

3.1 Вспомогательные движения
Привод вращения резьбонарезного шпинделя (см. дополнительную схему) включает в себя две цепи — нарезания и свинчивания, переключение которых осуществляется электромагнитными муфтами 28 и 33. В обоих случаях резьбонарезной шпиндель вращается в одном направлении с рабочим шпинделем и нарезание происходит за счет:
• отставания инструмента от заготовки (правая резьба), тогда переключением на другую цепь с быстрым вращением инструмента обеспечивается свинчивание;
• обгона инструментом заготовки (левая резьба), тогда для свинчивания используется цепь с меньшей частотой его вращения.
Разность между частотами вращения шпинделей заготовки пшп и инструмента nин соответствует частоте вращения инструмента, определяемой скоростью резания при резьбонарезании nрез, т. е. nрез= |nшп – nин|.
При правой резьбе цепь нарезания проходит от центрального вала IV, через колеса i, j, k, l, электромагнитную муфту 33, колеса 34—35, 29—30, 31—32 до привод ной втулки XIX резьбонарезного шпинделя с метчиком или плашкой.
При этом муфта 28 должна быть выключена.
Уравнение кинематического баланса
![]()
При отключении муфты 33 и включении муфты 28 инструментальный шпиндель начнет вращаться с частотой свинчивания пин. св от цепи: центральный вал IV, колеса i, j, муфта 28, колеса 29—30, 31—32 и втулка XIX.
При этом уравнение кинематического баланса будет

Из приведенных формул настройки пар сменных колес следует, что частоты вращения инструмента при свинчивании и нарезании правых резьб соотносятся как
а для левых резьб такое соотношение имеет место между частотами, наоборот, при нарезании и свинчивании инструмента. При нарезании резьбы самооткрывающейся головкой настраивается только цепь нарезания.
Привод вращения быстросверлильного шпинделя осуществляется по цепи от центрального вала IV, через колеса 37—38, 39—n на приводную втулку XIX, передающую вращение инструментальному шпинделю с закрепленным в нем сверлом. Инструмент и заготовка вращаются навстречу друг другу, и частота вращения сверла през, определяемая скоростью резания, будет определяться суммой
nрез= nшп + nин.
Частота вращения быстросверлильного шпинделя nин определяется уравнением
ин шп
Отсюда число зубьев сменного колеса п
![]()
Привод вращения инструментального шпинделя при развертывании (см. дополнительную схему справа на рис. 3) обеспечивает вращение инструмента в одном направлении с заготовкой, но с меньшей скоростью, по цепи от центрального вала IV через колеса 37—40—41—p на приводную втулку XIX.
При этом nрез = nшп – nин, а число зубьев сменного колеса р
![]()
Привод шнекового транспортера для уборки стружки осуществляется от отдельного электродвигателя 59 через червячную передачу 60—61.
4 Основные узлы и механизмы автомата.
4.1 Шпиндельный блок автомата мод. 1б240-6к
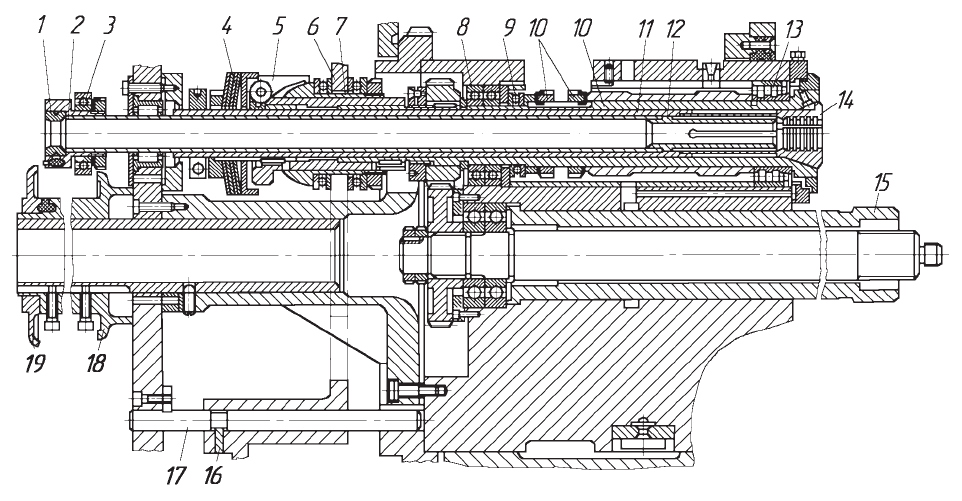
Рисунок 5 (Шпиндельный блок автомата мод. 1Б240-6К)
Шпиндельный блок (рис. 5) представляет собой барабан, в расточенных отверстиях которого по окружности смонтировано шесть рабочих шпинделей с механизмами подачи и зажима прутков. Он установлен в передней стойке на двух опорных поверхностях, к которым он после поворота прижимается рычагами механизма фиксации.
В качестве передней опоры шпинделей 10 применен двухрядный роликовый подшипник 13, задней — два радиально-упорных шарикоподшипника 8. Осевая нагрузка воспринимается упорным шарикоподшипником 9. Опоры собраны с предварительным натягом.
В центральное отверстие блока запрессована круглая направляющая 15 продольного суппорта, внутри которой размещен центральный приводной вал. Зажим прутка осуществляется затягиванием в коническую расточку шпинделя зажимной цанги 14 с помощью свинченной с ней трубы 11 в результате поворота рычагов 5 от смещения влево муфты 7. При выходе больших плеч рычажков 5 на цилиндрический участок муфты 7 положение вилки 6 на направляющей скалке 17 фиксируется защелкой 16. Тарельчатые пружины 4 обеспечивают необходимое усилие зажима и выполняют одновременно функции упругого компенсатора, позволяющего зажимать прутки с переменным в пределах допуска диа метром.
Подача прутка производится перемещением подающей цанги 12, свинченной с трубой 2, кулачковым механизмом подачи прутка (на рисунке не показан) через обойму 3 с поддерживающим кольцом 1. Перемещение трубы с цангой вперед ограничивается диском 18, а выпадению ее из шпинделя при отсутствии прутка препятствует диск 19.