

Экзаменационный билет № 22
1. Условия устойчивости энергетической системы «источник питания – сварочная дуга».
Устойчивость сварочной дуги
Сварочная дуга в процессе работы подвергается действию ряда дестабилизирующих факторов возмущений режима, связанных с изменением длины дуги, свойств газа в промежутке, условий охлаждения, перемещением электрода, случайными магнитными полями и др. Для практического применения пригодна лишь тикая дута, режим которой под воздействием малых кратковременных возмущений меняется мало, т. е. у которой возникшие под воздействием малых возмущений отклонения от режима также находятся в ограниченной области. Такая дута называется устойчивой в малом. Если с течением времени отклонения от установившегося режима, возникшие в результате кратковременного возмущения, стремятся к нулю, то такая устойчивость называется асимптотической. Если же в результате кратковременного воздействия возмущающих факторов, как бы малы они не были, дуга изменяет свой режим, то такая дуга называется неустойчивой <<в малом.
Всякие возмущающие воздействия имеют конечную амплитуду, Может оказаться, что дута, устойчивая в малом, при достаточно больших кратковременных возмущающих воздействиях переходит в новое состояние. Область возмущений, в которой при кратковременном воздействии возмущающих факторов отклонения от режима затухают или остаются ограниченными, зависящими от величины возмущения, называется областью устойчивости в большом, а сам режим, в котором эта область конечна, устойчивым в большом. Если же такая область отсутствует, режим называется неустойчивым. Такой режим в реальных условиях не может существовать, так как неизбежные флюктуации привели бы к его изменению. Естественно, что неустойчивый в малом режим неустойчив и в большом. Аналогичное заключение об устойчивом в малом режиме, вообще говоря, неверно. Может оказаться, что устойчивый в малом режим неустойчив при любых конечных возмущениях, т. е. неустойчив в большом. Однако в большинстве случаев существует некоторая конечная область возмущений, внутри которой режим, устойчивый в малом, устойчив и в большом. Поэтому в ряде случаев ограничиваются анализом устойчивости в малом, методика которого хорошо разработана, в то время как оценка устойчивости в большом (а тем более, оценка размеров области устойчивости) представляет большие трудности.
Дута характеризуется большим чистом интегральных параметров, важных для сварки. Это напряжение и ток дуги, ее длина, форма, положение в пространстве, положение анодного и катодного пятна и т. п. Естественно, что дута, устойчивая по отношению к одному из факторов, может оказаться неустойчивой по отношению к другому. Наиболее важными параметрами являются ток и напряжение дуги. Устойчивость энергетического режима дуги, определяемого этими параметрами, называется энергетической. Устойчивость дуги в пространстве называется стабильностью дуги. Для сварки плавящимся электродом особенно важна стабильность условий плавления электрода.
Для
оценки энергетической устойчивости
дуги постоянного тока необходимо
рассмотреть баланс энергии в цепи
источника питания, содержащей дугу.
Порядок уравнения энергетического
баланса определяется числом учтенных
резервуаров энергии в источнике питания
и дуге. В первом приближении можно
ограничиться для оценки устойчивости
уравнением статической В АХ и уравнением
первого порядка для цепи питания: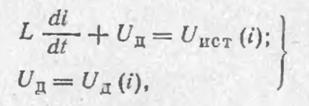
где с7ист (/) статическая внешняя характеристика источника; е7д (i) статическая ВАХ дуги; L индуктивность цепи дуги.
![]()
Это уравнение имеет не зависящее от времени решение при токе /, удовлетворяющем уравнению
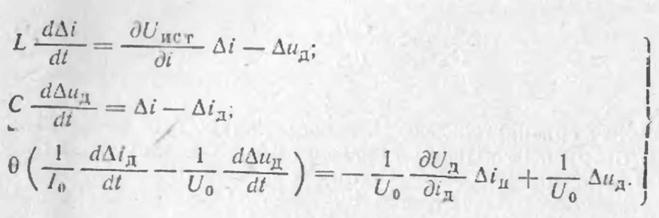
Тогда из уравнения (П4.40), разлагая функции U1ТСТ (/) и Un (i) в ряд и ограничиваясь линейными членами, можно наши вости), можно получить следующую систему уравнений для возму щений. J

положном случае. Таким образом, устойчивой является та точка равновесия, в которой крутизна статической ВАХ дуги меньше, чем крутизна внешней характеристики источника питания.
Устойчивость режима может быть оценена количественно по скорости затухания возмущения, и, следовательно, она тем выше, чем круче характеристика источника питания. В случае ручной дуговой сварки, где возмущения особенно велики, сварку предпочитают вести от источника с так называемой штыковой характеристикой, имеющей участок, на котором ток не зависит от напряжения (т. е. источник представляет собой идеальный источник тока).
Оценка устойчивости по статической ВАХ дуги и без учета емкости, параллельной дуге, является очень грубой. Малые параметры, изменяющие порядок уравнений процесса, могут оказаться очегь существенными при решении вопроса об устойчивости. К числу таких существенных малых параметров принадлежит постоянная времени дуги 0 и значение емкости С, шунтирующей дугу.
Цепь, в которой параллельно дуговому промежутку подключена емкость, описывается следующей системой"уравнений:
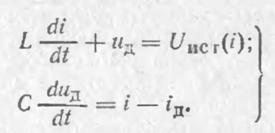
Здесь i полный ток источника питания; UITCT (i) -его внешняя статическая характеристика;Uд, iд напряжение и ток дуги.
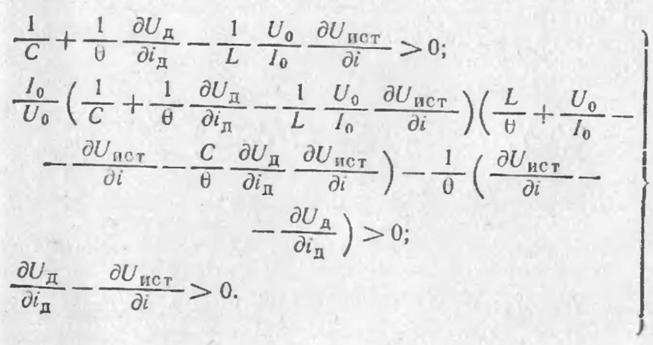
Система (П4.42) должна быть дополнена динамической ВАХ дуги, которая может быть записана в виде Для устоичпвости необходимо, чтобы все корни этого уравнения лежали в левой полуплоскости. В соответствии с критерием Гурвица для этого необходимо и достаточно чтобы мрвица
![]()
Последнее условие в системе (П4.45) совпадает с (П4.41). Первое условие для сварочной дуги, где CU20< LI20 и поэтому его последним членом можно пренебречь, сводится к
![]()
главным оораэом от мощности, идущей на нагрев вылета, увеличивающейся при уменьшении длины дуги (так как приращение длины вылета ооратпо по знаку приращению длины дуги). Коэффициент

Это условие при крутопадающей характеристике дуги и малой ее инерционности трудновыполнимо и приводит к колебаниям режима при работе на малых токах (где абсолютная величина dU^/di^ велика).
Второе условие в системе (П4.45) выполняется для сварочной дуги всегда, когда выполнено первое условие.
Анализ устойчивости дуги переменного тока может быть проведен в принципе теми же методами, что и дуги постоянного тока, но технически гораздо более сложен из-за того, что коэффициенты системы уравнений являются в этом случае функциями времени.
При малой частоте можно воспользоваться условиями (П4.45); при этом следует принимать значения всех входящих в (П4.45) вели* чин, в том числе дОп/д1д и l0/U0, в наиболее опасный для работы момент при пуле тока дуги.
При сварке плавящимся электродом в защитных газах и под флюсом важнейшим показателем является устойчивость процесса само-* регулирования дуги, заключающегося в поддержании постоянства длины и тока дуги при случайных ее отклонениях от установленного режима, Уравнения в возмущениях имеют вид
следует, что требования к скорости спада характеристики источника при сварке плавящимся электродом могут быть ослаблены. В частности, при возрастающей и пологопадающей ВАХ дуги могут применяться источники питания с жесткими или даже слабовозрастающими характеристиками без нарушения устойчивого горения душ (при w R С 0). Однако первое из условий (Г14.47)

требует положительности w, в противном случае плавление будет нестабильным, что скажется на общей нестабильности процесса сварки Полагая в выражениях (П4.46) L = 0 и исключая из системы А/ получим
Здесь сэл скорость подачи электрода; vnn скорость плавления электрода; кил коэффициент плавления; S сечение электрода*1
у плотность электрода.
Из анализа системы (П4.46) следует, что процесс саморегулирования будет устойчивым, если
женность поля столба дуги, так как приэлектродиые зоны остаются

играет роль постоянной времени саморегулирования дуги. Процесс саморегулирования идет тем быстрее, чем меньше 6ЦЛ, т, е. чем меньше wt больше коэффициент плавления, возрастающий с током, плотность тока в электроде Iэл = JJS и выше напряженность поля в столбе EСХ. С этой целью используют источники с пологопадающими, жесткими или возрастающими характеристиками, большие токи, проволочные электроды малых диаметров и газы с высоким потенциалом ионизации (например, углекислый газ).