

11 Поворотный механизм печи;
12 Подина печи.
Производят плавку на углеродистой шихте. В печь загружают стальной лом - 90%, чушковый передельный чугун - 8%, электродный бой, кокс, известь — 2%.Опускают электроды и включают ток. При плавлении металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор и частично углерод. Оксид кальция из извести и оксиды железа образуют основной железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до температуры 1500 - 1540 °С в печь загружают руду и известь и проводят период «кипения»: происходит дальнейшее окисление углерода и удаление серы. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют шлак из печи. Затем приступают к удалению серы и раскислению металла, доведению химического состава до заданного. Раскисление проводят осаждением и диффузионными методами. После удаления железистого шлака в печь подают силикомарганец и силикокальций - раскислители для осаждающего раскисления. Затем загружают известь, плавиковый шпат и шамотный бой. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, плавиковый шпат, кокс, ферросилиций). Углерод кокса и кремний ферросилиция восстанавливают оксид железа в шлаке; содержание его в шлаке снижается, и кислород из металла переходит в шлак. По мере раскисления и понижения содержания FеО шлак становится почти белым. Раскисление под белым шлаком длится 30 — 60 мин.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла, после чего выполняют конечное раскисление алюминием и силикокальцием и выпускают металл из печи в ковш., из которого его разливают в изложницы
Для получения качественной стали используют разливку в изложницы сифоном. В этом случае сталью заполняют одновременно несколько изложниц. При заполнении снизу сталь плавно без разбрызгивания заполняет изложницы, в результате чего снижается количество дефектов литого металла (рис.5). В изложницах стать затвердевает, и получают слитки, которые затем подвергают дальнейшей обработке. Поверхность слитка при такой заливке получается чистой, без раковин.
Готовые слитки подвергают обработке давлением - прокатке по следующей схеме:
1) прокатка на крупных обжимных дуо-станах (блюмингах);
2) прокатка блюмов на сортовых станах (через 15 - 19 калибров) требуемого диаметра;
3) резка прутков на определенные длины;
4) правка в холодном состоянии.

Рис. 5. Схема сифонной разливки стали в
изложницы:
1 Сталеразливочный ковш; 2 центровая;
3 Прибыльная надставка; 4 изложница;
5 Поддон; 6 сифонный кирпич; 7 стопор
Для повышения качества стали наиболее широко используют метод электрошлакового переплава (ЭШП) расходуемого электрода. В этом случае металл дополнительно очищают от вредных примесей, устраняют химическую неоднородность и повышают плотность.
П
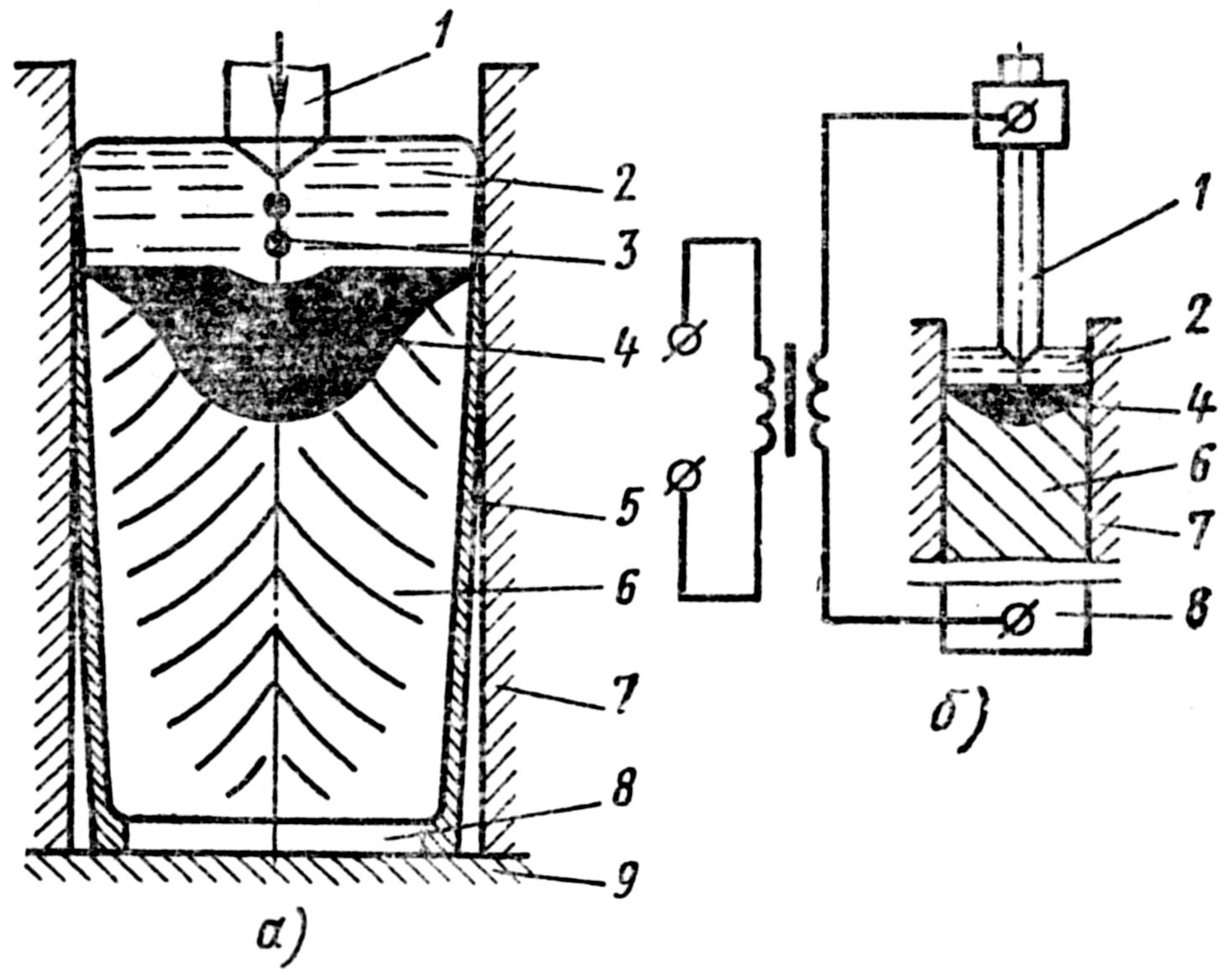
Рис. 6. Схема электрошлакового переплава расходуемого электрода:
а кристаллизатор; б включение установки; 1 — расходуемый электрод;
2 — шлаковая ванна; 3 — капли электродного металла; 4 — металлическая ванна; 5 — шлаковый гарниссаж; 6 — слиток; 7 — стенка кристаллизатора; 8 — затравка; 9 — поддон
Капли жидкого металла проходят через шлак, образуя под шлаковым слоем металлическую ванну. Перенос капель металла через шлак способствует их активному взаимодействию, удалению из металла серы, неметаллических включений и растворенных газов. Металлическая ванна непрерывно пополняется путем расплавления электрода. Металл под воздействием кристаллизатора постепенно формируется в слиток. После полного застывания слитка поддон опускается, и слиток извлекают из кристаллизатора. В результате ЭШП содержание кислорода в металле снижается в 1,5-2 раза, понижается концентрация серы и фосфора, в 2 - 3 раза уменьшается содержание неметаллических включений, которые становятся меньше и равномерно распределяются в объеме слитка. Слиток отличается плотностью, однородностью, хорошим качеством поверхности, что придает высокие механические и эксплуатационные свойства переплавленным сталям.