

7. Методы нарезания эвольвентных зубчатых колёс.
Получили применение два метода нарезания зубьев эвольвентных зубчатых колес: метод копирования и метод обкатки (огибания).
Метод копирования реализуется с помощью следующих технологических операций: литья, штамповки, строгания и фрезерования. Профиль инструмента представляет собой точную копию колеса или некоторой его части, например, одной впадины между соседними зубьями. Так, при отливке зубчатого колеса инструментом можно считать форму, которая заполняется жидким металлом. Такая форма точно копирует будущее колесо, если не обращать внимания на образующиеся при литье припуски. При штамповке зубчатых колес инструментом служит штамп, форма которого точно соответствует будущему колесу. Штампуют только тонкие колеса. Зубчатые колеса можно изготовить на строгальном станке. При этом резец в сечении, перпендикулярном к направлению его движения, должен иметь профиль, точно соответствующий профилю впадины между двумя зубьями. Заготовка закрепляется на делительной головке и после того, как прострогана одна впадина поворачивается на часть оборота; после чего строится следующая впадина и т.д.
Наибольшее распространение имеет фрезерование зубчатых колес, которое ведется в том же порядке, как и при обработке строганием. Только вместо фасонного резца инструментом здесь служит специальная фреза (модульная фреза) (рис. 4.8).
Метод копирования требует очень большого количества инструментов, и это является его основным недостатком. даже для производства зубчатых колес только одного модуля требуется отдельный инструмент для каждого конкретного числа зубьев. Дело в том, что впадины между соседними зубьями двух колес одного модуля , но с различными числами зубьев отличаются друг от друга. Эта разница тем больше, чем больше разница между числами зубьев.
Поэтому
при необходимости производить фрезерование
колеса определенного модуля с любым
числом зубьев в пределах, например, от![]() до
до
![]() придется иметь 150 различных модульных
фрез данного модуля. Модульная фреза
дорога в изготовлении и быстро
изнашивается. Модульные фрезы
изготавливаются по стандарту и поэтому
позволяют нарезать только нормальные
колеса. При любом отклонении требуется
специальный инструмент. И еще один
недостаток – недостаточная точность
нарезания.
придется иметь 150 различных модульных
фрез данного модуля. Модульная фреза
дорога в изготовлении и быстро
изнашивается. Модульные фрезы
изготавливаются по стандарту и поэтому
позволяют нарезать только нормальные
колеса. При любом отклонении требуется
специальный инструмент. И еще один
недостаток – недостаточная точность
нарезания.
При нарезании зубьев методом огибания используются такие технологические операции, как накатывание, зубофрезерование и зубодолбление.
при методе обкатки достаточно иметь одно колесо-инструмент для возможности изготовления колес того же модуля с любым числом зубьев. Накатка зубчатых колес применяется сравнительно мало. Чаще нарезание зубчатых колес по методу обкатки производится при помощи зубчатых долбяков (рис 4.9).
8. Исходный, производящий контур режущего инструмента.
При изготовлении колес методом огибания заготовке и режущему инструменту, имеющему зубчатую форму (червячная фреза, гребенка, долбяк) сообщают на станке такие движения относительно друг друга, которые воспроизводят процесс зацепления. Это зацепление называется станочным.
Помимо движений, воспроизводящих процесс зацепления, инструменту сообщается еще технологическое движение резания. При этом режущие кромки инструмента описывают зубчатую поверхность называемую производящей.
Если производящую поверхность рассечь плоскостью, перпендикулярной оси нарезаемого колеса, то в сечении получим исходный производящий контур (ИПК). Станочное зацепление есть зацепление ИПК с профилем зуба нарезаемого колеса.
(рис. 4.12). На рисунке показан контур зубьев рейки, который называется исходным, так как он служит основой для определения форм и расположения режущих кромок.
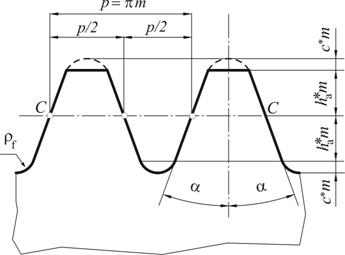
Профиль зуба режущего инструмента отличается от исходного профиля тем, что высота головки увеличена на величину радиального зазора (штриховая линия): головка зуба режущего инструмента вырезает ножку зуба в заготовке.
Этот контур называется производящим, так как при движении режущих кромок он образует производящую поверхность.