

1. Содержание и объем курсового проекта
Курсовой проект является завершающим этапом курса «Технология конструкционных материалов», раздел «Холодная штамповка», при выполнении которого решаются различные технологические задачи.
Самостоятельная работа над темой проекта позволяет привить навыки, необходимые для грамотной разработки технологических процессов штамповки деталей из листового материала и выполнения комплекса работ по проектированию штампов. Работа над проектом позволит углубить и применить на практике полученный ранее потенциал знаний теоретических дисциплин, передовых достижений науки и техники.
Работе над проектом предшествует первая технологическая практика, в ходе которой студент активно знакомится с заготовительным и, в частности, кузнечно-штамповочным производством, в том числе изучает технологические процессы и оборудование листовой штамповки конкретных деталей авиационных двигателей. Поэтому в процессе проектирования большую помощь может оказать объем знаний, полученных на технологической практике. Задание на курсовой проект подбирается каждому студенту руководителем перед началом технологической практики. Задание на курсовой проект на соответствующем бланке и конструкторский чертеж детали (рис.1) выдается индивидуально каждому студенту. Отдельные вопросы задания уточняются руководителем проекта в процессе работы. Выполненный проект подписывают автор и руководитель. Автор защищает проект перед комиссией, состоящей минимум из двух преподавателей кафедры, и получает зачет с оценкой.
Проект содержит разработку технологического процесса на заданную деталь, включающую необходимые расчеты и альбом технологических карт, конструкторский чертеж штампа с деталировкой (1 -1,5 листа), графическую операционную технологию на какую-либо операцию техпроцесса (0,5-1лист), расчетно-пояснительную записку (20-25листов).
Рис. 1. Пример чертежа заданной детали
2. Разработка технологического процесса
Технологические процессы холодной штамповки являются основой подготовки производства и получения годных деталей. Поэтому вопросу разработки технологического процесса холодной штамповки заданной детали в курсовом проекте должно быть уделено наибольшее внимание.
Разработка технологического процесса холодной штамповки складывается из следующих этапов:
1) анализ конструкции заданной детали с целью выявления ее технологичности;
2) определение формы и размеров заготовки, а также расхода материала при наилучшем его использовании (оптимальный раскрой материала);
3) установление наиболее рационального технологического процесса;
4) выбор типа, мощности, габаритных размеров стола и закрытой высоты требуемого оборудования;
5) определение конструкции штампов и устройств для подачи материала в штампы и удаления готовых деталей и отходов;
6) выбор мерительного и вспомогательного инструмента для каждой операции.
2.1. Изучение чертежа и технологический анализ конструкции заданной детали
Многие детали и узлы современных реактивных двигателей выполнены из листового материала. Типовые конструкции, технические требования (ТТ) и материалы листоштампованных деталей и узлов авиационных двигателей приведены в работе [5].
На рис. 2 показаны типовые детали, классифицированные по конструктивно-технологическому признаку. Эти детали получают различными методами холодной штамповки.
Плоские детали (рис. 2) изготавливают вырубкой, пробивкой, штамповой зачисткой.
Изогнутые детали (рис. 2) изготавливают вырубкой заготовки с последующей одно- или многооперационной гибкой в штампах или приспособлениях. В случае необходимости предусматриваются межоперационный отжиг и слесарная доработка.

Рис. 2. Типовые детали
Полые детали (рис. 2) получают вырубкой, а затем придают им нужную форму вытяжкой или рельефной формовкой, после чего производят калибровку, обсечку с пробивкой отверстий или механическую обработку. При многопереходной штамповке предусматривается межоперационный отжиг. При вытяжке деталей из жаропрочных сплавов необходима «твердая» смазка (масляная краска, лак ХВЛ).
В задании на курсовой проект дается одна из деталей вышеуказанных групп.
Получив задание, студент приступает к изучению чертежа и технологическому анализу конструкции детали. При анализе чертежа изучаются условия, в которых деталь работает в двигателе, материал, форма и технические требования. Особое внимание уделяется технологичности конструкции детали, т. е. такому сочетанию конструктивных элементов, при котором обеспечивается экономичное изготовление этой детали наиболее простым способом при соблюдении предъявляемых к ней технических и эксплуатационных требований. Даже незначительные изменения конструкции детали приводят к разработке более совершенного технологического процесса. В связи с этим при анализе конструкции детали необходимо обращать внимание на радиусы сопряжений и величину уступов в плоских деталях; радиусы скруглений в изогнутых и формованных деталях, полученные вытяжкой; на высоту полок при гибке и отбортовке; высоту деталей при вытяжке.
Основные технологические требования к конструкции деталей из листового материала приводятся в работах [6, 10, 18] и др.
Анализируя технологичность конструкции, желательно показать, какие следовало бы внести изменения в чертеж, чтобы улучшить технологию обработки, уменьшить расход материала и разработать более экономичный процесс изготовления детали без ухудшения ее эксплуатационных качеств.
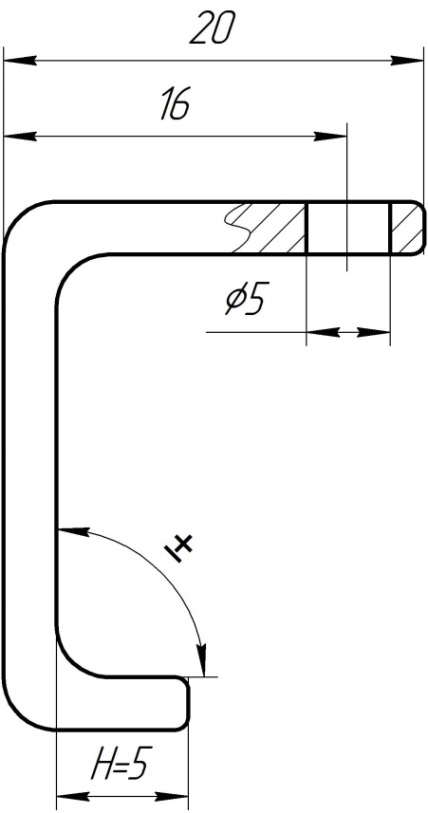
Рис. 3. Эскиз детали
Проведем, например, технологический анализ элементов конструкции детали, показанной на рис. 3.
Заданная деталь имеет П-образную форму с разной высотой полок. Материал детали: высоколегированная кислотостойкая сталь марки Х18Н9Т. Химический состав стали: С<0,12%, Mn<2%, Si<0,8%, Сr=18%, Ni = 8...9,5%, Ti<0,7%.
Механические свойства: предел прочности при растяжении σВ = 540 Н/мм2, сопротивление срезу σср = 430 Н/мм2, относительное удлинение б = 40%. Толщина листа S = 2 мм. Допуски на размеры по 14 квалитету точности.
Размер полки Н с углом α = 90° должен быть по данным работы [18] не менее 35 (H≥3S). Как видно из чертежа детали, это условие не обеспечивается, следовательно, деталь по данному параметру не технологична.
Для того, чтобы получить перемычку размером Ь без разрушения детали или утяжки материала при пробивке отверстия ø 5, необходимо выдержать условие: b > 1,6 мм ([18], табл. 139). Согласно чертежу значение размера b = 20 – 2,5 – 16 = 1,5 мм. Отсюда следует, что при заданном значении размера перемычки качественную деталь штамповкой-пробивкой получить нельзя.
Из проведенного технологического анализа следует, что деталь по указанным элементам конструкции не технологична, так как гибка детали с очень короткой полкой требует применения усложненной конструкции штампа, а пробивка отверстия должна быть заменена менее эффективным способом обработки, в данном случае сверлением.
Этап анализа технологичности конструкции детали является чрезвычайно важным, так как от правильности его выполнения зависит качества принятых дальнейших решении. Ограниченный объем настоящего пособия не позволяет подробно остановиться на этом этапе, поэтому рекомендуем проектировщику обратиться к обстоятельному пособию [10], разработанному авторским коллективом нашей кафедры и подробно освещающему вопрос технологического анализа чертежа деталей, получаемых методом штамповки из листа.