

Тема 8 Заклепочные соединения. (0,5/-/- часа)
План лекции:
1. Общие сведения. Применение заклепочного соединения.
2. Расчет заклепочного соединения, нагруженного растягивающей силой и моментом в плоскости стыка
Заклепочное соединение образуют деформированием заклепки, свободно установленной в отверстия соединяемых деталей (рис. 15). Пластически деформируя, заклепку осаживают, заполняя зазор между стержнем заклепки и стенками отверстия, и формируют замыкающую головку. Закладную головку выполняют на заклепке заранее. Заклепочные соединения относят к неразъемным.
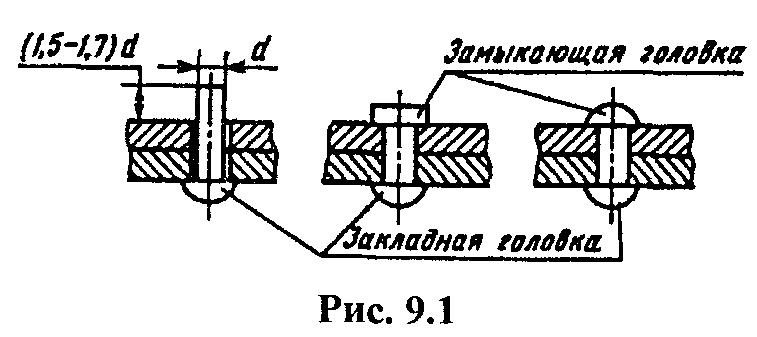
Рисунок 15 – Заклепочные соединения
Достоинства (в сравнении со сварными соединениями):
Стабильность качества соединения; возможность получения прочного плотного соединения.
Надежный и простой визуальный контроль качества.
Возможность соединения деталей из несвариваемых материалов.
Возможность соединения деталей, нагрев которых недопустим из–за коробления или отпуска термообработанных деталей.
Надежная работа при ударных и вибрационных нагрузках.
Недостатки:
Ослабление деталей отверстиями и в связи с этим повышенный расход металла.
Трудность автоматизации процесса склепывания.
Менее удобные конструктивные формы в связи с необходимостью наложения одной детали на другую или применения накладок.
Высокий уровень шума при работе с пневмоинструментом, используемым для деформирования заклепок.
В связи с развитием сварки заклепочные соединения в большинстве областей вытеснены сварными.
Применение:
в авиа- и судостроении – обивка фюзеляжа, корпуса;
в строительных сооружениях – мосты, фермы;
в общем машиностроении – крепление зубчатых венцов к дискам колес, лопаток в турбинах, фрикционных накладок, соединение элементов рам грузовых автомобилей и составных сепараторов подшипников качения.
Отверстие в листах получают:
продавливанием при толщинах до 25мм;
продавливанием с последующим развертыванием;
сверлением в ответственных соединениях.
Клепку (осаживание стержня) стальных заклепок при d ≤ 10мм, а также заклепок из алюминиевых сплавов, латуни и меди производят холодным способом, а стальных заклепок большего диаметра – горячим способом, с подогревом заклепки или ее конца до светло-красного каления (1000 ... 1100°С).
Клепку производят на клепальных машинах (прессах) или пневматическими молотками.
Основными для заклепочных соединений являются нагрузки в плоскости стыка, стремящиеся сдвинуть соединяемые детали одну относительно другой.
Тема 9 Клиновые и клеммовые соединения (0,5/-/- часа)
План лекции:
1. Общие сведения о клиновых соединениях
2. Достоинства клиновых соединений
3. Классификация клиновых соединений
4. Расчет на прочность клинового соединения
5. Общие сведения о клеммовых соединениях
6. Конструкции и применение клеммовых соединений
7. Расчет на прочность клеммового соединения
Клиновые соединения
Общие сведения о клиновых соединениях
Клиновым называют разъемное соединение, затягиваемое или регулируемое с помощью клина. Типичным примером клинового соединения является соединение стержня со втулкой, показанное на рисунке 20. Стержень имеет поперечный клиповый паз с углом, равным углу клина. Втулка имеет паз постоянного сечения. Соединение обычно затягивают, забивая клин или перемещая его посредством винта. Взаимное направление и фиксация стержня и втулки осуществляются по цилиндрической поверхности ж торцу (рисунок 20, а) или по конической поверхности (рисунок 20, б).
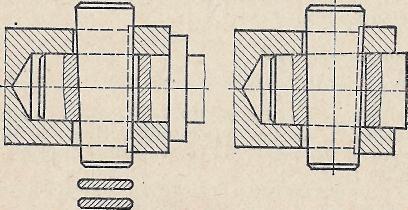
а) б)
а) – сопряжение по цилиндрической поверхности и торцу, б) – по конической поверхности
Рисунок 20 – Клиновое соединение
Достоинства клинового соединения:
а) быстрота сборки и разборки;
б) возможность создания больших сил затяжки и возможность восприятия больших нагрузок;
в) относительная простота конструкции.
По назначению клиновые соединения разделяют на:
а) силовые, предназначенные для прочного скрепления деталей,
б) установочные, предназначенные для установки и регулирования требуемого взаимного положения деталей. Наиболее характерными областями применения силовых клиновых соединений являются соединения тяг, поршневых штоков с крейцкопфами (ползунами), половинок маховиков, вала и ступицы (клиновыми шпонками), а также соединения в приспособлениях для обработки деталей на станках и в сборных литейных моделях. Типовыми примерами установочных клиновых устройств являются башмаки (рисунок 21) и клинья для выверки и установки машин. В курсе «ДМ и ОК» в основном рассматривают силовые клиновые соединения.
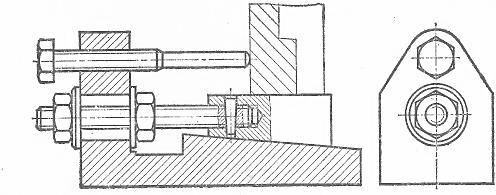
Рисунок 21 – Установочное клиновое устройство – башмак для выверки машин
Большинство силовых клиновых соединений выполняют с предварительным натягом: клином создается внутренняя сила, действующая и при отсутствии внешней нагрузки. Клиновые соединения, нагружаемые постоянными силами (весом) или плавно меняющимися односторонними нагрузками — преимущественно установочные клиновые соединения, — выполняют без предварительного натяга с силовым замыканием, т. е. замыканием внешней нагрузкой. В силовых клиновых соединениях клин работает на изгиб, а в установочных — преимущественно на сжатие.
Для соединения массивных деталей, например половинок маховиков, применяют специальные тяги с клиньями.
В клиновых соединениях применяют почти исключительно односкосные клинья, так как двухскосные сложнее в изготовлении и не имеют каких-либо преимуществ. Рабочие поверхности клиньев выполняют цилиндрическими или плоскими с фасками (см. рисунок 20, а) Первые предпочтительнее, так как вызывают меньшую концентрацию напряжений в стержне, но сложнее в изготовлении. В силовых клиновых соединениях уклоны выбирают равными 1:100, 1:40, 1:30. Установочные клинья имеют уклоны 1:10, 1:6, 1:4.
Примерные соотношения размеров клиньев (рисунок 22) в соединении стержня диаметром d со втулкой: толщина клина (из условия равнопрочности стержня на растяжение и на смятие клином) b = (0,25÷0,3)d; высота сечения клина h≥2,5b.
В сдвоенных клиновых соединениях, например в соединениях стержней с помощью втулки и в соединениях половинок маховиков, один клин может быть заменен чекой, так как затяжка может быть осуществлена вторым клином. Чека в отличие от клина имеет параллельные рабочие стороны и выступы, препятствующие ее выпаданию. Толщина чеки b= (0,2÷0,25)d.
Клеммовые соединения
Конструкция и применение
Клеммовые соединения применяют для закрепления деталей на валах и осях, цилиндрических колоннах, кронштейнах и т. д. Один из примеров клеммового соединения (закрепление рычага на валу) изображен на рисунке 22.
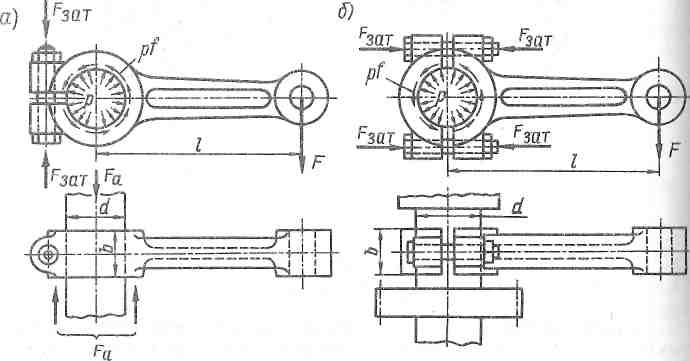
Рисунок 22 – Примеры кллеммового соединения
По конструктивным признакам различают два основных типа клеммовых соединений: а) со ступицей, имеющей прорезь (рисунок 22, а); б) с разъемной ступицей (рисунок 22, б). Разъемная ступица несколько увеличивает массу и стоимость соединения, но при этом становится возможным устанавливать клемму в любой части вала независимо от формы соседних участков и других расположенных на валу деталей.
При
соединении деталей с помощью клемм
используют силы трения,
которые возникают от затяжки болтов.
Эти
силы трения позволяют
нагружать соединение как моментом (![]() ),
так и
осевой силой Fa.
Ранее
отмечалось, что передача нагрузки только
силами
трения недостаточно надежна. Поэтому
не рекомендуют применять
клеммовые соединения для передачи
больших нагрузок.
),
так и
осевой силой Fa.
Ранее
отмечалось, что передача нагрузки только
силами
трения недостаточно надежна. Поэтому
не рекомендуют применять
клеммовые соединения для передачи
больших нагрузок.
Достоинства клеммового соединения: простота монтажа и демонтажа, самопредохранение от перегрузки, а также возможность перестановки и регулировки взаимного расположения деталей как в осевом, так и в окружном направлениях (регулировка положения рычагов и тяг в механизмах управления и т. п.).
Рекомендуемая литература
1. Гузенков П.Г. Детали машин. – М.: Высшая школа,1986.
2. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. – М.: Высшая школа, 2001.
3. Иванов М.Н. Детали машин. – М.: Высшая школа, 1991.
4. Леликов О.П. Основы расчета и проектирования деталей и узлов машин. – М.: Машиностроение, 2004.
5. Решетов Д.Н. Детали машин. – М.: Машиностроение, 1989.