

Міксери



Дозувально-формувальне устаткування
Основними способами розподілу продуктів на порції є дозування й формування.
Дозування - це розподіл продуктів на частині, однакові по геометричних розмірах, масі або обсягу без додання їм заданих форм. Дозують сипучі, рідкі, фаршеподібні, вязкопластичнні й інші продукти.
Формування - це додання порціям заданої форми й заданих геометричних розмірів, які повинні зберігатися в отриманих виробів при подальшій технологічній обробці.
На підприємствах харчування використають в основному технологічні машини, що здійснюють здвоєний дозувально-формувальний процес, тобто ділять продукти на порції заданої маси й надають їм певну геометричну форму. Здвоєному дозувально-формувальному процесу можуть бути піддані продукти добре зберігають додану їм форму, наприклад виробу з тіста, м'ясного, рибного, овочевого, круп'яного й картопляного фаршів, вершкове масло й маргарин і т.п. Рідкі й сипучі продукти можна тільки дозувати або фасувати.
В закладах ресторанного господарства використають дозувально-формувальні машини, що обробляють продукти тиском за допомогою відповідних робочих органів. Робочими органами таких машин служать різні пристрої, що забезпечують здавлювання й ущільнення, тобто штампи, поршні, валки, шнеки й т.п.
По функціональному призначенню дозувально-формувальне встаткування класифікують на наступні групи: машини для формування котлет; машини для формування вареників і пельменів; тісторозкаточні машини; дільники масла; машини для розподілу тіста й округлення порцій; дозатори крему й ін.
Машини для формування котлет, вареників і пельменів
Котлетоформувальна машина МФК-2240. Призначена для формування й однобічного панірування виробів з м'ясних, рибних, картопляного фаршів, а також манних битків круглої форми. Машина настільного типу. Складається з корпуса, електродвигуна, черв'ячного редуктора, кришки стола із завантажувальним бункером, шнека-живильника, формуючого стола, бункера для панірувальних сухарів і прийомного лотка.
Робочим органом машини є формуючий стіл 11 із трьома круглими отворами-осередками 9. Стіл закріплений на вертикальному підлогою валу, усередині якого встановлена тяга механізму регулювання маси формувального виробу. Над столом розташовуються два завантажувальні пристрої - циліндричний бункер 5 для фаршу й конічний бункер 8 для панірувальних сухарів. Бункер для фаршу встановлений на кришці формуючого стола. Усередині бункера розташований шнек-живильник 6, що нагнітає фарш із бункера в отвори-осередки 9 формуючого стола. В осередках формуючого стола розташовані робочі інструменти машини - поршні 12, які при обертанні стола роблять зворотно-поступальний рух. Елементами робочого інструмента вважають також крайки осередків формуючого стола й крайки вікна 7 бункера, які відокремлюють порцію фаршу від основної маси.

Рис. 102. Котлетоформувальна машина
МФК-2240: а —
принципова схема; б — циклограма
руху поршня формуючого столу; 1
— корпус; 2 — черв'ячний редуктор;
3 — вал шнека-живильника; 4 —
циліндрична передача; 5 — бункер для
фаршу; 6 — шнек-живильник; 7 — отвір
у бункері; 8 — бункер для сухарів;
9 — отвір; 10 — регулювальний
гвинт; 11 — формуючий стіл; 12—
поршень; 13— планка; 14— пружини;
15— штовхальник; 16— торцевий
копір; 17 — електродвигун; 18 —
вал електродвигуна; 19 — упор; 20 —
вал черв'ячного редуктора
Робочі органи машини приводяться в дію від електродвигуна 17, установленого усередині корпуса 1. Вал 18 електродвигуна телескопічні з'єднаний з валом 20 черв'ячного редуктора 2, від якого приводиться в обертання шнек-живильник 6. Обертовий рух формуючому столу передається через циліндричну передачу 4, одне з коліс якої закріплено на валу шнека-живильника 6, а інше - на підлогою валу формуючого стола 11.
Поршням, розташованим в осередках формуючого стола 11, зворотно-поступальний рух повідомляється торцевим диском-копіром 16, що представляє собою східчасте кільце, закріплене на станині. На робочу поверхню диска-копіра опираються штовхачі 15 поршнів. При обертанні стола штовхачі сковзають по диску-копіру, а поршні завдяки пружинам 14 піднімаються або опускаються в осередках відповідно до профілю диска-копіра.
Машина постачена механізмом регулювання маси формувального виробу. Регулювання досягається шляхом зміни положення поршня в осередку формуючого стола. Для цього є регулювальний гвинт 10, планка 13 і упор 19, що обмежують рух поршня вниз. Нижнє положення поршня залежить від установки планки, що міняє своє положення при обертанні регулювального гвинта. Напрямок обертання гвинта зазначено на його головці буквами: «М» - менша маса, «Б» - більша маса.
До складу розвантажувального пристрою входять скидач і прийомний лоток, площина якого встановлена на рівні формуючого стола. Всі деталі машини об'єднані загальним корпусом 1.
Принцип дії. При включенні електродвигуна машини формуючий стіл з поршнями й шнек-живильник приводяться в обертання. У процесі обертання формуючого стола кожен поршень за один оберт опускається двічі: перший раз (положення 2), коли осередок з поршнем перебуває під бункером з панірувальними сухарями, і другий раз (положення 3), коли поршень розташовується під бункером з фаршем й осередок стола збігається з отвором бункера.
Під час першого опускання на глибину 1,5...2 мм на поршень насипаються сухарі, а при другому - простір над поршнем заповнюється фаршем, що нагнітають із бункера шнеком-живильником. При подальшому обертанні формуючого стола крайки осередків і вікна бункера відрізають порцію фаршу, ущільнюють її й заповнюють весь обсяг осередку.
Наступний рух стола викликає переміщення штовхача поршня по ділянці підйому на диску-копіру, у результаті чого поршень із відформованим виробом піднімається на один рівень із поверхнею стола (положення 4). Тут на відформований виріб натискає скидач, зіштовхуючи виріб з поверхні поршня і стола на розвантажувальний лоток. Після цього оператор за допомогою спеціальної лопатки знімає відформований виріб з розвантажувального лотка й укладає його не панірованою стороною на посипаний панірувальними сухарями лист.
Правила експлуатації котлетоформувальної машини. Перед початком роботи перевіряють правильність установки робочих органів, справність машини й наявність заземлюючого проводу. Потім завантажують бункери машини панірувальними сухарями й фаршем. Поруч із машиною на столі встановлюють листи, посипані панірувальними сухарями.
Після цього включають електродвигун і виконують формування п'яти-шести виробів, зважують їх на контрольних вагах й якщо буде потреба регулюють масу формувальних виробів за допомогою регулювального пристрою. Регулювання здійснюється при включеному електродвигуні машини шляхом обертання регулювального гвинта в ту або іншу сторону. Неповновагі вироби поміщають у бункер для фаршу. У випадку неповного заповнення фаршем над поршневого простору машину зупиняють, переконуються в наявності фаршу в бункері й при необхідності додають його. У процесі роботи машини варто періодично перевіряти масу формувальних виробів і в міру необхідності регулювати її.
Після закінчення роботи машину виключають і знімають всі робочі органи для санітарної обробки. Для цього відгвинчують гайки кріплення шнека-живильника й робочого стола, а також гвинти кріплення кришки стола. Потім знімають шнек-живильник, кришку стола із завантажувальним бункером, формуючий стіл з поршнями й ретельно промивають їхньою гарячою водою. Зовнішні поверхні машини під бункером і формуючим столом також промивають гарячою водою й протирають насухо. Робочі поверхні формуючого стола, осередків поршнів, шнека-живильника, кришки стола й доріжку копіра після просушування змазують харчовим несолоним жиром. Рослинне масло для змащення використати не рекомендується.
Загальну санітарну обробку машини варто проводити не рідше 2-3 рази в тиждень. Повне розбирання машини для профілактичного огляду й ремонту здійснюють відповідно до інструкції по експлуатації й догляду за машиною.
До обслуговування машини допускаються особи, що пройшли відповідний інструктаж із правильних прийомів роботи на машині і ознайомлені з інструкцією по експлуатації й догляду за машинами даного виду.
Машини для виготовлення пельменів і вареників. В закладах ресторанного господарства для виготовлення пельменів і вареників з різними начинками (сиром, картоплею, м'ясом, капустою, фруктово-ягідними фаршами й ін.) використають варенично-пельмену машину ВПМ і пельменний автомат П6-НПА.
Варенично-пельменна машина ВПМ. Складається із двох основних частин - завантажувальної секції й транспортера з барабаном, що штампує.
З
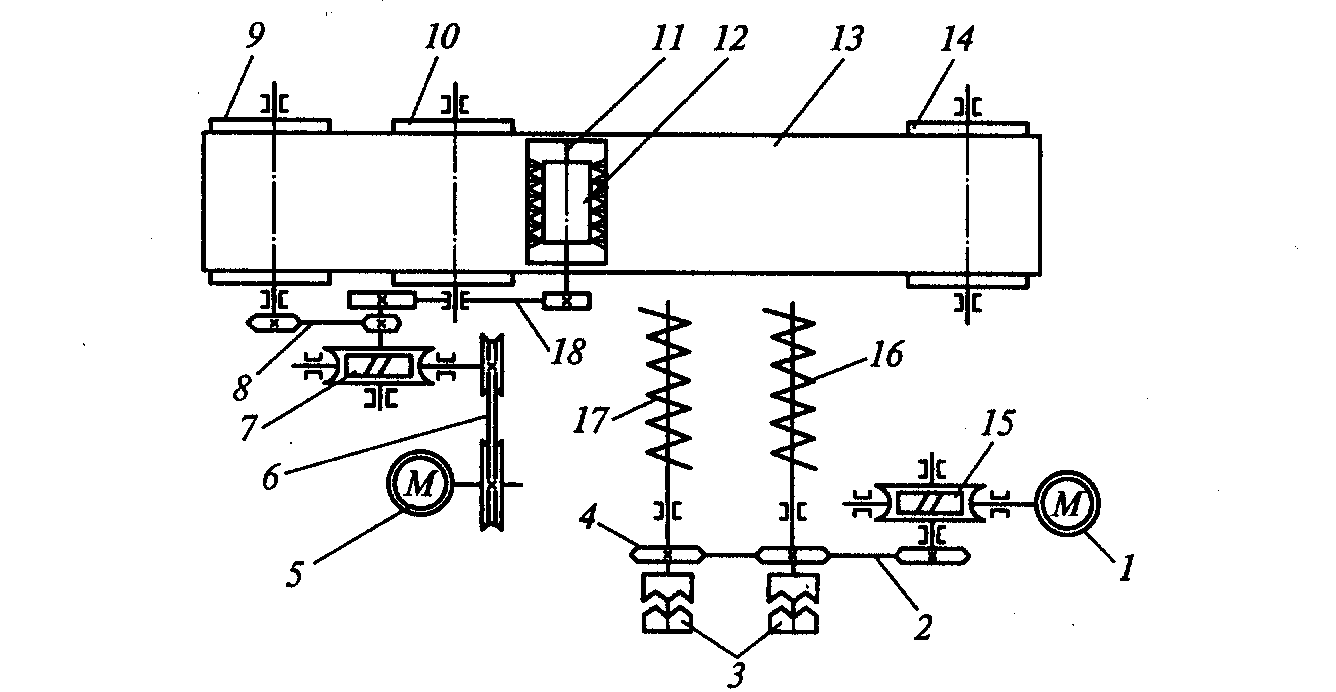

Рис. 103. Принципова і кінематична схема
варенично-пельменної машини ВПМ:
1, 5 — електродвигуни; 2, 8 —
ланцюгові передачі; 3 — кулачкові
муфти; 4 — зірочка; 6, 18 —
клинопасові передачі; 7, 15 —
черв'ячні редуктори; 9 — ведучий
ролик; 10 — підтримувальний ролик;
11 — бункер для борошна; 12 —
кругла волосяна щетинка; 13 —
прогумована стрічка; 14 — ведений
ролик; 16 — циліндричний шнек; 17—
конусоподібний шнек
Транспортер має раму, на якій змонтовані три ролики - ведучий 9, що підтримує 10 і відомий 14. На ролики натягнута нескінченна прогумована стрічка 13. Над підтримувальним роликом установлений барабан, що штампує, що за допомогою важеля з ексцентриком може підніматися або опускатися на стрічку, що рухається, транспортера. Поруч із барабаном, що штампує, на рамі транспортера встановлений бункер 11 для борошна, усередині якого обертається кругла волосяна щітка 12. Щітка приводиться в обертання клинопасової передачі 18 від привода транспортера. У днище бункера вставлена плетена сітка, що закриває заслінкою. Через сітку під час роботи машини просипається борошно на тестову трубку, що рухається. Для розрівнювання й зняття надлишку борошна з тестової трубки використається гумова шторка, прикріплена до бункера. У момент, коли не відбувається штампування вареників або пельменів, сітка бункера перекривається заслінкою, у результаті чого припиняється подача борошна.
Транспортер приводиться в рух електродвигуном 5, клинопасовою 6, а також черв'ячної 7 і ланцюговий 8 передачами. Безступінчастий варіатор швидкості забезпечує синхронність руху стрічки транспортера й тестової трубки з фаршем.
Транспортер установлений так, що завантажувальна секція машини розміщається в правої його частини. Це забезпечує можливість установки привода транспортера усередині завантажувальної секції машини.
Зовнішні стінки завантажувальної секції й рами транспортера облицьовані декоративними щитками. На лицьовій панелі транспортера встановлений маховик варіатора швидкості, пускові арматури електродвигуна привода шнеків й електродвигуна привода транспортера.
На лицьовій панелі завантажувальної секції машини монтуються тісто провід, роторний фаршевий насос із фаршепровідом і формуюча насадка. Насадку приєднують до тісто - і фаршепровідам за допомогою накидних гайок і спеціальних накидних ключів, що входять у комплект машини. Формуюча насадка виконана так, що сплюснена трубка фаршепровіда входить в овальний отвір тістопровіду, при цьому між ними залишається овальна щілина шириною близько 2 мм. Таким чином, тісто, обтікаючи фаршепровід, формується в трубку овального перетину, яку відразу наповнюється фаршем. Далі тестова трубка з фаршем лягає на підкладні листі й рухається разом з ними по стрічці транспортера до барабана, що штампує. Переміщаючись під борошнопросіювачем, трубка посипається шаром борошна й потім надходить під барабан, що штампує.
Посипання тістової трубки борошном перешкоджає прилипанню штампованих виробів до гнізд барабана, що штампує.
Принцип дії. Готове тісто й фаршеву начинку завантажують у бункери завантажувальної секції. Потім включають електродвигун привода шнеків і приводиться в обертання шнек, що подає тісто у формуючу насадку. Після цього включають ектродвигун транспортера й за допомогою варіатора швидкості синхронізують швидкості виходу тістової трубки з насадки й руху стрічки транспортера.
Після цього включається в роботу шнек подачі фаршу, відкривається заслінка на бункері борошнопросіювачем і на тістову трубку з фаршем опускається барабан, що штампує. Під трубку з тісту безупинно підкладають аркуші, на яких відбувається штампування вареників або пельменів. Аркуші з відштампованими виробами знімають зі стрічки транспортера, укладають на пересувний стелаж, а потім направляють у морозильну камеру для заморожування або в гарячий цех на доприготування.
Не заморожені вареники або пельмені «зрізують» з підкладного аркуша тонким з вузьким полотном ножем. Заморожені вареники або пельмені знімають із аркуша при легкому ударі останнього по твердому предметі (кришці стола).
Варенично-пельменну машину комплектують змінними насадками й барабаном, що штампує, для виготовлення пельменів, а також 250 підкладними аркушами.