

2.1. Организационный план
Предприятие имеет достаточно налаженную систему подбора кадров в соответствии с разработанными требованиями к сотрудникам. Существующие кадры полностью отвечают ее требованиям. Требования высоки, ибо ателье необходимы квалифицированные работники.
В ателье предполагается следующая структура кадров:
Основные рабочие:
1 конструктор–модельер, он рисует эскиз, разрабатывает модель и уточняет модель, а так же принимает заказы, вызывает закройщицу, консультирует,
2 закройщика – 5го разряда, которые непосредственно по лекалам конструктора-модельера раскраивают изделия.
8 портных – с 4 и 5 разрядом, которые шьют и изготавливают изделия, распределенные по технологическим узлам.
Управляющий персонал:
Директор
Обслуживающий персонал:
1 уборщица, работает на полставки по совместительству
1 механик, работает на полставки по совместительству
1 электрик, работает на полставки по совместительству
Предприниматель (директор)
1 конструктор-модельер
10 основных рабочих Обслуживающий персонал
( 2 закройщика, 8 портных) (уборщица, механик, электрик)
Режим работы:
Сотрудники ателье будут работать ежедневно, с понедельника по пятницу с 10.00 до 20.00 - приемный салон, с 10.00 до 19.00 – портные; по субботам с 11.00 до 18.00 – приемный салон, с 11.00 до 17.00 – портные; воскресенье – выходной.
Оборудование:
Успешность работы любого предприятия зависит от многих факторов, а качество и эффективность производства невозможно представить без оборудования соответствующего уровня и класса. Для обеспечения высокого качества и производства необходимо использовать современное оборудование, что позволяет намного ускорить процесс производства изделий. В нашем условном ателье будет использоваться:
8 стачивающих машины (машина 1022 – м класса)
2 оверлока (машина 51 – а класса)
1 петельная машина (машина 25 класса)
1 машина 302 класса (для втачивания рукава в пройму без вметки)
1 машина-полуавтомат 95 класса (для пришивания пуговиц)
2 закроенных стола
2 утюжильных стола
4 манекена
3 зеркала
2 примерочные
2 вешала
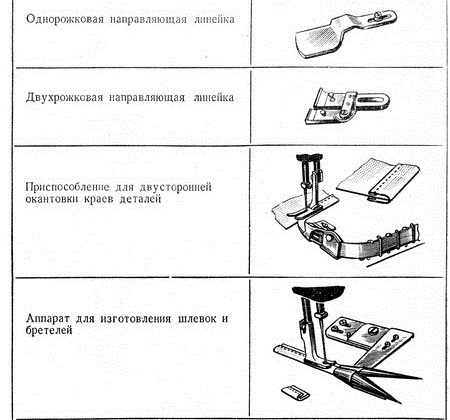
А так же современны приспособления малой механизации:
Специальные линейки и приспособления:
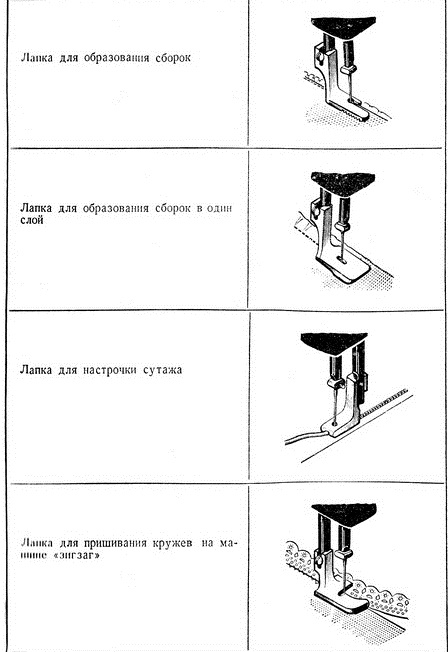
Специальные лапки:
2.2. Время производства и составные части
Таблица № 1
-
№ п/п
Действия исполнителя
Текущее время
Продолжитель-ность мин.
1
Приход на рабочее место
10-00
5
2
Подготовка рабочего места
10-05
5
3
Получение деталей кроя от закройщицы
10-10
8
4
Знакомство с инструкцией
10-18
42
5
Оперативная работа (сметывание деталей кроя)
11-00
20
6.
Исправление дефектов
11-20
35
7
Оперативная работа на швейной машине
11-55
5
8
Смена шпули
12-00
10
9
Консультация у закройщика
12-10
10
10
Оперативная работа по контролю качества
12-20
30
11
Уход по личным надобностям
12-50
65
12
Примерка
13-55
5
13
Консультация, инструкция
14-00
5
14
Обед
15-00
20
15
Получение деталей кроя подкладки
15-20
40
16
Оперативная работа (сметывание деталей кроя)
16-00
5
17
Замена нити на машине
16-05
37
18
Оперативная работа на швейной машине
16-42
4
19
Поломка иглы
16-46
4
20
Уход за иглой
16-50
5
21
Исправление дефектов
17-05
10
22
Оперативная работа (удаление нитей смётывания)
17-15
5
23
Замена нити на машине
17-20
27
24
Оперативная работа на швейной машине
17-47
5
25
Служебный разговор
17-52
18
26
Оперативная работа на спец. Машине
18-10
7
27
Обрыв нити
18-17
8
28
Вызов механика
18-25
25
29
Оперативная работа по контролю качества
18-50
7
30
Уборка рабочего места
18-57
3
31
Уход с работы
19-00
Итого
480
Объективная необходимость проектирования трудовых процессов связана с тем, что:
Усложнение трудовых процессов требует согласования исполнителей, те жесткой регламентации труда;
Нормы труда являются синтезом технического и организационного обоснования;
Определение заранее регламентированных элементов труда по проекту позволяют рассчитать возможный рост производительности труда, что создаёт основу плановой работы.
При проведении научных исследований в практической деятельности по совершенствованию организации труда следует ориентироваться на общие принципы НОТ:
Комплексность и системность предполагает осуществление мероприятий по всем направлениям организации труда, на всех уровнях производства во взаимосвязи с совершенствованием производства и управления.
Плановость предполагает планирование мероприятий по рациональному использованию рабочего времени и отчётности по их выполнению.
Нормативность ориентирует на применение в работе типовых проектов, нормативов, стандартов.
Персональная ответственность реализуется через установление конкретных лиц, ответственных за внедрение мероприятий по совершенствованию организации труда.
Эффективность предполагает обеспечение максимальной эффективности мероприятий по НОТ при минимальных затратах средств и времени на их реализацию.