

Міністерство освіти і науки України
Вищий навчальний заклад
«Київський Індустріальний коледж»
Практична робота № 8
Розрахунок і табличне визначення режимів різання при шліфуванні.
з дисципліни: Основи обробки матеріалів та інструмент
Виконав
Студент групи М-21
Перевірив
Волобуєва Г. В.
Київ 2014
Визначення режимів різання для шліфування. Порядок виконання роботи.
Призначити різальний інструмент.
Швидкість обертання різального інструменту.
Періодична поперечна подача для круглого шліфування або періодична вертикальна подача для плоского шліфування.
Поздовжня подача для круглого шліфування.
Поперечна подача для плоского шліфування.
Колова подача заготовки (швидкість обертання заготовки) визначається для круглого зовнішнього і внутрішнього шліфування. Для плоского шлі-фування визначається швидкість руху заготовки. Для внутрішнього та зовнішнього круглого шліфування після цього визначається число обертів деталі. Одержане число обертів потрібно скорегувати по паспорту верстата, на якому ведеться обробка, після чого визначається дійсна швидкість обертання деталі.
Потужність різання та перевірка можливості обробки на визначеному режимі різання (проводиться для чорнової обробки).
Основний технологічний час.
1. Перед визначенням режиму різання для шліфування потрібно накреслити схему різання. Після цього слід призначити різальний інструмент, тобто вибрати характеристики шліфувального круга. До них відносяться: матеріал аб-разивних зерен, розмір абразивних зерен, зв’язуючий матеріал, твердість круга (міцність зв’язку між зернами), структура круга (кількісне співвідношення між абразивними зернами, зв’язуючим матеріалом та порами в одиниці об’єму круга). При цьому можна користуватися вказівками посібників: (стор. 242 - 258) [10], (стор. 172, 192) [9], (стор. 346) [8]. При використанні посібників [9] та [8] шліфувальні матеріали потрібно позначати згідно з ГОСТ 2424-83. Для переведення старих позначень абразивних матеріалів у нові можна використати рекомендації таблиці 9.1 (стор. 158).
а) б)
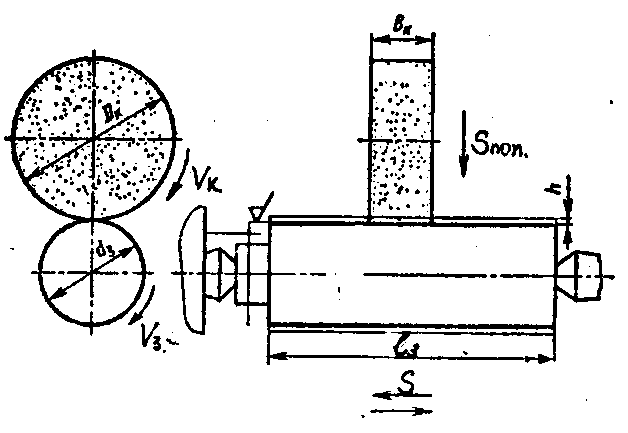
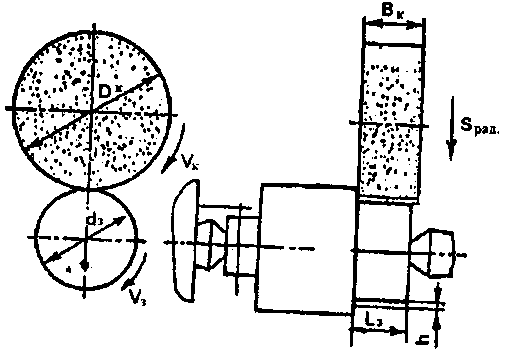
Рис. 57 Зовнішнє кругле шліфування:
а) – з поздовжньою подачею; б) – з радіальною подачею.
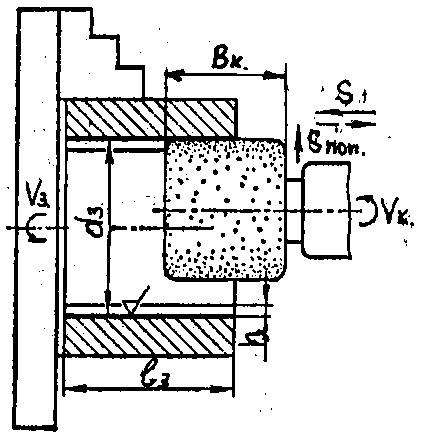
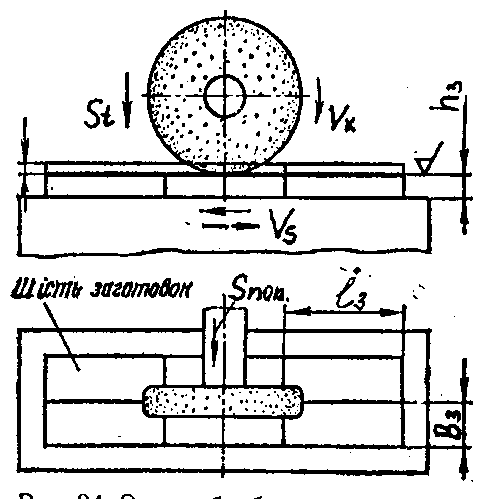
Рис. 58 Внутрішнє шліфування. Рис. 59 Плоске шліфування боковою
поверхнею круга.
Таблиця 9.1
Відповідність старого та нового позначення абразивних матеріалів.
Абразивні матеріали |
Електрокорунд |
||||||||
нормальний |
білий |
||||||||
Старе позначення |
- |
Э5 |
Э4 Э3 |
Э2 |
- |
- |
Э9А |
Э9 |
Э8 |
Нове позначення |
16А |
15А |
14А |
13А |
12А |
25А |
24А |
23А |
22А |
Абразивні матеріали |
Електрокорунд |
||||||||
хромистий |
тітанистий |
монокорунд |
|||||||
Старе позначення |
ЭХА |
ЭХБ |
- |
ЭТ |
- |
М8 |
М7 |
||
Нове позначення |
34А |
33А |
32А |
37А |
45А |
44А |
43А |
||
Абразивні матеріали |
Карборунд |
||||||
чорний |
зелений |
||||||
Старе позначення |
- |
КЧ8 |
КЧ7 |
- |
- |
КЗ9 |
- |
Нове позначення |
55С |
54С |
53С |
52С |
64С |
63С |
62С |
При обробці сталей, чавунів та м’яких бронз використовують круги із електрокорунду нормального або білого. Білий електрокорунд більш якісний і
використовується частіше для чистового шліфування. Для шліфування важкооброблюваних легованих сталей та сплавів рекомендуються круги із монокорунду. Високу продуктивність при обробці сталей забезпечують круги із хромистого або титанистого електрокорундів. Для обробки чавунів та алюмінієвих сплавів рекомендуються круги із карборунду чорного.
Зернистість круга (розмір абразивного зерна) вибирається у відповідності до характеру обробки. Для попередньої обробки можна вибирати зернистість 50 або 63. Для попереднього та чистового шліфування (Ra = 2,5 – 0,32 мкм) рекомендується зернистість 50; 40 або 25. Для досягнення чистоти поверхні Ra = 0,63 – 0,16 мкм рекомендується зернистість 16 або 12. Потрібно також вказати індекс зернистості, який характеризує вміст основної фракції. Най-частіше приймаються індекси зернистості Н і П.
Призначаючи твердість круга потрібно враховувати слідуюче правило: чим твердіший матеріал заготовки, тим м’якшим повинен бути шліфувальний круг та навпаки.
Для шліфування загартованих сталей краще брати м’які, середньом’які і середні круги (М1-СМ-С2).
Для обробки незагартованих сталей, чавунів та інших в’язких металів можна прийняти середньом’які, середні або середньотверді круги (М1-С-СТ2).
Структуру круга вибирають, враховуючи особливості обробки та властивос-ті матеріалу заготовки. Найчастіше для круглого та плоского шліфування прий-мають круги з структурою №5 та 6, для внутрішнього шліфування - №7 та 8.
Зв’язуючий матеріал вибираємо у відповідності з призначенням круга. Для електрокорундових кругів найчастіше використовують керамічну зв’язку К1 та К8, а для карборундових – К3. Для швидкісного шліфування використовують круги з керамічною зв’язкою К5 або бакелітовою зв’язкою. Характеристики шліфувального круга для обробки з швидкістю до 35 м/с можна вибрати з таблиці 9.2 (стор.161). Потрібно вказати також клас точності шліфувального круга, який буває: АА, А та Б. Найбільш точні круги класу АА.
Призначаючи інструмент, потрібно вказати форму та розміри круга. Для круглого та плоского шліфування периферією круга, як правило, приймають круги ПП, для внутрішнього шліфування призначають круги ПП, або шліфу-вальні головки. Розміри кругів та головок можна вибрати з таб- лиць 170-175 (стор. 253-258) [10]. Для круглошліфувальних і плоско-шліфувальних верстатів допустимі розміри круга вибираються з паспорту верстата. Для внутрішнього шліфування діаметр круга можна визначити із співвідношення Dк = (0,8 ÷0,9)Dз. Вказується також допустима швидкість круга, при якій гарантується безпечна робота. Для звичайних кругів на керамічній зв’язці це 30-35 м/с. Вибрані параметри зводяться в марку круга.
Наприклад: ПП 600 х 63 х 127 24А 25Н СТ1 6 К8 А 35 м/с.
- форма круга – ПП, зовнішній діаметр круга – 600 мм, ширина круга – 63мм, діаметр отвору круга – 127мм, абразивний матеріал – 24А (електро-корунд білий), зернистість – 25Н (середній розмір абразивного зерна 250мкм, або 0,25мм), твердість – СТ 1(середньотвердий №1), структура №6, зв’язка – К8 (керамічна №8), клас точності інструменту – А, допустима швидкість обертання круга – 35м/с.
Після призначення різального інструменту визначається режим різання.
Кругле зовнішнє шліфування з поздовжньою подачею.
2. З паспорту верстата вибираємо число обертів шпинделя з шліфуваль-ним кругом (nк, об./хв.).
Визначаємо швидкість різання за формулою:
![]() (м/с),
де (9.2.1)
(м/с),
де (9.2.1)
Dк – діаметр шліфувального круга (мм);
nк – число обертів шліфувального круга.
Одержане значення порівнюємо з швидкістю, яку може витримати приз-начений шліфувальний круг. Якщо круг не допускає визначеної швидкості, а число обертів зменшити неможливо, то потрібно призначити міцніший круг, або зменшити діаметр круга.
3. Періодична поперечна подача (глибина шліфування t) призначається за кожний хід стола Sх (мм/хід), або за подвійний хід стола S2х (мм/подв. хід).
Таблиця 9.3 (стор. 163), або таблиця 55 (стор 301) [10]. Одержане значення корегується за паспортом верстата.
4. Поздовжня подача стола (S).
Поздовжня
подача призначається в долях від ширини
круга![]() з таблиці 9.4 (стор. 163), таблиці 55 (стор.
301) [10],
карти Ш-1 (стор. 168-176) [9],
карти 15 (стор. 172) [8].
з таблиці 9.4 (стор. 163), таблиці 55 (стор.
301) [10],
карти Ш-1 (стор. 168-176) [9],
карти 15 (стор. 172) [8].
Поздовжня подача в мм/об визначається за формулою:
S
=
 , мм/об,
(9.2.4)
, мм/об,
(9.2.4)
де - подача в частках від ширини шліфувального круга,
В – ширина круга в мм.
Одержане
значення поздовжньої подачі необхідно
перевести в м/хв
і скорегувати
за паспортом верстата.
Sхв
=
 ,
м/хв
,
м/хв
nз - число обертів заготовки.
Після корегування поздовжньої подачі потрібно знайти дійсне значення подачі в мм/об, яке необхідне для визначення потужності різання.
S
=
 ,
мм/об
,
мм/об
5. Вибираємо колову подачу (швидкість обертання заготовки), VЗ (м/хв.) з таблиці 9.6 (стор. 164), таблиці 55 (стор. 301) [10], карти Ш-1 (стор. 168-176) [9], карти 15 (стор 172-173) [8].
Число обертів заготовки:
![]() (об./хв.) (9.2.2)
(об./хв.) (9.2.2)
DЗ – діаметр оброблюваної поверхні (мм).
Одержане число обертів потрібно скорегувати за паспортом верстата, на якому ведеться обробка.
Дійсна швидкість обертання заготовки:
![]() (м/хв.) (9.2.3)
(м/хв.) (9.2.3)
Кругле зовнішнє шліфування з радіальною подачею.
2. Якщо довжина оброблюваної ділянки валу не більша ширини шліфувального круга, то поперечна і поздовжня подачі не призначаються, а обробка ведеться з радіальною подачею. Спочатку з паспорту верстата вибираємо число обертів шпинделя з шліфувальним кругом (nк, об./хв.).
Визначаємо швидкість різання за формулою:
(м/с), де
Dк – діаметр шліфувального круга (мм);
Рекомендації до вибору характеристик круга Таблиця 9.2
Вид шліфування |
Чистота обробки |
Абразивний матеріал та зернистість |
Твердість круга та зв’язуючий матеріал |
||||||
Сталь |
Чавун |
Конструкційна сталь (вуглецева та легована) |
Жаростійка, нержавіюча сталь |
Чавун, бронза |
|||||
HRCe<30 |
HRCe 30-50 |
HRCe>50 |
|||||||
Зовнішнє кругле з поздовжньою подачею |
Rz 20 |
12А-16А 50 |
52С-55С 50 |
С1 К |
СМ2 К |
СМ1 К |
СМ1 Б К |
СМ1 К |
|
Ra 2,5 |
12А-16А 40-50 |
52С-55С 40-50 |
С2 К |
С1 К |
СМ2 К |
СМ1 Б К |
СМ2 К |
||
Ra 1,25 |
12А-16А 40 22А-25А |
52С-55С 40 12А-16А |
СТ1 К |
С1 К |
СМ2 К |
СМ2 Б К |
СМ2 К |
||
Ra 0,63 |
22А-25А 16-25 |
52С-55С 16-25 12А-16А |
СТ1 К |
С2 К |
С1 К |
СМ2 Б К |
СМ2 К |
||
Зовнішнє кругле з радіальною подачею |
Rz 20 |
12А-16А 50 |
52С-55С 50 |
С2 К |
С1 К |
СМ2 К |
СМ2 Б К |
СМ2 К |
|
Ra 2,5 |
12А-16А 40-50 |
52С-55С 40-50 |
СМ1 К |
СМ2 К |
СМ2 К |
СМ2 Б К |
СМ2 К |
||
Ra 1,25 |
12А-16А 40 22А-25А |
52С-55С 40 12А-16А |
СТ1 К |
С1 К |
С1 К |
С1 Б К |
С1 К |
||
Ra 0,63 |
22А-25А 16-25 |
52С-55С 16-25 12А-16А |
СТ2 К |
С2 К |
С2 К |
С1 Б К |
С1 К |
||
Внутрішнє |
Rz 20 |
12А-16А 50 |
52С-55С 50 |
С1 К |
СМ2 К |
СМ2 К |
СМ1 К Б |
СМ1 К |
|
Ra 2,5 |
12А-16А 40 |
52С-55С 40 |
С2 К |
С1 К |
СМ2 К |
СМ2 К Б |
СМ2 К |
||
Ra 1,25 |
12А-16А 25 22А-25А |
52С-55С 25 12А-16А |
С2 К |
С2 К |
С1 К |
С1 К Б |
СМ2 К |
||
Ra 0,63 |
22А-25А 16 22А-25А |
52С-55С 16 12А-16А |
СТ1 К |
С2 К |
С2 К |
С1 К Б |
С1 К |
||
Плоске периферією круга на верстатах з прямокутним столом |
Rz 20 |
12А-16А 50 |
52С-55С 50 12А-16А |
СМ2 К |
СМ1 К |
М3 К |
М3 К Б |
СМ2 К |
|
Ra 2,5 |
12А-16А 40 |
52С-55С 45 12А-16А |
СМ2 К |
СМ1 К |
М3 К |
М3 К Б |
СМ2 К |
||
Ra 1,25 |
22А-25А 25 |
52С-55С 25 12А-16А |
С1 К |
СМ2 К |
СМ1 К |
СМ1 К Б |
С1 К |
||
Ra 0,63 |
22А-25А 16 |
52С-55С 16 12А-16А |
С1 К |
СМ2 К |
СМ1 К |
СМ1 К Б |
С1 К |
||
nк – число обертів шліфувального круга.
Одержане значення порівнюємо з швидкістю, яку може витримати приз-начений шліфувальний круг. Якщо круг не допускає визначеної швидкості, а число обертів зменшити неможливо, то потрібно призначити міцніший круг, або зменшити діаметр круга.
3. Колову подачу (швидкість обертання заготовки), VЗ (м/хв.), вибирається з таблиці 9.5 (стор. 163), таблиці 55 (стор. 301) [10], карти Ш-1 (стор. 168-176) [9], карти 15 (стор 172-173) [8].
Число обертів заготовки:
(об./хв.)
DЗ – діаметр оброблюваної поверхні (мм).
Одержане число обертів потрібно скорегувати за паспортом верстата, на якому ведеться обробка.
Дійсна швидкість обертання заготовки:
(м/хв.)
4. Величина радіальної подачі Sр вибирається з таблиці 9.5 (стор. 163), або таблиці 55 (стор. 301) [10]. Значення радіальної подачі в таблицях приводиться в мм/об, тому для корегування за паспортом верстата цю подачу необхідно перевести в мм/хв.
Sр(мм/хв) = Sр(мм/об) ∙ nз (9.2.4)
Скореговану радіальну подачу необхідно знову перевести в мм/об
Таблиця 9.3
Поперечна подача за кожен хід стола (глибина шліфування) для круглого зовнішнього шліфування з поздовжньою подачою sпоп. в мм/хід.
Попередня обробка з шорсткістю поверхні до Ra > 2,5 мкм
-
Матеріал
заготовки
Діаметр заготовки в мм
20
40
60
80
100
150
Сталь,чавун
0,015 - 0,020
0,02 – 0,028
0,024 – 0,034
0,027 – 0,039
0,03 – 0,043
0,036 – 0,052
Гартована сталь
0,01 – 0,015
0,015 – 0,023
0,019 – 0,03
0,022 – 0,035
0,025 – 0,04
0,03 – 0,045
Примітка:1.Для чистового шліфування з Ra < 2,5 мкм поперечну подачу можна прийняти в межах sпоп. = 0,005 – 0,015 мм/хід.
2. При роботі з поперечною подачею за подвійний хід стола табличні значення подач можна збільшити в 1,5 – 2 рази.
Таблиця 9.4