

3 Конструкторская часть
3.1 Расчет размерных цепей
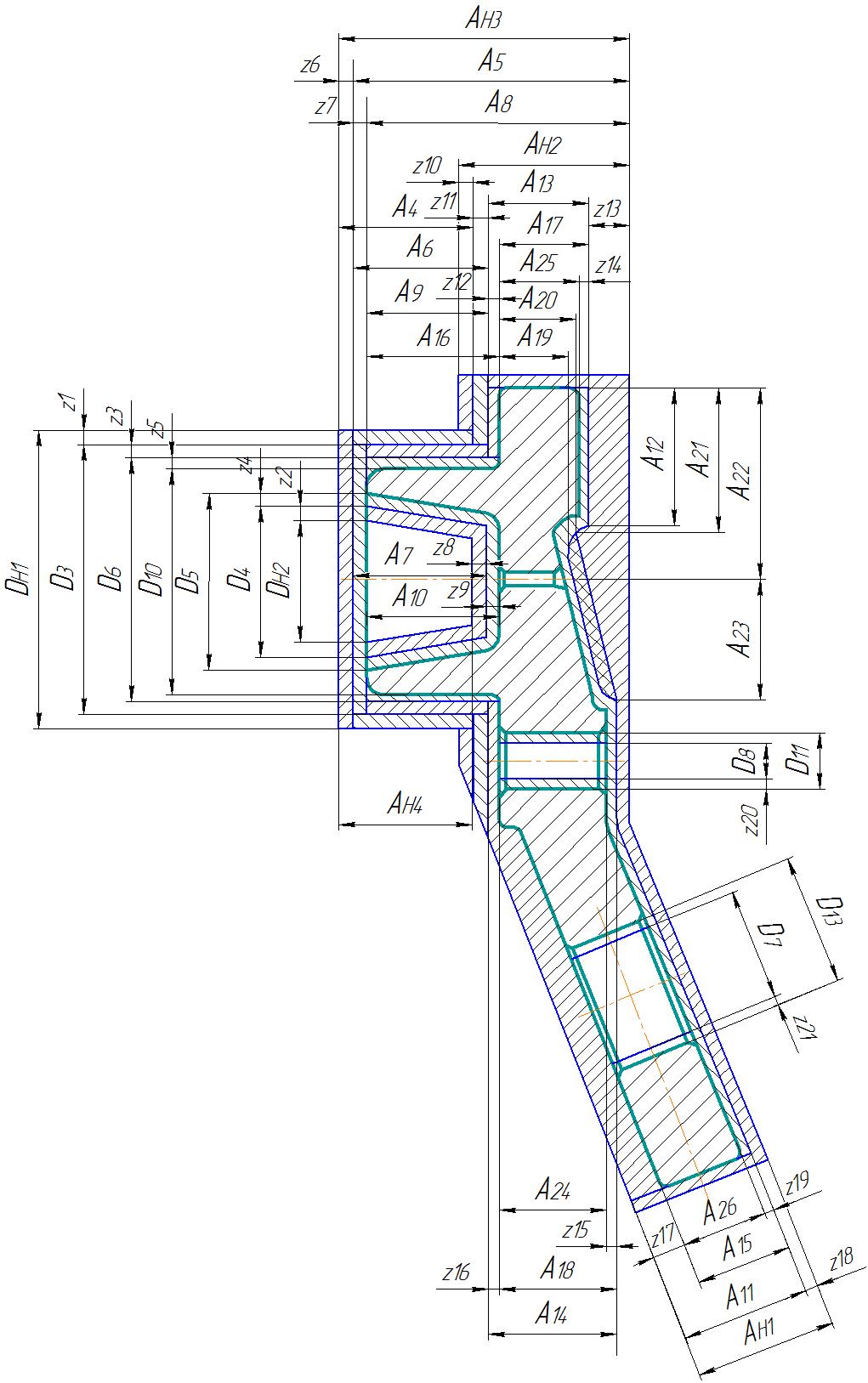
Эскиз совмещенных переходов
Расчет линейных размерных цепей
РЦ №1
а) Определение допусков на составляющие звенья размерной цепи:
A26=17-0,24 мм- конструкторский размер
мм- конструкторский размер
z19 = А15 – A26, следовательно А15= z19+ A26, тогда: А15 ≈17+ 0,5 = 17,5 мм
Для 9 квалитета:
esА15 = 0 мкм
eiА15 = -43 мкм.
б) Определение минимального значения припуска на выполнение соответствующего технологического перехода ([1], стр.22, табл.3, стр.24, табл.4):
z19min= Rz` + T` + ∆Ф`=0,08 мм.
в) Определение номинального значения операционного припуска:
z19 = z16min – eiА15 + esA26
z19 = 0,08 - (-0,043) + 0= 0,123 мм.
г) Определение значения неизвестного составляющего звена:
А15 = 17+0,123 =17,123 мм → 17,15-0,043 мм,
z19 =17,15 - 17 = 0,15 мм.
РЦ №2
а)A24 =19-0,52 мм
z15 = А18 – A24
А18 =A24 +z15
А18 ≈19+ 0,5 =19,5 мм
esА18 = 0 мкм
eiА18 = -52 мкм.
б)z15= Rz` + T` + ∆Ф`
в)z15= z15min – eiА18 + esA24
z15 = 0,08 - (-0,052) + 0=0,132 мм.
г)А18 =19+0,132 =19,132 мм → 19,18-0,052 мм
z15 =19,18 –19 =0,18 мм.
РЦ №3
а) A25 =16-0,24 мм
z14 = А17 – A25
А17 =A25 +z14
А17 ≈16+ 0,5 =16,5 мм
esА17 = 0 мкм
eiА17 = -43 мкм.
б) z14= Rz` + T` + ∆Ф`
в) z14= z14min – eiА17 + esA25
z14 = 0,08 - (-0,043) + 0=0,123 мм.
г) А17 =16+0,123 =16,123 мм → 16,15-0,043 мм
z26 =16,15 – 16 =0,15 мм.
РЦ №4
а) A16=35±0,4 мм
z12 = А16 – A9
А9 =A16 - z12
А9 ≈35 - 1 =34 мм
ЕsА9 = +100 мкм
ЕiА9= 0 мкм.
б) z12min= Rz` + T` + ∆Ф`
в) z12 = z12min – ЕiA16 + ЕsА9
z12 = 0,15 - (-0,4) + 0,1=0,65 мм.
г) А9 = 35 - 0,65 =34,35 мм → 34,3+0,1 мм
z12= A16 – А9
z15 =35 – 34,3 =0,7 мм.
РЦ №5
а) A15=17,15-0,043 мм
z17 = А11 – A15
А11 =A15 + z17
А11 ≈17,15 + 1 =18,15 мм
esА11 = 0 мкм
eiА11 = -84 мкм.
б) z17min= Rz` + T` + ∆Ф`
в) z17 = z17min – eiA11 + esА15
z17 = 0,15 - (-0,084) + 0=0,99 мм.
г) А11 = 17,15 + 0,99 =18,14 мм → 18,2-0,084 мм
z17 =18,2 – 17,15 =1,05 мм.
РЦ №6
а) A11 =18,2-0,084 мм
z18 = АН1 – A11
АН1 = A11 +z18
АН1 ≈18,2+2 =20,2 мм
esАН1 = +0,5 мм
eiАН1 = -0,8 мм.
б) z18= Rz` + T` + ∆Ф`
в) z18= z18min – eiАН1 + esA11
z18 = 0,3 - (-0,8) +0= 1,1 мм.
г)
АН1
= 18,2+1,1 = 19,3 мм → 20 мм
мм
z18 = 20 – 18,2 =1,8 мм.
РЦ №7
а) A18 =19,18-0,052 мм
z16 = А14 – A18
А14 = z16 +A18
А14 ≈19,18+1 =20,18 мм
esА14 = 0 мкм
eiА14 = -84 мкм.
б) z16= Rz` + T` + ∆Ф`
z16= z16min – eiА14 + esA18
z16 = 0,15 - (-0,084) +0= 0,234 мм.
в) А14 =19,18+ 0,234 =19,414 мм → 19,4-0,084 мм
z16 =19,4 – 19,18 =0,22 мм.
РЦ №8
а) A17 =16,15-0,043 мм
z12 = А13 – A17
А13 = z12 +A17
А13 ≈16,5+0,7 =16,85 мм → 16,85-0,07 мм
РЦ №9
а) A9=34,3+0,1 мм
z7 = А6 – A9
А6 = z7+A9
А6 ≈ 34,3+1 =35,3 мм
EsА6 = +100 мкм
EiА6 = 0 мкм.
б) z7= Rz` + T` + ∆Ф`
в) z7= z7min – ЕiА6 + ЕsA9
z7 = 0,15 - (0) +(+0,1)= 0,25 мм.
г) А6 = 34,3+0,25 =34,55 мм → 34,5+0,1 мм
z25 = 34,5 –34,3 =0,2 мм.
РЦ №10
а) A10=35±0,4 мм
z9 = А10 – A7 – z7
А7 = А10 – z7 – z9
А7 ≈35-0,2 - 1 = 33,8 мм
ЕsА7 = +100 мкм
ЕiА7= 0 мкм.
б) z9min= Rz` + T` + ∆Ф`
в) z9 = z9min – ЕiA10 + ЕsА7+z7
z9= 0,15 - (-0,4) +0,1+ 0,2=0,85 мм.
г) А7 = 35- 0,85 - 0,2= 33,95 мм →33,9+0,1 мм
z9 =35- 33,9 - 0,2 = 0,9 мм.
РЦ №11
а) A6= 34,5+0,1 мм
A13=16,85-0,07 мм
z13 = А5 – A6 – A13
А5 = А6 + A13 +- z13
А5 ≈ 34,5 + 16,85 + 1 = 52,35 мм
еsА5 = 0 мкм
еiА5 = -190 мкм.
б) z13min= Rz` + T` + ∆Ф`
в) z13 = z13min – eiA5 + esА6+ esА13
z13= 0,3 - (-0,19) +0,1+ 0=0,59 мм.
г) А5 = 34,5 + 16,85 + 0,59= 51,94 мм →52-0,19 мм
z13 = 52 – 34,5 – 16,85 = 0,65 мм.
РЦ №12
а) A5 = 52-0,19 мм
z6 = АН3 – A5
АН3 =A5 + z6
АН3 ≈ 52 + 2 = 54 мм
esАН3 = +0,5 мм
eiАН3= -0,8 мм.
б) z6min= Rz` + T` + ∆Ф`
в) z6 = z6min – eiAН3 + esА5
z6 = 0,6 - (-0,8) + 0 = 1,4 мм.
г) АН3 = 52+1,4 = 53,4 мм → 54 мм
z6 = 54 – 52 = 2 мм.
РЦ №13
а) A7= 33,9+0,1 мм
z8 = А7 – AН4 + z6
АН4 = А7 – z8 + z6
АН4 ≈ 2 + 33,9 -2 = 33,9 мм
ЕsАН4 = +0,8 мм
ЕiАН4 = -0,5 мм.
б) z8min= Rz` + T` + ∆Ф`
в) z8 = z8min – ЕiA7 + ЕsАН4 + z6
z8 = 0,6 - (0) + (+0,8) + 2 = 3,4 мм.
г)
АН4
= 2 + 33,9 – 3,4 = 32,5 мм →32 мм
мм
z8 = 2 + 33,9 - 32 = 3,9 мм.
РЦ №14
а) A6= 34,5+0,1 мм
z11 = А6 – A4 + z6
А4 = А6 – z11 + z6
А4 ≈ 2 + 34,5 - 2 = 34,5 мм
ЕsА4 = +0,25 мм
ЕiА4 = 0 мм.
б) z11min= Rz` + T` + ∆Ф`
в) z11 = 0,6 - (0) + (+0,25) + 2 = 2,85 мм.
г) А4 = 2 + 34,5 – 2,85 = 33,65 мм →33,5+0,25 мм
z11 = 2 + 34,5 – 33,5 = 3 мм.
РЦ №15
а) A13 = 16,85-0,07 мм
z10 = АН2 – A13 – z13 – z11
АН2 = A13 + z13+ z10+ z11
АН2 ≈ 16,85 + 2 + 3 + 0,65 = 22,5 мм
еsАН2 = +0,5 мм
еiАН2 = -0,8 мм.
б) z10min= Rz` + T` + ∆Ф`
в) z10 = z10min – eiAН2 + esА13+ z13+ z11
z10 = 0,6 - (-0,8) +0+ 0,65 + 3 = 5,05 мм.
г) АН2 = 16,85 + 3 + 0,65 + 5,05= 25,55 мм → 26 мм
z10 = 26 – 16,85 – 0,65 - 3 = 5,5 мм
Расчет диаметральных размерных цепей
РЦ №1
а) Определение допусков на составляющие звенья размерной цепи:
D13 =41,99+0,015 мм- конструкторский размер
z21 = D13/2 – D7/2 , следовательно D7 =D13 - 2z21, тогда:
D7 ≈ 41,99 - 0,5*2 = 40,99 мм
Для 9 квалитета:
ЕsD7 = +62 мкм
ЕiD7 = 0 мкм.
б) Определение минимального значения припуска на выполнение соответствующего технологического перехода ([1], стр.22, табл.3, стр.24, табл.4):
z21min= Rz` + T` + ∆Ф`=0,15 мм.
в) Определение номинального значения операционного припуска:
z21 = z21min – ЕiD13/2 + ЕsD7/2
z21 = 0,15 - (0) + 0,031 = 0,181 мм.
г) Определение значения неизвестного составляющего звена:
D7 = 41,99 - 2*0,181 = 41,628 мм → 41,6+0,062 мм.
z21 = (41,99 – 41,6)/2= 0,195 мм.
РЦ №2
а) D11 =15±0,2 мм
z20 = D11/2 – D8/2
D8 = D11 - 2z20
D8 ≈ 15 - 1 = 14 мм
ЕsD8 = +0,07 мм
ЕiD8 = 0 мм.
б) z20min= Rz` + T` + ∆Ф`.
в) z20 = z20min – ЕiD11/2 + ЕsD8/2
z20 = 0,3 - (-0,1) + 0,035= 0,435 мм.
г) D8 = 15 – 0,87 = 14,13 мм → 14,1+0,07 мм
z20 = (15 – 14,1)/2= 0,45 мм.
РЦ №3
а) D10=59,96-0,02 мм
z5 = D6/2– D10/2
D6 = D10 + 2z4
D6 ≈ 59,96 + 1 = 60,96 мм
еsD6 = 0 мкм
еiD6 = -74 мкм.
б) z5min= Rz` + T` + ∆Ф`.
в) z5 = z5min – еiD6/2 + еsD10/2
z5 = 0,15 - (-0,037) + 0= 0,187 мм.
г) D6 = 59,96 + 2*0,187 = 60,334 мм → 60,4-0,074 мм
z5 = (60,4 – 59,96)/2= 0,22 мм.
РЦ №4
а) D6 =60,4-0,074 мм
z3 = D3/2– D6/2
D3 = D6 + 2z3
D3≈ 60,4 + 2 = 62,4 мм
еsD3 = 0 мм
еiD3= -0,12 мм.
б) z3min= Rz` + T` + ∆Ф`.
в) z3 = z3min – еiD3/2 + ЕsD6/2
z3 = 0,3 - (-0,06) + 0= 0,36 мм.
г) D3 = 60,4 + 0,72= 61,12 мм → 61,2-0,12 мм
z3 = (61,2 -60,4)/2= 0,4мм.
РЦ №5
а) D3 =61,2-0,12 мм
z1 = DН1/2– D3/2
DН1 = D3 + 2z1
DН1≈ 61,2 + 2 = 63,2 мм
еsDН1 = +0,5 мм
еiDН1 = -0,8 мм.
б) z1min= Rz` + T` + ∆Ф`.
в) z1 = z1min – еiDН1/2 + еsD3/2
z1 = 0,6 - (-0,04) + 0= 1 мм.
г) DН1 = 61,2 + 2= 63,2 мм → 64 мм
z1 = (64 – 60,9)/2= 1,55 мм.
РЦ №6
а) D5 =52±0,4 мм
z4 = D5/2– D4/2
D4 = D5 - 2z4
D4≈ 52 - 1 = 51 мм
ЕsD4 = +0,12 мм
ЕiD4 = 0 мм
б) z4min= Rz` + T` + ∆Ф`
в) z4 = z4min – ЕiD5/2 + ЕsD4/2
z4 = 0,3 – (-0,2) + 0,06= 0,76 мм
г) D4 = 52 - 1,52= 50,48 мм → 50,4+0,12 мм
z4 = (52 – 50,4)/2= 0,8 мм
РЦ №7
а)
D4
=50,4+0,12 мм
мм
z2 = D4/2– DН2/2
DН2 = D4 - 2z2
DН2 ≈ 50,4 - 2 = 48,4 мм
ЕsDН2 = +0,8 мм
ЕiDН2 = -0,5 мм.
б) z2min= Rz` + T` + ∆Ф`.
в) z2 = z2min – ЕiD4/2 + ЕsDН2/2
z2 = 0,6 - (0) + 0,4= 1 мм.
г) DН2 = 50,4 - 2= 48,4 мм → 48 мм
z2 = (50,4 – 48)/2= 1,2мм