

Параметры режима сварки оплавлением
Главными параметрами режима сварки оплавлением является скорость оплавления Vonл и осадки Voc, напряжение холостого хода трансформатора Uхх, плотность тока ісв или ток сварки-оплавления Ісв припуски на оплавление ?Lопл и осадку ?Lос, продолжительность (время) оплавления tопл и осадки под током tос.ст, усилие осадки Fос устанавливаемая длина деталей L.
Скорость оплавления Vonл зависит от теплофизических свойств металла и условий оплавления; влияет на температурное поле равномерность распределения температур, рельеф поверхности торцов, степень окисления металла торцов, качество соединения. Скорость оплавления выбирают из условий получения необходимого распределения температур в деталях.
Мгновенная скорость оплавления определяется тепловой мощностью(количество тепла выделяющегося в секунду),которая развивается в искровом промежутке при оплавлении ,она растет с увеличением тепловой и полезной мощности, с уменьшением градиента температур и с увеличением температуры торцов.
Для устойчивого равномерного оплавления мгновенная скорость сближения деталей должна соответствовать мгновенной скорости оплавления(скорости фактического уменьшения).
Плотность тока должна обеспечивать процесс устойчивого оплавления, она повышается в случае увеличения ? металла и Vоnл , снижается при сварке с подогревом, а также при сварке деталей с большим сечением.
Припуск на осадкувыбирают из условий удаления нагретого металла и оксидов из стыков. Величина ?ос должна быть достаточной для полного закрытия зазора, вытеснения окисленного и расплавленного металла и для некоторой пластической деформации нагретого металла с целью удаления кратеров. При этом значение ?ос зависит главным образом от рельефа поверхности торцов. При увеличении сечения деталей увеличиваются размеры перемычек и кратеров, ?ос соответственно увеличивается. При сварке с подогревом деформация распространяется на большую длину деталей и ?ос также увеличивается.
Давление осадки выбирают в зависимости от свариваемого металла и степени нагрева деталей. Оно увеличивается при увеличении сечения свариваемых деталей, жаропрочности деталей и скорости осадки.
Скорость осадки выбирают с учетом ее влияния на окисление металла при осадке и удалении оксидов и перегретого металл из стыка, Чем выше скорость осадки Vос, тем меньше вероятность того, что оксиды останутся в стыке. Чрезмерное увеличение Vос, иногда ухудшает качество сварки из-за затрудненной пластической деформации.
Напряжение холостого хода выбирают минимальным, чтобы обеспечить устойчивое оплавление.
Устанавливаемая длина деталей
![]()
где ?ос - конечное расстояние между зажимами.
Для круглых стержней и толстостенных труб L = (0,7…1)d, где d - диаметр свариваемых деталей. Если L мало, имеет место большой отвод тепла в электроды, уменьшение зоны интенсивного нагрева, что требует увеличения давления осадки. С увеличением L увеличивается потребная мощность и уменьшается жесткость деталей.
Устройство машины мс-301
Технические данные машины:
Номинальная мощность 5 кВт.
Напряжение питания 380 В.
Свариваемое сечение:
сталь 35-50 мм2;
медные сплавы 8-20 мм2
Максимальное усилие сжатия 5000 Н.
Число ступеней регулирования 6
Вторичное напряжение 1…1.8 В.
Сварочный ток 6.8…12.2 кА.
В
верхней части корпуса расположен
трансформатор для контактной сварки
(ТР) броневого типа с переключателем
ступени мощности ПС1 и ПС2.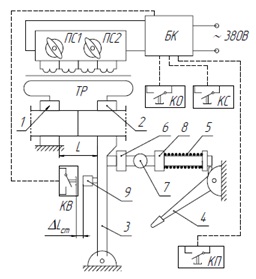
На передней стенке машины установлена сигнальная лампочка, кнопки "Стоп" и "Отжиг", ножницы для обрезки деталей.
На верхней плите корпуса крепится неподвижный зажим рычажно- эксцентрикового типа 1. Подвижный зажим 2 установлен на качающемся рычаге 3, эксцентриковая ось которого закреплена в отверстиях на передней и задней стенках корпуса.
Детали сжимаются с силой осадки при перемещении до упора рычага 4, кривошип которого, сжимая пружину 5, передает усилие через винт 6 с шаровым шарниром 7 на подвижный зажим 2.
Усилие, переданное на детали, устанавливается сжатием пружины 5 гайкой 8. Начальное расстояние между зажимами L регулируется винтом 6. На подвижном зажиме установлен толкатель 9, которым регулируется припуск на осадку под током ?ос.т.
При нажатии кнопки "Пуск"(КП) расположенной на ручке рычага, блок контакторов (БК) подключает первичную обмотку сварочного трансформатора к сети. Сварочный ток выключается концевым выключателем(КВ), который срабатывает от толкателя 9 при достижении заданной осадки, или кнопкой "Стоп" вручную.
Для отжига деталей необходимо нажать кнопку отжига (КО). Ток включается только на время, на протяжении которого эта кнопка находится в нажатом положении.
При настройке машины для сварки сопротивлением в зависимости от сечения и материала деталей устанавливают: ступень мощности; усилие сжатия деталей Fсж; припуск на осадку под током ?Lт; устанавливаемую длину деталей L.