

1.5 Режущий инструмент
Для более эффективной производительности технологического процесса необходима замена существующего режущего инструмента на более эффективный комбинированный инструмент.
Для проектируемого технологического процесса был сконструирован специальный режущий инструмент – сверло. В конструкцию сверла входит специальная цилиндрическая часть L=70, которая служит для быстрой замены быстрорежущих втулок из приспособления. Применение данного режущего инструмента позволяет сократить время, необходимое для переналадки приспособления.
1.6 Средство измерения
В целях увеличения производительности и культуры производства был разработан специальный измерительный инструмент - штангенциркуль с индикаторной головкой. Простота конструкции и удобство визуализации измерения не требуют от контролера специальных навыков и знаний, за счет универсальности штангенциркуля возможно его широкое применение для измерения большого спектра размерных величин. Данное СИ позволяет снизить затраты процесса за счет своей дешевизны и универсальности (заменяет до 10 специальных средств измерений), а также удобства и простоты работы.
2 Специальная часть
2.1 Разработка управляющих программ для станка Variaxis-630-5x
При изготовлении детали применяются станки сЧПУ для токарных, сверлильных и фрезерных операций. В данном проекте составлено 2 управляющие программы для фрезерных операций: №030,№040.
Обработка происходит на обрабатывающем центре Variaxis-630-5x. Применение данного оборудования позволяет сократить количество необходимого оборудования в 4 раза, сократить производственную площадь в 6,5 раз,снизить потребность в электроэнергии на 70%, снизить себестоимость производства в 3,3 раза, улучшить культуру производства и производительность труда в рамках приоритетной внедряемой программы «Бережливое производство».
Станок Variaxis-630-5x фирмы Mazak.

Рисунок 2 Станок Variaxis-630-5x фирмы Mazak
Таблица 2.1
Технические характеристики станока Variaxis-630-5x
630-5X II T |
VARIAXIS |
630 мм |
Размер палетты |
630 / 765 / 600 мм |
Перемещение по осям (X/Y/Z) |
-120-+30°/±360° |
по осям (A/C) |
52 000 мм/мин |
Быстрая подача по осям (X,Y,Z) |
18 000°, 36000°/мин |
по осям (A,C) |
18 000 об/мин, 30 кВт (40 л. с.) (при 30-мин. цикле) |
Шпиндель |
1100 об/мин |
Частота вращения токарного шпинделя |
MAS BT-40, CAT-40 |
Тип хвостовика инструмента |
30, *40. *80, *120 |
Вместимость магазина |
2400 x 4200 мм |
Требуемая площадь |
Управляющая программа оп №030
Переход 1 станок Variaxis 630-5х
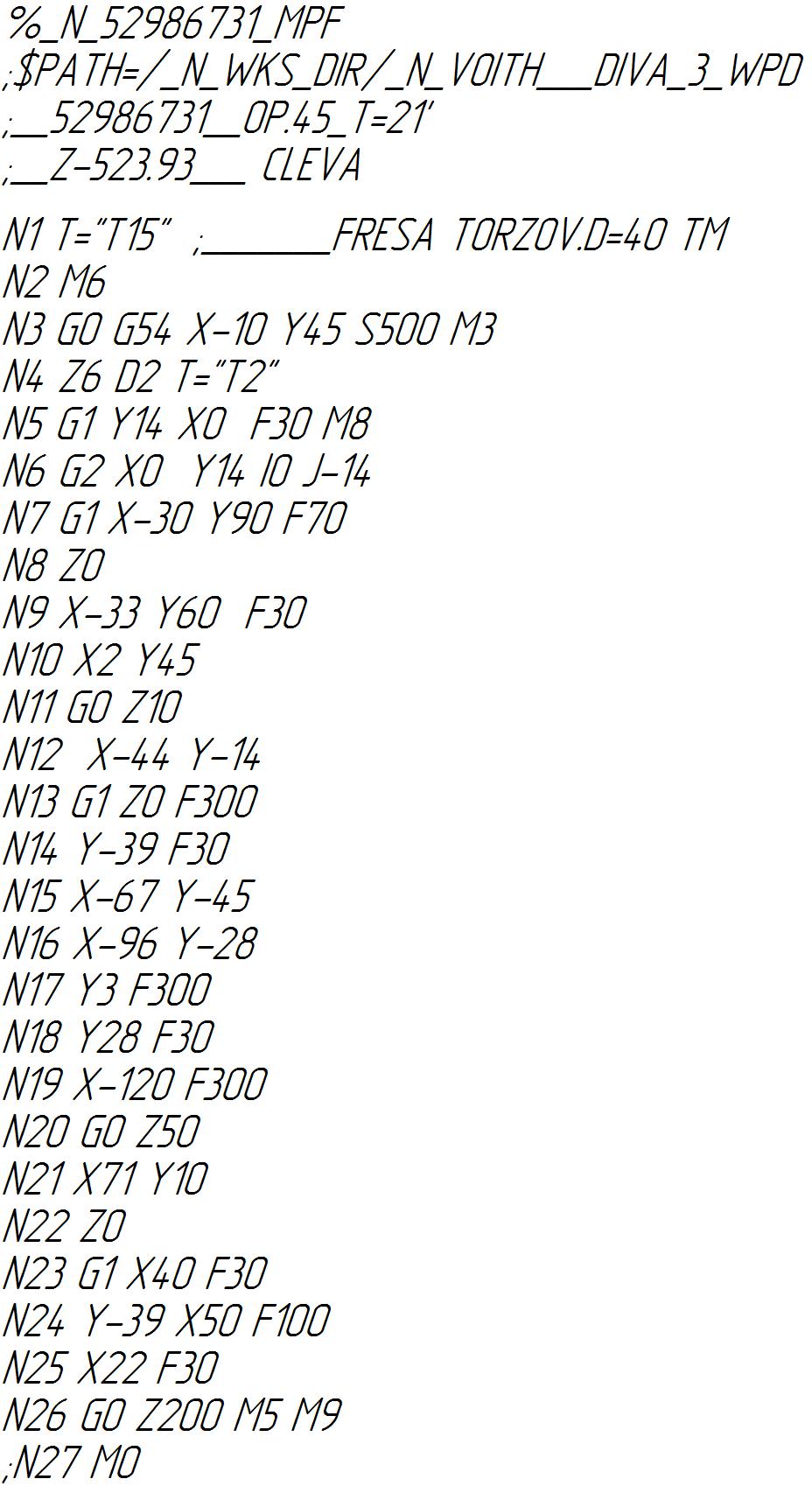
Управляющая программа оп №030
Переход 2 станок Variaxis 630-5х
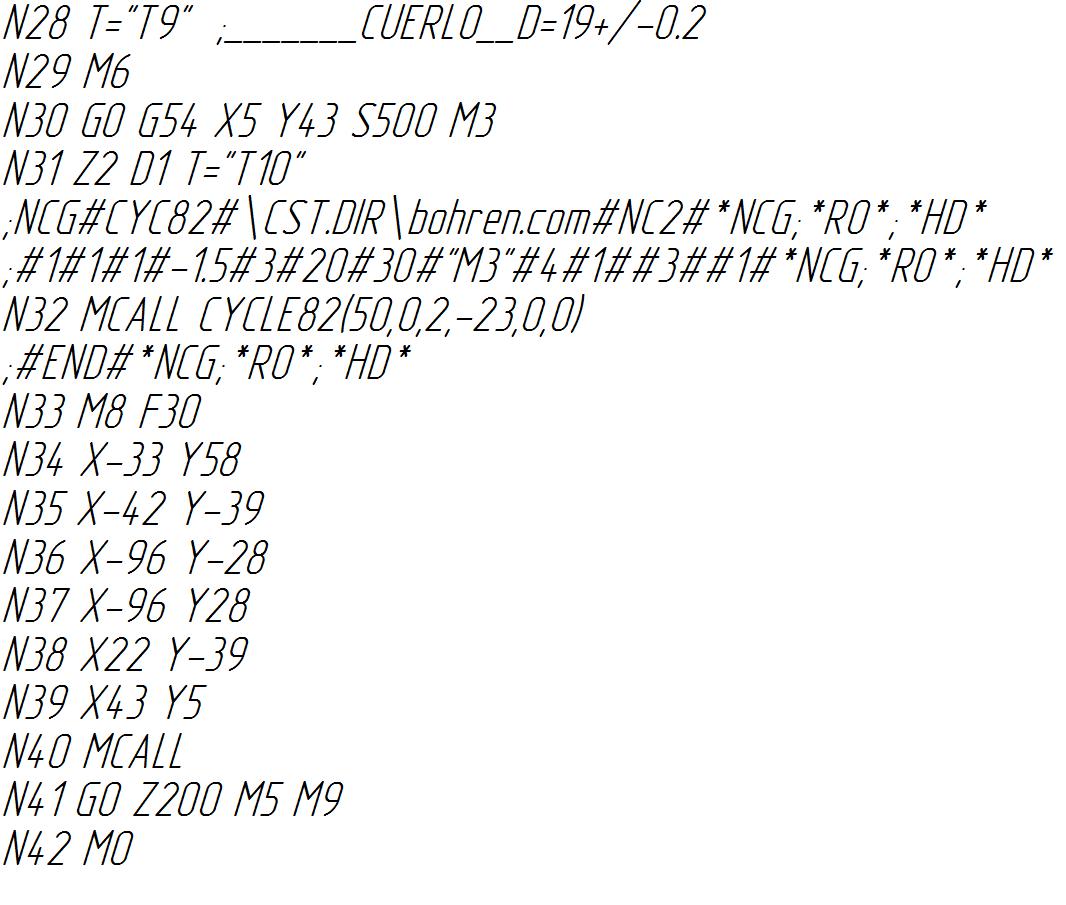
Управляющая программа оп №040
станок Variaxis 630-5х
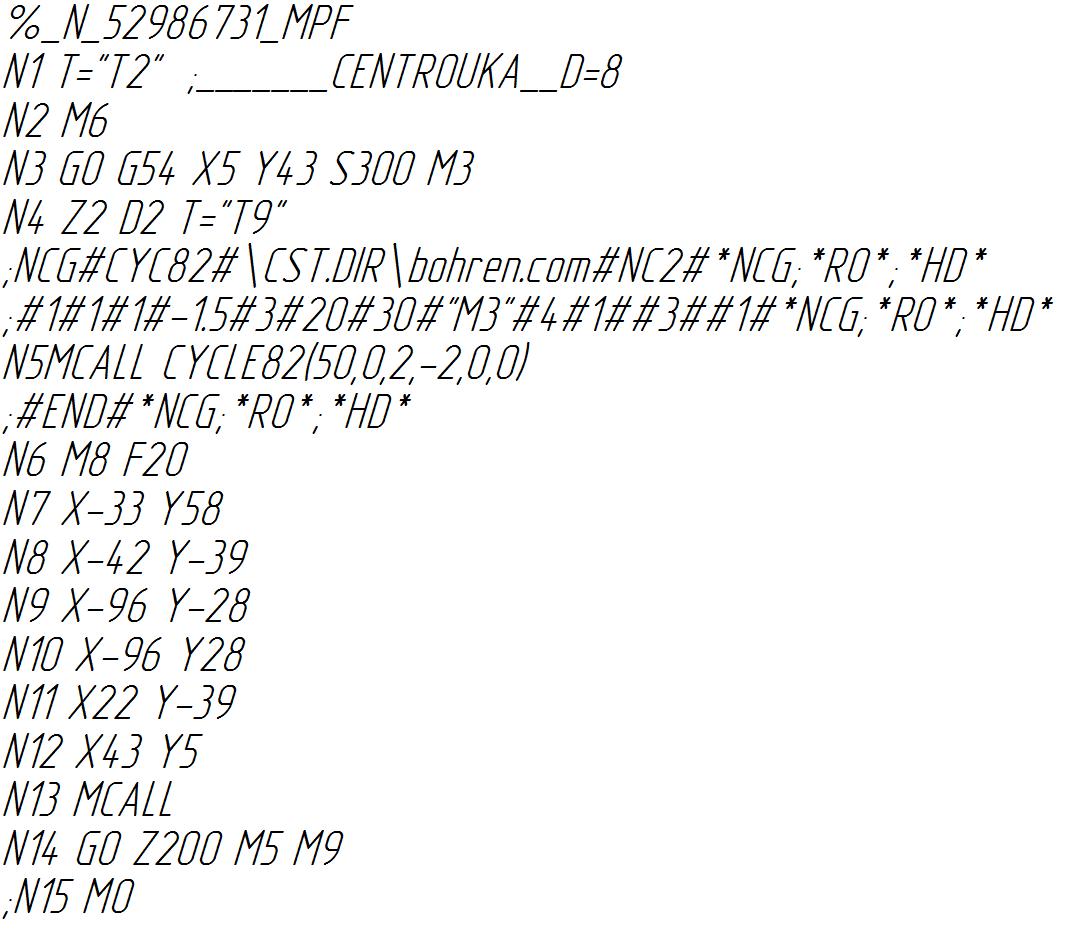
Обозначение кадров управляющей программы:
Список G-функций и М-функций
Таблица 2.2
Список G-функций
G.. |
Описание |
Модальная |
G0 |
Ускоренный ход |
* |
G1 |
Линейная интерполяция |
* |
G2 |
Обход окружности по часовой стрелке |
* |
G3 |
Обход окружности против часовой стрелки |
|
G4 |
Время задержки |
- |
G6 |
Сплайновая интерполяция |
* |
G7 |
Наклон плоскости обработки |
|
G8 |
Поворот оси инструмента |
|
G9 |
Определенное положение полюса |
* |
G11 |
Полярные координаты. Скругление угла. Фаска |
- |
G14 |
Функция повторения |
|
G17 |
Плоскость обработки XY, инструмент Z |
* |
G18 |
Плоскость обработки XZ, инструмент Y |
|
G19 |
Плоскость обработки YZ, инструмент Х |
|
G22 |
Вызов макрокоманды |
- |
G23 |
Вызов главной программы |
|
G25 |
Ручная коррекция подачи действует |
* |
G26 |
Ручная коррекция подачи не действует |
|
G27 |
Функцию позиционирования отменить |
* |
G28 |
Функция позиционирования |
|
G29 |
Команда условного перехода |
- |
G33 |
Основное движение нарезания резьбы |
|
G36 |
Начало токарной обработки |
* |
G37 |
Конец токарной обработки |
|
G39 |
Припуск инструмента активировать |
* |
G40 |
Нет коррекции радиуса инструмента |
* |
G41 |
Коррекция радиуса инструмента влево |
|
G42 |
Коррекция радиуса инструмента вправо |
|
G43 |
Коррекция радиуса инструмента до конечной точки |
|
G44 |
Коррекция радиуса инструмента за конечной точкой |
|
G45 |
Измерение точки |
- |
G46 |
Измерение полной окружности |
|
G46 + |
Калибровка измерительного щупа |
|
М26 |
|
|
G49 |
Сравнение со значением допуска |
|
G50 |
Перерасчет измеренных значений |
|
G51 |
Отменить смещение оси G52 |
* |
G52 |
Активировать смещение оси G52 |
|
G53 |
Отменить смещение нулевой точки (G54-59) |
* |
G54 |
Активировать смещение нулевой точки |
|
G55 |
Активировать смещение нулевой точки |
|
G56 |
Активировать смещение нулевой точки |
|
G57 |
Активировать смещение нулевой точки |
|
G58 |
Активировать смещение нулевой точки |
|
G59 |
Активировать смещение нулевой точки |
|
G54 I1.. |
Активировать смещение нулевой точки |
|
G54 I99 |
|
|
G61 |
Тангенциальный подвод |
- |
G62 |
Тангенциальный отвод |
|
G63 |
Отменить расчет геометрии |
* |
G64 |
Активировать расчет геометрии |
|
Продолжение таблицы 2.2 |
||
G70 |
Система измерения: дюймовая |
* |
G71 |
Система измерения: метрическая |
|
G72 |
Зеркальное отображение и масштабный коэффициент отменить |
* |
G73 |
Зеркальное отображение и масштабный коэффициент активировать |
|
G74 |
Абсолютное положение |
- |
G77 |
Цикл отверстий, расположенных по окружности |
- |
G78 |
Определение точки |
- |
G79 |
Вызов цикла |
- |
G81 |
Цикл сверления отверстий |
* |
G83 |
Цикл сверления глубоких отверстий |
|
G84 |
Цикл нарезания внутренней резьбы |
|
G85 |
Цикл развертывания отверстия |
|
G86 |
Цикл растачивания отверстия |
|
G87 |
Цикл фрезерования прямоугольных карманов |
|
G88 |
Цикл фрезерования пазов |
|
G89 |
Цикл фрезерования круговых карманов |
|
G90 |
Абсолютное программирование |
* |
G91 |
Инкрементальное программирование |
|
G92 |
Инкрементальное смещение нулевой точки /Вращение |
* |
G93 |
Абсолютное перемещение нулевой точки / Вращение |
|
G94 |
Подача в мм/мин (дюйм/мин) |
* |
G95 |
Подача в мм/оборот (дюйм/оборот) |
|
G98 |
Определение графического окна |
- |
G99 |
Графика: определение заготовки |
|
G106 |
Расчет кинематики: ВЫКЛ |
* |
G108 |
Расчет кинематики: ВКЛ |
|
G141 |
Трехмерная коррекция инструмента |
* |
G145 |
Линейное движение измерения |
- |
G148 |
Запросить статус измерительного щупа |
|
G149 |
Запросить значения для инструмента или для смещения нулевой точки |
|
G150 |
Изменить значения для инструмента или для смещения нулевой точки |
|
G180 |
Отменить цилиндрическую интерполяцию |
* |
G182 |
Активировать цилиндрическую интерполяцию |
|
G195 |
Определение графического окна |
- |
G196 |
Конец графического описания контура |
|
G197 |
Начало описания внутреннего контура |
|
G198 |
Начало описания внешнего контура |
|
G199 |
Начало графического описания контура |
|
G200 |
Создать макрокоманду цикла фрезерования кармана |
* |
G201 |
Начало цикла контура кармана |
|
G202 |
Конец цикла контура кармана |
|
G203 |
Начало описания контура кармана |
|
G204 |
Конец описания контура кармана |
|
G205 |
Начало описания контура островка |
|
G206 |
Конец описания контура островка |
|
G207 |
Вызов макрокоманды контура островка |
|
G208 |
Описание четырехугольного контура |
|
G227 |
Мониторинг дисбаланса: ВЫКЛ |
* |
G228 |
Мониторинг дисбаланса: ВКЛ |
|
G240 |
Контроль контура: ВЫКЛ |
|
G241 |
Контроль контура: ВКЛ |
|
Таблица 2.3
Основные М - функции
М.. |
Рано |
Поздно |
Описание |
Модальная при: |
М0 |
|
х |
Стоп программы |
- |
Продолжение таблицы 2.3 |
||||
M1 |
x |
|
Стоп по выбору |
- |
М30 |
|
х |
Конец программы |
- |
М3 |
х |
|
Шпиндель включить, вращение вправо |
М4, М5, М14, М19 |
М4 |
х |
|
Шпиндель включить, вращение влево |
МЗ, М5, М13, М19 |
М5 |
|
х |
Шпиндель СТОП |
МЗ, М4, М13, М14 |
М19 |
|
х |
Шпиндель СТОП в определенном угловом положении |
МЗ, М4, М13, М14 |
М6 |
х |
|
Выполнить автоматическую смену инструмента |
- |
М66 |
х |
|
Ручная смена инструмента |
- |
М7 |
х |
|
Включить охлаждающее устройство 2 |
М9 |
М8 |
х |
|
Включить охлаждающее устройство 1 |
М9 |
М9 |
|
х |
Выключить охлаждающее устройство |
М7, М8, М13, М14 |
М13 |
х |
|
Включить шпиндель вправо и устройство охлаждения |
М9 |
М14 |
х |
|
Включить шпиндель влево и устройство охлаждения |
М9 |
М25 |
х |
|
Для активирования измерения инструмента |
- |
М26 |
х |
|
Калибровать измерительный щуп |
- |
М27 |
х |
|
Активировать измерительный щуп |
М28 |
М28 |
х |
|
Выключить измерительный щуп |
М27 |
|
|
|
|
|
М24 |
|
|
Активировать измерительную систему |
|
М29 |
|
|
Включить обдув измерительного щупа |
|
M41 |
х |
|
Выбор ступени привода |
М42, М43, М44 |
М42 |
х |
|
Привод шпинделя |
M41. М43, М44 |
М43 |
х |
|
|
M41, М42, М440 |
М44 |
х |
|
|
M41, М42, М43 |
М67 |
х |
|
Активировать коррекцию инструмента |
- |