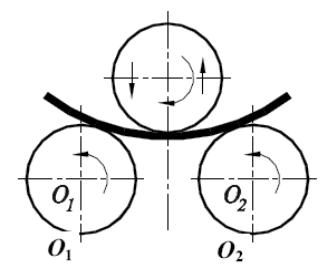
Рисунок 7.4 – Схема гибки обечайки на трехвалковой листогибочной машине с симметричным расположением валков и вертикальной регулировкой верхнего валка